 |


Машинные развертки. Машинные регулируемые развертки. 9.Фрезерование. Разновидности фрез, схемы резания.. А-цилиндрическая ,б-дисковая, в- г Т-образная, д-концеваяе=торцоавая с хвостовиком, ж-торцовая, з-торцовая ступеньчатая, и-концевая обдирочная, к-шпо
|
|
|
|
Машинные развертки
коническими хвостовиками и используются для развертывания отверстий диаметром от 3 до 100 мм. Этими развертками обрабатываются отверстия на сверлильных и токарных станках. Насадные развертки служат для развертывания отверстий от 25 до 300 мм. Их насаживают на специальную оправку, имеющую конусный хвостовик для крепления на станке. Насадные развертки
Машинные регулируемые развертки
изготовляют из быстрорежущей стали Р9 или Р18 и оснащают пластинками из твердого сплава Коническими развертками развертывают конусные отверстия. Обычно в комплект входят три развертки: обдирочная, промежуточная и чистовая. Цельные развертки изготовляются из углеродистой или легированной стали. При развертывании отверстий в твердых металлах применяются развертки с пластинками из твердых сплавов.
9. Фрезерование. Разновидности фрез, схемы резания.
Фрезерование — один из высокопроизводительных и распространенных способов обработки металлов многолезвийными режущими инструментами (фрезами).
Фреза имеет большое количество зубьев, причем каждый зуб характеризуется теми же элементами, что и токарный резец. Зубья фрезы работают периодически. В работе участвует несколько зубьев, а остальные зубья, не участвующие в резании, успевают частично
охладиться. Это по-вышает стойкость фрез.
Различают два метода фрезерования: встречное и попутное. При встречном фрезеровании нагрузка на зуб увеличивается постепенно от нуля до максимума.
. Недостаток метода: сила, действующая на заготовку, стремится оторвать ее от стола, что приводит к вибрациям и увеличению шероховатости, а также требует большей жесткости крепления заготовки.
|
|
|
При попутном фрезеровании зуб фрезы работает с ударом, сразу же снимает максимальную толщину срезаемого слоя, а следовательно, подвергается максимальной нагрузке.
К режиму резания при фрезеровании относятся:
Глубин а фрезерования t (мм) (во всех видах фрезерования, за исключением торцевого) Ширина фрезерования
. Различают три вида подачи при фрезеровании: подача на один зуб фрезы Sz (мм/зуб), оборотная подача фрезы So (мм/об), минутная подача Sм (мм/мин).
3. Фреза состоит из корпуса (тела) и режущих зубьев, фрезы бывают цельные и сборные. Цельные фрезы изготовляют из инструментальных сталей, корпуса сборных фрез — из конструкционных сталей, зубья — из быстро-режущих сталей или твердых сплавов. Фрезы бывают с прямыми, винтовыми и разнонаправленными зубьями. В зависимости от конструкции зубьев различают фрезы с остроконечными и с затылованными зубьями. У последних задняя поверхность обработана по архимедовой спирали. Затылованные зубья для сохранения профиля перетачивают только по передней поверхности: передний угол? зуба обычно равен нулю. С затылованными зубьями изготавливают фасонные фрезы, а остальные — с остроконечными. Остроконечные зубья фрез затачивают по главной задней поверхности. По виду поверхности, на которой нарезаны зубья, фрезы бывают
А-цилиндрическая, б-дисковая, в- г Т-образная, д-концеваяе=торцоавая с хвостовиком, ж-торцовая, з-торцовая ступеньчатая, и-концевая обдирочная, к-шпоночная л-угловая
5. Разновидности фрезерных станков: Вертикально-фрезерные станки. Продольно-фрезерные станки широко применяют в условиях серийного и массового производства для обработки плоскостей на крупных заготовках Резьбофрезерные станки в массовом и серийном производстве применяют двух типов: одни служат для фрезерования длинных резьб, прямых и винтовых канавок. На зубофрезерных станках червячными фрезами фрезеруют методом обкатки прямозубые и косозубые цилиндрические зубчатые колеса.
|
|
|
Протягивание является о дним из наиболее производительных видов обработки металлов резанием и широко распространено в серийном и массовом производстве. Высокая производительность при протягивании объясняется большой суммарной длиной режущих кромок, одновременно участвующих в срезании материала.
Схемы, резания при протягивании . При протягивании применяются профильная, генераторная и прогрессивная схемы резания. Под схемой резания понимает ся принятый порядок срезания припуска режущим лезвием инструмента. Профильная схема резания предусматривает срезание припуска режущим лезвием инструмента. Профильная схема резания предусматривает срезание припуска протяжкой, все зубья которойимеют профильный контур, подобный контуру поперечного сечения окончательно обработанной поверхности детали. Профильная схема резания ( рис. 354, а ) находит ограниченное применение из-за трудностей изготовления профильных протяжек. Эта схема резания в частности используется при применении круглых и наружных протяжек
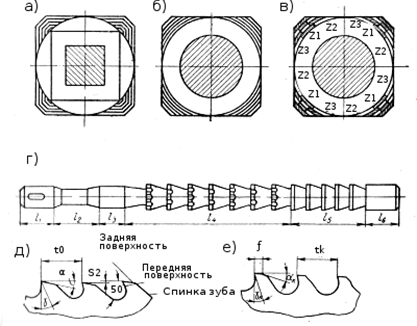 Рис. 354. Элементы протяжки: а — профильная; б — генераторная; в — прогрессивная; г — части протяжки; д — геометрия режущих зубьев; е — геометрия калибрующих зубьев. Генераторная схема резания предусматривает срезание припуска протяжкой, все зубья рабочей части которой имеют переменный контур, постепенно переходящий от прямолинейной или круглой формы на профильный контур соответствующий чертежу детали. Генераторная схема резания ( рис. 354, б ) является самой распространенной. Изготовление протяжек с этой схемой резания значительно проще. Такие протяжки, как квадратные, координатные, многогранные, изготовляются по принципу генераторной схемы резания. Прогрессивная схема резания предусматривает срезание припуска протяжкой, рабочие зубья которой разделены по секциям с укороченной длиной режущих лезвий с целью снижения величины силы резания. Прогрессивная схема резания ( рис. 354, в ) применяется в тех случаях, когда из-за малых размеров опасного сечения стержня протяжки недостаточно прочны и допускают ограниченную величину силы резания
Рис. 354. Элементы протяжки: а — профильная; б — генераторная; в — прогрессивная; г — части протяжки; д — геометрия режущих зубьев; е — геометрия калибрующих зубьев. Генераторная схема резания предусматривает срезание припуска протяжкой, все зубья рабочей части которой имеют переменный контур, постепенно переходящий от прямолинейной или круглой формы на профильный контур соответствующий чертежу детали. Генераторная схема резания ( рис. 354, б ) является самой распространенной. Изготовление протяжек с этой схемой резания значительно проще. Такие протяжки, как квадратные, координатные, многогранные, изготовляются по принципу генераторной схемы резания. Прогрессивная схема резания предусматривает срезание припуска протяжкой, рабочие зубья которой разделены по секциям с укороченной длиной режущих лезвий с целью снижения величины силы резания. Прогрессивная схема резания ( рис. 354, в ) применяется в тех случаях, когда из-за малых размеров опасного сечения стержня протяжки недостаточно прочны и допускают ограниченную величину силы резания
|
|
|
