 |


Распределение Вейбулла при расчёте показателей надёжности
|
|
|
|
Если известен закон распределения времени возникновения отказов изделий (например, подобран по опытным данным), можно рассчитать показатели безотказности изделий. Часто встречаются распределения Вейбулла, экспоненциальное, Рэлея и другие.
Распределение Вейбулла имеет два параметра: δ – параметр формы (не путать со среднеквадратическим отклонением) и λ –параметр масштаба (не путать с интенсивностью отказов).
В случае распределения Вейбулла интенсивность отказов
λ(t)= λδtδ-1
Три участка лямбла-характеристики на рис. 15.1 соответствуют распределениям Вейбулла с различными параметрами λ и δ. Так, в период приработки δ <1, в рабочей области δ =1 (при этом распределение Вейбулла соответствует экспоненциальному распределению), в области износа δ >1 (при δ =2 распределение Вейбулла соответствует рапределению Рэлея).
Пример 16.1. По экспериментальным данным найдено, что лямбда-характеристика выпускаемых предприятием изделий подобна показанной на рис. 15.1, и участки кривой соответствуют распределению Вейбулла с параметрами, указанными в табл. 16.1.
Таблица 16.1.
| Параметр | Приработка | Рабочая область | Область износа |
| δ | 0,45 | 1∙10-11 | |
| λ | 0,007 | 0,0002 | 2,9 |
Рассчитать интенсивности отказов на участке от 50 до 5000 ч с интервалом 50 ч, построить лямбда-характеристику.
Фрагмент расчёта для примера 16.1 показан на рис. 16.1.
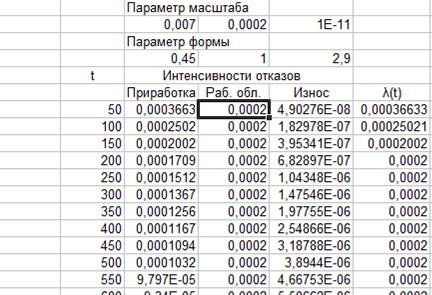
Рис.14.1. Фрагмент расчёта для примера 16.1.
Вводим значения параметра масштаба и соответствующие им значения параметра формы, а также столбец значений времени. Затем рассчитываем столбцы интенсивностей отказов на участке от 50 до 5000 ч с интервалом 50 ч при каждой из трёх пар параметров масштаба и формы. Строим графики всех трёх кривых (рис. 16.2).
|
|
|

Рис.16.2. Графики распределений Вейбулла.
Область приработки на лямбда-характеристике будет выше точки 1, рабочая область – между точками 1 и 2, область износа – выше точки 2.
Как видно из расчётных данных, рабочая область начинается примерно с 200 ч, когда интенсивность отказов в ней становится больше интенсивности отказов в области приработки. Заканчивается рабочая область примерно с 4000 ч, когда интенсивность отказов в ней становится меньше интенсивности отказов в области износа. Таким образом, для упорядочения нужных значений интенсивности отказов в столбец λ(t) копируем командой Копировать - Специальная вставка – Значения соответствующие диапазоны из столбцов Приработка, Раб. обл. и Износ. По этим значениям строим лямбда-характеристику.

Рис.16.3. Лямбда-характеристика.
Задание.
1. Выполнить пример 16.1.
Лабораторная работа № 17
Распределения Рэлея и экспоненциальное распределение
При расчёте показателей надёжности
Экспоненциальное распределение – частный случай распределения Вейбулла, когда δ =1. Экспоненциальное распределение имеет единственный параметр λ. При экспоненциальном распределении времени отказов изделий интенсивность отказов
λ(t)= λ=const
Вероятность безотказной работы
Р(t)=e-λt
Средняя наработка до отказа
Т=1/ λ
Распределение Рэлея – частный случай распределения Вейбулла, когда δ =2. Распределение Рэлея имеет единственный параметр δ*. При этом интенсивность отказов
λ(t)=t/ δ*2
Вероятность безотказной работы

Средняя наработка до отказа

Задание.
1. Выпускаемое предприятием изделие имеет экспоненциальное распределение времени возникновения отказов при интенсивности отказов 3∙10-5 1/ч. Вычислить вероятность безотказной работы на участке от 0 до 20000 ч с интервалами 500 ч и построить график Р(t). Рассчитать среднюю наработку до отказа.
|
|
|
2. Выпускаемое предприятием изделие имеет распределение Рэлея времени возникновения отказов при параметре распределения δ* = 1000 ч. Вычислить вероятность безотказной работы на участке от 10 до 1000 ч с интервалами 10 ч и построить графики Р(t) и λ(t). Рассчитать среднюю наработку до отказа.
Лабораторная работа № 18
Планирование испытаний методом однократной выборки
При планировании контрольных испытаний на надёжность методом однократной выборки определяют одноступенчатый план контроля, в который входят время испытаний tи, объем выборки n и приемочное число C. Приёмочное число – это максимально возможное число отказавших за время испытания изделий, при котором партия изделий считается годной.
При планировании учитывают либо интересы поставщика и заказчика - планирование по приемочному и браковочному уровням, либо интересы только заказчика - планирование по браковочному уровню.
При планировании по приемочному и браковочному уровням задают:
1. Приемлемое значение вероятности безотказной работы случайно выбранного из партии изделия Pα.
2. Соответствующий ему риск поставщика α - вероятность того, что годная партия будет забракована.
3. Минимальное значение вероятности безотказной работы Pβ, т.е. браковочное (гарантированное) значение вероятности безотказной работы (всегда Pα. > Pβ).
4. Соответствующий ему риск заказчика β - вероятность того, что бракованная партия будет признана годной.
При планировании по браковочному уровню задают Pβ и β. Планирование по браковочному уровню используют внутри предприятий-поставщиков, чтобы убедиться в соответствии надёжности требованиям заказчика.
В методе однократной выборки из партии берется одна выборка. Если в ней число отказавших изделий d ≤ C, партия принимается, иначе бракуется. При этом, если не известен закон распределения показателя надежности, время испытаний tи берут равным гарантированному времени tr, на которое задана минимальная вероятность безотказной работы Pβ.
Значения n и C находят следующим образом.
Вероятность P(Q) принять партию в зависимости от доли дефектных изделий в партии Q при определённых значениях С, N (объём партии) и n описывается гипергеометрическим распределением. При n ≤ 0,1N, что обычно и имеет место на практике, вместо гипергеометрического распределения с хорошим приближением можно использовать биномиальное, расчёты по которому в Excel проще.
|
|
|
При планировании по браковочному уровню для заданной Pβ подбирают такие значения n и C, чтобы P(Q), рассчитанная по биномиальному распределению, равнялась (была наиболее близка) риску поставщика β:
P(Q) = β (18.1)
Для конкретных заданных условий существует множество пар n и C, достаточно хорошо удовлетворяющих уравнению (18.1). Но С выбирают небольшим, поскольку при его увеличении резко возрастает объем выборки n. Однако обычно не принимают С = 0, поскольку это значение наиболее неблагоприятно для изготовителя.
При планировании по приемочному и браковочному уровням используют уравнение (18.1) и уравнение
P(Q) = 1-α (18.2)
Подбирают n и C, чтобы одновременно выполнялись (18.1) и (18.2). При этом для конкретных заданных условий существует пара минимально возможных значений n и C, наиболее хорошо удовлетворяющих (18.1) и (18.2).
Пример 18.1. На предприятии необходимо провести испытания партии производимых изделий, чтобы убедиться в соответствии надёжности изделий требованиям заказчика, которые составляют: минимальная вероятность безотказной работы 0,92 на 300 ч при риске поставщика 0,1.Найти план контроля надежности.
Возможный вариант выполнения примера 18.1 показан на рис. 18.1.
Вводим исходные данные Pβ и β, приёмочное число – например, 2 (потом при необходимости можно будет изменить это значение), а также столбец возможных значений объёма испытаний n (целесообразно хотя бы до 1000).

Рис.18.1. Вариант расчёта для примера 18.1.
Теперь необходимо найти то из значений n, при котором выполняется условие (18.1). Для этого рассчитываем значения вероятности приёмки партии P(Q) в зависимости от объёма испытаний, используя функцию БИНОМРАСП. Диалоговое окно, открывающееся при выборе функции БИНОМРАСП, имеет четыре строки для ввода данных:
|
|
|
Число_успехов. Судя по подсказке к этой строке, надо ввести количество успешных испытаний. Под количеством успешных испытаний в данном случае понимается количество элементов выборки, имеющих определённый признак. В нашем случае это максимально возможное количество дефектных изделий в выборке, при котором партия принимается, т.е. следует сделать ссылку на ячейку со значением приёмочного числа.
Число испытаний. Следует сделать ссылку на ячейку с величиной объёма испытаний (объёма выборки).
Вероятность_успеха. В нашем случае это вероятность того, что случайно выбранное из партии изделие будет бракованным, т.е. вероятность отказа, равная 1 - P β.
Интегральная. Поскольку партия принимается при любом количестве дефектных изделий в выборке от 0 до С, то функция биномиального распределения должна быть интегральной, следовательно, вводится значение истина.
В тех случаях, когда n < C, расчёты по функции БИНОМРАСП дадут ошибку (получается значение #ЧИСЛО!). В то же время, очевидно, что в этих строках P(Q)=1.
Нужное значение n будет в той строке электронной таблицы, где P(Q) = β,точнее, где абсолютное значение P(Q)-β минимально, поэтому рассчитываем соответствующие значения. Но, поскольку при n < C расчёты P(Q) дают ошибку, используем функцию ЕСЛИ. При истинности логического условия n < С задаём значение 1 - β. При ложности логического условия находим модуль (функция ABS) P(Q) - β.
Получив столбец значений |P(Q)-β|, можно уже визуально найти в нём минимальное значение и соответствующий ему объём испытаний. Но для автоматизации расчётов следует найти нужный номер строки с использованием формулы массива, как это сделано в лабораторной работе № 2. Напоминание: чтобы введённая формула была формулой массива, нажимаем сочетание клавиш CTRL+SHIFT+ENTER (формула CSE), после чего формула будет заключена в фигурные скобки. При этом ввод фигурных скобок с клавиатуры не даст нужного результата. Кроме того, при каждом переводе курсора в строку формулы массива необходимо заново нажимать CTRL+SHIFT+ENTER, иначе формула уже не будет восприниматься как формула массива.
По номеру строки рассчитываем объем испытаний. Так, по рисунку 18.1, от найденного номера строки отнимаем 3, поскольку значения в столбцах начинаются только с четвёртой строки.
При приемочном числе 2 получаем необходимый объём испытаний 65. Таким образом, план контроля надёжности: n = 65, C = 2, tи = 300 ч.
Но можно задать любое другое приёмочное число и получить соответствующий ему объём испытаний.
Пример 18.2. Найти план контроля надёжности партии изделий по приемочному и браковочному уровням, если задано: Рα = 0,96, α = 0,1, Рβ = 0,92, β = 0,1 на 300 ч испытаний.
|
|
|
Возможный вариант выполнения примера 18.2 показан на рис. 18.2.

Рис.18.2. Вариант расчёта для примера 18.2.
Вводим исходные данные Pα, α, Pβ и β, любое приёмочное число – например, 2 (потом это значение), а также столбец возможных значений объёма испытаний n (целесообразно хотя бы до 4000). Рассчитываем столбцы значений P(Q)α, |P(Q)α-1+α|, P(Q)β,, |P(Q)β-β|. Значения P(Q)α и P(Q)β рассчитываем с помощью функции БИНОМРАСП, при этом в диалоговом окне функции, в строке Вероятность_успеха, вводим 1 - Pα или 1 – Pβ, в зависимости от столбца. Далее при помощи формул массива, в соответствии с (16.1) И (16.2), находим номера строк, в которых соответственно абсолютные значения P(Q)α-1+α и P(Q)β-β минимальны (наиболее близки к нулю). По этим номерам строк находим объёмы выборок nα и nβ, обеспечивающих заданные α и β, а также модуль разности между ними. Затем подбираем такое значение приёмочного числа (минимальное из возможных), чтобы этот модуль разности был минимален (чаще всего от 0 до 4). В план контроля надёжности (план испытаний) войдут подобранное значение приёмочного числа и одно из найденных значений nα и nβ или одно из промежуточных между ними значений. Можно принять в качестве объёма испытаний n среднее между nα и nβ. При этом реальные риски поставщика и потребителя будут несколько отличаться от заданных.
В нашем примере получим план контроля надёжности: n = 218, C = 12, tи = 300 ч.
Задание.
1. Выполнить расчёты в соответствии с примером 18.1 при различных значениях приёмочного числа, минимальной вероятности безотказной работы и риска потребителя, указанных в табл. 18.1. Результаты занести в таблицу 18.1 на отдельном листе электронной книги. Сделать выводы о том, как влияют на объём испытаний увеличение приёмочного числа, минимальной вероятности безотказной работы и риска потребителя.
Таблица 18.1.
| Приёмочное число | Pβ | Объём испытаний | ||
| β = 0,05 | β = 0,1 | β = 0,2 | ||
| 0,92 | ||||
| 0,94 | ||||
| 0,92 | ||||
| 0,94 | ||||
| 0,92 | ||||
| 0,94 | ||||
| 0,92 | ||||
| 0,94 |
2. Выполнить расчёты в соответствии с примером 18.2 при различных значениях приемлемой вероятности безотказной работы, минимальной вероятности безотказной работы, риска изготовителя и риска потребителя, указанных в табл. 18.2. Результаты занести в таблицу 18.2 на отдельном листе электронной книги. Сделать выводы о том, как влияют на объём испытаний и приёмочное число увеличение приемлемой вероятности безотказной работы, минимальной вероятности безотказной работы, риска изготовителя и риска потребителя
Таблица 18.2.
| Pα | Pβ | α = β =0,05 | α = β =0,1 | α = β =0,2 | |||
| n | C | n | C | n | C | ||
| 0,94 | 0,90 | ||||||
| 0,91 | |||||||
| 0,95 | 0,90 | ||||||
| 0,91 |
Лабораторная работа № 19
Последовательный план испытаний
В последовательном плане количество испытываемых изделий или время испытаний заранее не задаётся, а зависит от исхода наблюдений. Изделие или несколько изделий (в соответствии с программой испытаний) подвергают испытаниям. Затем по полученным результатам принимают одно из трёх решений: о приёмке партии, об отбраковке партии или о продолжении испытаний. В случае продолжения испытаний последовательно суммируют число наблюдений n и число отказов r. По результатам суммирования наблюдений и отказов строят график (рис. 19.1)

Рис.19.1. График последовательного плана испытантий
На рисунке 19.1 линии 1 и 2 - границы браковки, 3 и 4 - границы приемки, 5 - линия реализации процесса отказов, n - суммарное число наблюдений (испытанных изделий) на данный момент испытаний, r - суммарное число отказов на данный момент испытаний, c - предельное (браковочное) суммарное число отказов, N - максимально возможное (допустимое) число наблюдений до принятия решения о приемке или браковке. Значения с и N могут быть найдены методом однократной выборки (см. пример 18.2, где они соответственно обозначены С и n).
Например, по данному графику, на первом этапе испытывалось n1 изделий, и было r1 отказов, на первом и втором этапе суммарно испытывалось n2 изделий и было r2 отказов, и т.д. Если на некотором этапе испытаний линия 5 пересечёт линии 1 или 2, партия бракуется. Если линия 5 пересечёт линии 3 или 4, партия считается годной.
Линия несоответствия (браковки) 1 рассчитывается по уравнению r = an+r0.
Линия соответствия (приемки) 4 рассчитывается по уравнению r = a(n-n0).
При этом


Здесь D = (1 - Pβ)(1-Pα)
При использовании в качестве линий приёмки и браковки только линий 1 и 4 получается неусеченный последовательный план, при использовании также линий 2 и 3 - усечённый последовательный план.
Последовательный план может быть реализован также аналитически, т.е. без построения графика. При этом на некотором этапе испытаний партию считают бракованной при выполнении одного из условий:
r > an+r0 (19.1)
r > с (19.2)
Партию считают годной при выполнении одного из условий:
r < a(n-n0) (19.3)
n > N (19.4)
При невыполнении ни одного этих условий испытания продолжают.
Преимущество последовательного плана по сравнению с одноступенчатым (однократной выборкой) - минимизация среднего числа наблюдений. Экономия испытываемых изделий может достигать 40% и более по сравнению с одноступенчатым планом. Однако последовательный план неустойчив к возможной приработке изделий в начале испытаний, в результате чего результате возрастает риск поставщика.
Пример 19.1. Проводятся испытания партии изделий по последовательному плану. На каждом этапе на испытания ставится ni = 5 изделий. Заданы Рα = 0,95, α = 0,1, Рβ = 0,9, β = 0,1. Количество отказавших изделий последовательно по этапам ri составило: 1 0 2 0 0 0 1 0 0 0 0 2 0 0 0 0 1 1 0 0 2 1 0 0 0 1 0 0 1 0 0 0 0 0 0 1 0 0 0 1. На каком этапе следовало закончить испытания, и с каким результатом? Найти решение аналитически и графически.
Фрагмент выполнения примера 19.2 показан на рис. 19.2.

Рис.19.2. Вариант расчёта для примера 19.2.
Вводим исходные данные, рассчитываем D, a, r0, n0. Затем в электронной таблице, созданной в примере 18.2, рассчитываем с и N (в примере 18.2 С и n) и вводим их значения в электронную таблицу. (следует отметить, что в ГОСТ Р 27.403-2009 «Планы испытаний для контроля вероятности безотказной работы» приводятся более высокие значения с и N). Вводим значения номеров этапов испытаний в столбце i (с учётом возможности пересчёта по другим данным примерно до 1000). Находим последовательную сумму испытаний по формуле n = i∙ni. Вводим значения ri. Далее рассчитываем столбец r. Для этого в первой ячейке G4 делаем ссылку на ячейку F4. Во второй ячейке столбца (что соответствует второму этапу испытаний) суммируем значение в предыдущей ячейке G4 и число отказов на данном этапе. Полученную формулу из этой ячейки копируем в остальные ячейки столбца r.
Далее заполняем столбцы БРАК? и ГОДНАЯ?. В столбце БРАК? используем функцию ЕСЛИ. В диалоговом окне этой функции вводим логическое выражение (19.1), и, заключив его в скобки, добавляем функцию ИЛИ. В открывшемся диалоговом окне этой функции вводим логическое выражение (19.2). Затем устанавливаем курсор в строке формул на слово ЕСЛИ. В открывшемся диалоговом покне функции ЕСЛИ при истинности логических выражений (19.1) или (19.2) выводим сообщение «Брак» (т.е. партия бракуется). При ложности этих выражений выводим сообщение «Дальше» (т.е. испытания следует продолжить). В столбце ГОДНАЯ? также используем функцию ЕСЛИ, аналогично тому, как это сделано для столбца БРАК?, с использованием логических выражений (10.3) и (19.4). При истинности (19.3) или (19.4) выводим сообщение «Годная» (т.е. партия признаётся годной). При ложности этих выражений выводим сообщение «Дальше» (т.е. испытания следует продолжить).
Если в строке электронной таблицы с меньшим номером появится сообщение «Брак», партия бракуется. Если же в строке электронной таблицы с меньшим номером появится сообщение «Годная», партия признаётся годной.
Для графического решения вводим в электронную таблицу столбцы Линия 1 и Линия 4. В верхних ячейках столбцов Линия 1 и Линия 4 рассчитываем соответствующие значения и опируем полученные формулы до конца столбцов (не забыть проставить абсолютную адресацию). Затем строим диаграмму Точечная диаграмма, на которой значения соединены отрезками. В диаграмму включаем значения в столбцах n, r, Линия 1 и Линия 4. Максимальные значения шкал n и r с помощью контекстного меню ограничиваем значениями соответственно N и с, что ограничит рамки графика линиями 2 и 3.
Полученный график показан на рис. 19.3.

Рис.19.3. Графическое решение примера для примера 19.2.
Как видно из графика, линия 5 пересекает линию 1, поэтому партию следует считать бракованной. Наведя указатель мыши на точку пересечения линии 1 линией 5, можно по всплывающей подсказке определить, при каком n следует завершить испытания.
Задание.
1. Выполнить расчёты в соответствии с примером 19.1.
2. Проводятся испытания партии изделий по последовательному плану. Заданы Рα = 0,97, α = 0,1, Рβ = 0,92, β = 0,1. Количество испытываемых на каждом этапе изделий ni и количество отказавших изделий последовательно по этапам ri показано в таблице 19.1. Определить аналитически, на каком этапе следовало закончить испытания, и с каким результатом? Занести результаты в табл. 19.1.
Таблица 19.1.
| Вариант | ni | ri | Последний этап | Партия (годная/брак) |
| 1 0 1 0 0 0 1 0 0 0 0 2 0 0 0 0 1 | ||||
| 2 0 0 0 0 1 0 0 0 0 1 0 0 0 0 0 1 | ||||
| 1 1 1 2 0 1 0 2 0 1 0 2 | ||||
| 0 1 0 1 0 1 0 0 0 1 0 1 0 0 0 0 1 | ||||
| 1 1 0 1 0 2 0 0 1 1 | ||||
| 1 0 2 0 1 0 2 0 0 1 2 1 0 1 0 | ||||
| 0 0 1 0 1 0 1 1 0 0 0 1 0 0 0 0 0 | ||||
| 2 0 1 0 0 0 1 0 0 0 0 1 0 0 0 0 1 | ||||
| 1 0 1 0 1 0 0 0 1 0 0 0 0 0 1 0 2 | ||||
| 0 0 1 0 2 1 0 0 0 0 1 2 |
СПИСОК ЛИТЕРАТУРЫ
Кобзарь А.И. Прикладная математическая статистика. Для инженерных и научных работников.- М.: ФИЗМАТЛИТ, 2006. – 816 с.
Степнов М.Н. Статистические методы обработки результатов механических испытаний: Справочник. – М.: Машиностроение, 1985. – 232 с.
Метрологическое обеспечение испытаний продукции для целей подтверждения соответствия: Методическое пособие. – М: ВНИИМС, 2003.
Смирнов Н.В., Дунин-Барковский И.В. Курс теории вероятностей и математической статистики для технических приложений. - М.: Наука, 1969. – 512 с.
Тюрин Ю.Н. Непараметрические методы статистики. - М.: Знание, 1978. – 64 с.
Тейлор Дж. Введение в теорию ошибок. Пер. с англ. – М.: Мир, 1985. – 272 с.
Хан Г., Шапиро С. Статистические модели в инженерных задачах: Пер. с англ. – М.: Мир, 1969. - 400 с.
Глудкин О.П. Методы и устройства испытания РЭС и ЭВС. – М.: Высш. школа., 2001. – 335 с.
Млицкий В.Д., Беглария В.Х., Дубицкий Л.Г. Испытание аппаратуры и средств измерений на воздействие внешних факторов. М.: Машиностроение, 2003. – 567 с.
Испытания радиоэлектронной, электронно-вычислительной аппаратуры и испытательное оборудование/ под ред. А.И.Коробова М.: Радио и связь, 2002. – 272 с.
Сергеев А.Г. Метрология: Учебник. – М.: Логос, 2005. – 272 с.
Федоров В., Сергеев Н., Кондрашин А. Контроль и испытания в проектировании и производстве радиоэлектронных средств – Техносфера, 2005. – 504с.
Острейковский В.А. Теория надёжности: Учебник для вузов. - М.: Высш. шк., 2003. — 463 с.
Надежность технических систем: Справочник. Ю. К. Беляев, В. А. Богатырев, В. В. Болотин и др.; Под ред. И. А. Ушакова. — М.: Радио и связь, 1985.— 608 с.
Котеленец Н.Ф., Кузнецов Н.Л. Испытания и надежность электрических машин: Учебное пособие. - М.: Высш. шк., 1988. - 232 с.
Заляжных В.В., Коптелов А.Е.Статистические методы контроля и управления качеством: Учебное пособие. – Архангельск: Изд-во Архангельского государственного технического университета, 2004. - 88 с.
ГОСТ Р 27.403-2009 Надежность в технике. Планы испытаний для контроля вероятности безотказной работы.
Долженков В.А., Колесников Ю.В. Microsoft Excel 2002 в подлиннике. СПб.: БХВ-Петербург, 2002. – 1072 с.
Оглавление
ВВЕДЕНИЕ……………………………………………………...……….3
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ…………………………………………4
ОЦЕНКА РЕЗУЛЬТАТОВ ИСПЫТАНИЙ…………………………….5
Лабораторная работа № 1. Точечные и интервальные оценки……..5
Лабораторная работа № 2. Определение объёма испытаний………10
Лабораторная работа № 3. Проверка приемлемости результатов
испытаний………………………………………………………………..17
ИСКЛЮЧЕНИЕ ГРУБЫХ ОШИБОК…………………………………25
Лабораторная работа № 4. Критерий Н.В. Смирнова………………25
Лабораторная работа № 5. Критерий Диксона……………………...32
Лабораторная работа № 6. Критерий Ирвина……………………….37
Лабораторная работа № 7. Критерий Шовене………………………39
Лабораторная работа № 8. Критерий Романовского………………..41
ОЦЕНКА ВИДА РАСПРЕДЕЛЕНИЯ
СЛУЧАЙНОЙ ВЕЛИЧИНЫ……………………………………………43
Лабораторная работа № 9. Критерий Шапиро-Уилка………………43
Лабораторная работа № 10. Критерий омега-квадрат……………...47
Лабораторная работа № 11. Критерий Колмолгорова…………..…53
Лабораторная работа № 12. Проверка гипотезы
нормальности по совокупности выборок……………………………...56
Лабораторная работа № 13. Оценка вида распределения
графическим способом………………………………………………….62
Лабораторная работа № 14. Оценка вида распределения
по асимметрии и эксцессу……………………………………………....64
ИСПЫТАНИЯ НА НАДЁЖНОСТЬ…………………………………...66
Лабораторная работа № 15. Определение показателей
безотказности по опытным данным……………………………………66
Лабораторная работа № 16. Распределение Вейбулла
при расчёте показателей надёжности……………………………….…70
Лабораторная работа № 17. Распределения Рэлея и
экспоненциальное распределение при расчёте
показателей надёжности………………………………………………..72
Лабораторная работа № 18. Планирование испытаний
методом однократной выборки………………………………………...73
Лабораторная работа № 19. Усечённый последовательный план
испытаний на надёжность………………………………………………80
СПИСОК ЛИТЕРАТУРЫ………………………………………………85
|
|
|
