 |


Основы статистических методов анализа и расчета
|
|
|
|
Таблицы
Первичные наблюдения, поученные в результате регистрации или измерения параметров варьирующего ряда значений, необходимо представить в каком то упорядоченном виде. Наиболее простой вид такого представления – это статистические таблицы. В статистических таблицах данные систематизируются по разным признакам, это может быть время, отделы организации, отдельные работники, виды дефектов и т.д.
Графики
а) Круговые диаграммы. Один из самых широко используемых вариантов визуального представления данных, потому что их легко читать и понимать. Круговая диаграмма берет категорийные данные и делит их на категории, группы, показывая процентное отношение единиц в каждой группе. Круговая диаграмма показывает нам, долю каждой группы в общей массе, которая составляет 100%. Эта диаграмма служит для сравнения групп. Это очень важно при выявлении основных групп, составляющих основу всей массы статистических данных.
Пример. Группа ученых ведет социологическое исследование- изучается источники информации среди молодежи. Проведен опрос: «Главный источник информации для Вас?». Выбрано 2 категории респондентов: от 15 до 20 лет, от 20 до 25 лет. В каждой группе 200 человек. Получены ответы, которые сведены в таблицу 7.1.
Таблица 7. 1.
| №№ | Источник | Возраст, лет | |||||
| От 15 до 20 | От 20 до 25 | ||||||
| интернет | |||||||
| телевидение | |||||||
| Учебное заведение | |||||||
| Окружающие люди | |||||||
| книги | |||||||
| Итого: | |||||||
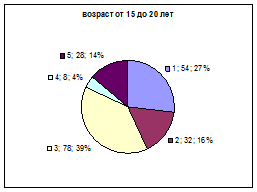 А)
А)
|
|
|
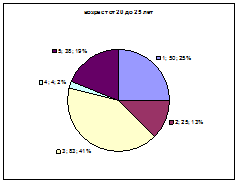 Б)
Б)
Рисунок 7.1.- А- младшая, Б- старшая группы
На диаграмме (Рисунок 7.1.) хорошо видно, что главный источник информации является учебное заведение, но у старшей группы это источник более важный. Меньше всего информации получают от окружающих людей, причем в старшей группе это показатель уменьшился в 2 раза. Книги у старшей группы имеют большее значение, чем в младшей.
б) Столбиковые диаграммы. Эти диаграммы самый распространенный вид визуального представления общих данных производства. Здесь данные также делятся на группы и количественные данные каждой группы показываются в виде столбиков разной высоты. В основном столбиковые диаграммы хорошо применять, когда надо в динамике отследить изменение параметра во времени. Но они хорошо смотрятся и при показе величины параметра относительно другого.
Пример На заводе исследуется рост выпуска готовой продукции и повышению уровня бездефектной продукции за последние 5 лет. Данные имеются в табличной форме, но их можно параллельно представить в виде диаграммы.
Таблица 7.2.
| год | Количество выпущенных тракторов, тыс. шт | Количество тракторов, сданных с первого раза, тыс. шт. | % годных тракторов, сданных с первого раза |
| 42,2 | 38,9 | 92,18 | |
| 45,6 | 42,4 | 92,98 | |
| 55,1 | 52,3 | 94,92 | |
| 48,6 | 47,1 | 96,91 | |
| 66,9 | 64,8 | 96,86 |

Рисунок 7.2.
На диаграмме 7.2. хорошо видно, что в 2010 году был спад производства, но качество продукции, имеет стойкую тенденцию к повышению.
в) Временная диаграмма (линейный график) – это вариант визуального представления данных, основная задача которого – проследить за тенденциями, происходящими за определенный период времени. По оси абсцисс откладывается время, а по оси ординат откладываются значения исследуемого параметра. На такой диаграмме удобно следить, как меняется параметр во временной динамике.
|
|
|
Пример. Руководство банка хочет узнать, количество работников, которые опаздывают на работу, причем учет необходим по отделам. Работник считается опоздавшим, если он приходит на рабочее место с опозданием более 5 мин. Исследование проводили в течение одной недели- 6 рабочих дней. Данные занесены в таблицу 7.3.
Таблица 7.3.
| Отдел | Пон | Втор | Сред | Четв | Пятн | Суб | сумма | |
| кредитный | ||||||||
| финансовый | ||||||||
| аналитический | ||||||||
| производственный | ||||||||
| сумма |
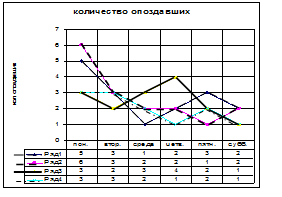
Рисунок 7.3.
Из диаграммы 7.3. хорошо видно, что максимальное количество опоздавших бывает в понедельник. Большое колебание числа опоздавших в отделе 3. Мало опоздавший и число постоянно небольшое в отделе 4. Много опаздывают в отделах 1 и 2 (по 16 случаев). Из анализа графика и таблицы видно, что больше всего опаздывают в понедельник (17) и меньше всего в субботу (6) случаев.
Временные диаграммы хорошо применять для определения закономерностей развития технологического процесса за определенный достаточно большой отрезок времени.
Пример. На рисунке 7.4. показан график наблюдения процесса точения размера на металлорежущем станке. Поставлена задача точить размер, номинальный размер 60 мм с допуском + 0,1 мм. Наблюдения проводились длительное время, замер заготовки производился каждые 20 минут. На графике хорошо видно, что на участке 1-5 процесс был стабилен – все размеры группируются вокруг номинала 60 мм, равномерно уходя в плюс и минус. В районе 7 замера произошел выброс – резкий выход размера в минус 59,82 мм и за пределы допуска. В это время в процесс вмешался случайный непредвиденный фактор, который значительно отклонил результат работы от запланированного. После этого процесс снова вернулся практически к номиналу - 8 замер. После этого в процессе появился доминирующий незапланированный фактор, который системно и постоянно стал увеличивать размер точения до 13 замера, практически выведя размер за пределы верхнего допуска. На 14 замере размер снова вернули к номиналу. Скорее всего была произведена подналадка станка. Но с этого замера размер снова постоянно и системно начал увеличиваться и двигаться в сторону верхнего допуска, замеры 15- 19. Скорее всего незапланированным фактором вызывающим это отклонение является ускоренный износ резца, вследствие неправильно установленных режимов обработки. На замере 20 произошел выброс вверх, размер резко вышел за пределы допуска 60,2 мм.
|
|
|

На участке с 22 замера по 30 происходит резкая дестабилизация процесса, причем эта дестабилизация вызвана влиянием сильных случайных факторов – размер резко прыгает из плюса в минус, имеется выброс вверх - 60,22 мм. Причиной такой сильной дестабилизации процесса скорее всего является значительная разладка станка, потеря им жесткости. На 31 замере произошел сдвиг вниз, в процессе появился сильный системный фактор.
С 39 замера произведена подналадка станка, что сразу стабилизировало процесс. В дальнейшем процесс идет стабильно.
На графике могут быть выявлены следующие участки:
1). Выбросы - это результат, который резко отличается от всех других и выходит на пределы нормальной вариации. Причиной выброса является какой либо сильный случайный фактор, оказавший влияние на процесс в данный момент, это влияние обычно краткосрочное. При появлении выброса достаточно легко выявить этот случайный фактор и принять меры, чтобы в дальнейшем он не влиял на процесс.
2). Тренды – это устойчивое постепенное изменение результата процесса в сторону увеличения или уменьшения. Появление тренда вызвано наличием системного постоянного фактора, который изменяется по определенному закону, обычно линейному.
3). Серии – это последовательность ряда результатов, в которых каждое очередное чуть больше или меньше предыдущего.
4). Сдвиги – это внезапные скачки вверх или вниз результатов, вызванное каким либо сильным постоянным фактором, который не позволит результатам вернуться к исходным значениям.
г) Диаграммы разброса. Диаграммы разброса представляют из себя графики, которые позволяют выявить корреляцию (статистическую зависимость) между различными факторами, влияющими на показатели качества. Диаграмма строится по двум координатным осям, по оси абсцисс откладывается значение изменяемого параметра, а на оси ординат откладывается получаемое на практике значение исследуемого параметра, которое мы имеем в момент использование изменяемого параметра, на пересечении этих значений ставим точку. Собрав достаточно большое количество таких точек, мы можем делать анализ и вывод. Ионгда такой график называется точечным.
|
|
|
Пример. Ученые исследуют влияние температуры на сохранность продукта. Берется входной фактор –температура воздуха в холодильнике и выходной параметр – количество часов сохранения продукта, например пиво. Пиво считается испорченным, если в нем количество определенной кислоты превышает допустимый уровень. Провели серию экспериментов. Закладывали в холодильник партию свежего пива, устанавливали определенную температуру и затем определяли, через какое время пиво становилось испорченным.
Таблица 7.4.
| Температура, С0 | -2 | ||||||||
| Время, час | 12,2 | 26,5 | 38,8 | 45,5 | 64,4 |

Рисунок 7.5.
На рисунке 7.5. хорошо видна зависимость (корреляция) между температурой и временем сохранности, чем меньше температура, тем больше время сохранности (обратная корреляция).
Основы статистических методов анализа и расчета
В результате непосредственных наблюдений, измерений или регистрации фактов получается множество данных, которые образуют статистическую совокупность и нуждаются в обработке, включающей систематизацию и классификацию, расчет параметров, характеризующих эту совокупность, составление таблиц, графиков, иллюстрирующих процесс.
Реально на практике бывает достаточно трудно изучить все объекты статистической совокупности, поэтому для оценки всей совокупности используют данные выборки. Что такое выборка? Выборка – это часть совокупности, которая достаточно полно может характеризовать всю совокупность по интересующему нас параметру. Основное требование к выборке – она должна максимально отражать изучаемые параметры всей совокупности. Отсюда выборка должна браться из разных мест совокупности, желательно хаотично, иметь достаточно большой объем. Например, на элеватор приходит грузовик с зерном, в грузовике 15 тонн зерна. Необходимо измерить влажность зерна. Достаточно трудно измерить влажность всего зерна, но можно взять по 100 грамм зерна в 6 местах кузова зерна, и имея 600 грамм зерна произвести измерение влажности этих граммов. Результат этого измерения с некоторой погрешностью можно считать влажностью всего зерна в кузове.
|
|
|
В теории статистики между характеристиками совокупности и выборки есть разница, но с увеличением объема выборки она уменьшается. Для практических расчетов с достаточной долей точности можно эту разницу не учитывать.
Как уже указывалось в разделе 5 основной характеристикой средства измерения является его погрешность. Погрешности бывают систематические и случайные. Для объективного получения величины погрешности и ее влияния на метрологический параметр объекта необходимо применять статистические методы.
В результате непосредственных наблюдений, измерений или регистрации фактов получается множество данных, которые образуют статистическую совокупность и нуждаются в обработке, включающей систематизацию и классификацию, расчет параметров, характеризующих эту совокупность, составление таблиц, графиков, иллюстрирующих процесс.
Наиболее полную характеристику статистической совокупности дает функция распределения вероятностей случайной величины. Однако на практике используют ограниченное количество числовых характеристик, называемых параметрами распределения. Эти параметры можно разделить на три класса, которые характеризуют: 1) центр группирования; 2) величину рассеяния степень вариации; 3) форму распределения вероятностей.
Центр группирования. Одной из основных характеристик статистической совокупности, дающей представление о том, вокруг какого центра группируются все значения, является среднее арифметическое. Оно определяется из выражения:
 (7.1.)
(7.1.)
где Хi – измеренный параметр i – члена совокупности, n – количество членов совокупности.
Величина рассеяния. Статические совокупности могут иметь близкие или даже одинаковые значения центра группирования, но отдельные значения величин в них могут существенно отличаться, вследствие того, что разброс значений относительно центра бывает разный. Самой элементарной характеристикой рассеяния является вариационный размах R, определяемый по формуле
R=Xmax - Xmin (7.2.)
где Xmax, Xmin – максимальное и минимальное значения статистической совокупности.
Вариационный размах не всегда характерен, так как учитывает только крайние значения, которые могут сильно отличаться от всех других значений. Более точно рассеяние определяется с помощью показателей, учитывающих отклонение всех значений от среднего арифметического. Основным из этих показателей является среднее квадратичное отклонение результата наблюдений, которое еще называется стандартным отклонением. Оно определяется по формуле
 (7.3.)
(7.3.)
Это отклонение является наиболее распространенным и общепринятым показателем вариации. Величина под корнем, то есть s 2, называется дисперсией. Дисперсия имеет самостоятельное значение во многих задачах математической статистики и относится к числу важнейших показателей вариации.
Показателем отклонения значения самого среднего арифметического является среднее квадратическое отклонение среднего значения S, которое еще называют среднее квадратическое отклонение результата измерения или стандартной ошибкой.
 (7.4.)
(7.4.)
Форма распределения вероятности. Важнейший параметр статистической совокупности. Форма распределения зависит от характера и особенностей выполнения процесса, при котором получается совокупность. В производственном процессе достаточно часто проявляется нормальное распределение. Однако нормальное распределение не является единственно возможным. В зависимости от физической природы случайных величин, некоторые из них на практике могут иметь распределение другого вида, например, логарифмическое, экспоненциальное, Вейбулла, Симпсона, Релея, равной вероятности, треугольное и т.д.
Нормальное распределение проявляется при выполнении следующего условия- необходимо получить заранее заданный результат метрологического процесса, например размер диаметра вала при точении на токарном станке. Для достижения запланированного результата необходимо выполнение заданных технологических условий работы: оборудование, инструмент, режимы резания, квалификация работника, среда, заготовка и т.д. Это объективные условия. Также требуется выполнение субъективного условия: выполнение работником заданных правил, которые могут нарушаться осознано или случайно. Существует уравнение достижения цели:
 (7.5.)
(7.5.)
Y- параметр, который необходимо получить, в нашем случае размер диаметра вала, X – необходимые технологические условия для получения параметра Y,  - случайные параметры, которые влияют на величину параметра Y, это может быть разная твердость заготовки, сбой в механике станка, не внимательность работника и множество других факторов, которые трудно или невозможно заранее предсказать.
- случайные параметры, которые влияют на величину параметра Y, это может быть разная твердость заготовки, сбой в механике станка, не внимательность работника и множество других факторов, которые трудно или невозможно заранее предсказать.
Но может быть другая технологическая ситуация. Завод производит сборку автомобилей. Двигатели для автомобиля поставляют 3 разных завода А, Б и В, причем количество поставляемых двигателей у каждого завода одинаковое. Ресурс двигателя А= 100 тыс. часов, двигателя Б= 105 тыс. часов, двигателя В= 96 тыс. часов. Все эти параметры соответствуют нормативным требованиям. После установки двигателей, автомобили продаются потребителям. Если произвести замер функционального метрологического параметра автомобиля, зависящего от качества изготовления двигателей, например износ поршневых колец, то будет ясно видна закономерность разделения автомобилей на 3 равные группы. Ясно, что у автомобилей с двигателями В износ будет больше, а двигателей Б износ будет меньше. В данном случае имеем распределение с равной вероятность получения трех вариантов в статистической совокупности. Вероятность установки каждого варианта двигателя составляет 1/3 от всего количества изготовленных автомобилей.
Для характеристики формы распределения обычно используют ту математическую модель, которая наилучшим образом приближает к виду кривой распределения вероятностей, полученной при анализе экспериментально полученных данных.
|
|
|
