 |


влияние, чем подача. различные типы сверл: перовые , двухкромочные , спиральные (рис. 54,а и б), ружейное (рис. 54, д), для кольцевого сверления (рис. 54, з), центровочные
|
|
|
|
влияние, чем подача.
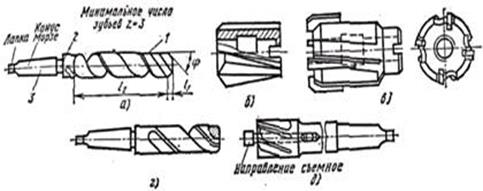
Типы сверл и их устройство . Сверло является инструментом, с помощью которого получают отверстия или увеличивают диаметр ранее просверленного отверстия.
различные типы сверл: перовые, двухкромочные, спиральные (рис. 54, а и б), ружейное (рис. 54, д), для кольцевого сверления (рис. 54, з), центровочные
(рис. 54, и), шнековые (рис. 54, к).
Перовое сверло представляет собой круглый стержень, на конце которого находится плоская лопатка, имеющая режущие кромки, наклоненные друг к другу под углом 120°. Спиральное сверло получило наибольшее распространение в промышленности. Его устройство описано выше (см. рис. 50). Шнековые сверла дают возможность получать отверстия глубиной до 40 диаметров за один рабочий ход без периодических выводов для удаления стружки. Они позволяют работать на более высоких скоростях Сверла, оснащенные твердым сплавом. Сверла, оснащенные пластинками из твердого сплава, обладают большой стойкостьюДля сверления глубоких отверстий применяют длинные сверла с неперетачиваемыми поворотными пластинками типа «Эжектор» (рис. 57), имеющими автономное устройство подачи СОЖ и удаления стружки. Сверло глубокого сверления 2 работает в паре со сверлом1. Операция сверления выполняется в два рабочих хода. Зенкерование и развертывание
Процесс зенкерования осуществляется зенкером. Операция зенкерования более точная, чем сверление. Сверлением достигается 11—12-й квалитеты и шероховатость поверхности Rz 20 мкм, а зенкерованием — 9—11-й квалитеты и шероховатость поверхности Ra 2, 5 мкм.
Развертывание является операцией более точной, чем сверление и зенкерование. Развертыванием достигается 6—9-й квалитеты и шероховатость поверхности Ra 1, 25—0, 25 мкм.
|
|
|
Операция зенкерования подобна рассверливанию. На рис. 58 показана конструкция зенкера. Зенкер состоит из рабочей части 1, шейки 2 и хвостовика 3. Рабочая часть состоит из режущей части l1 и калибрующей l2. Режущая (заборная) часть наклонена к оси под главным углом в плане  и выполняет резание..
и выполняет резание..
Рис. 58. Зенкеры: а—цельный с коническим хвостовиком, б—насадной цельный, в—насадной с наборными ножками, г— оснащенный твердосплавной пластинкой, д—c направлением для цилиндрических углублений
 На рис. 58 показаны зенкеры различной конструкции, применяемые при работе на агрегатных станках и автоматических линиях. Зенкеры изготовляются из быстрорежущих сталей Р18 и Р9 и твердосплавных материалов Т15К6, применяемых при обработке сталей, и ВК8, ВК6 и ВК4—при обработке чугунов.
На рис. 58 показаны зенкеры различной конструкции, применяемые при работе на агрегатных станках и автоматических линиях. Зенкеры изготовляются из быстрорежущих сталей Р18 и Р9 и твердосплавных материалов Т15К6, применяемых при обработке сталей, и ВК8, ВК6 и ВК4—при обработке чугунов.
Процесс развертывания является чистовой операцией для получения точных отверстий. Резание осуществляется разверткой. Как указывалось, развертывание более точная операция, чем сверление и зенкерование. Развертка во многом напоминает зенкер, основное ее отличие от зенкера в том, что она снимает значительно меньший припуск и имеет большое число зубьев — от 6 до 12. Развертка состоит из рабочей части и хвостовика 
(рис. 59). Рабочая часть в свою очередь состоит из режущей части В и калибрующей Г. Режущая часть наклонена к оси под главным углом в плане и выполняет основную работу резания. Угол конуса режущей (заборной) части составляет 2 .
На рис. 60, 61 показаны различные типы разверток. По своей конструкции развертки делятся на ручные и машинные, цилиндрические и конические, насадные и цельны
Типы разверток
Ручные развертки изготовляются с цилиндрическим хвостовиком (рис. 60, г). Ими обрабатываются отверстия от 3 до 50 мм. ) делаются с цилиндрическими и
|
|
|
|
|
|
