 |


Уклонов на поверхности отливки
|
|
|
|
1. Литейные уклоны назначают на поверхности отливки, перпендикулярные к плоскости разъёма (вертикальные стенки). При назначении уклонов руководствуются следующими правилами (ГОСТ 3212-80):
а) на обрабатываемых поверхностях 1 и 2 (рис. 2.2), что отмечено знаком  , уклоны устанавливают сверх припуска на механическую обработку;
, уклоны устанавливают сверх припуска на механическую обработку;
| Таблица 2.13 Форма записи и пример расчета линейных размеров отливки | Класс точности размеров 5т (по табл. 2.3), ряд припусков 2 (по табл. 2.3) | Размер отливки с откл. | Ø24,2±0,32 | Ø60Н15 | 101,4±0,28 | Ø35,9±0,22 | и т.д. | Примечания: 1. На поверхности вращения (диаметров) назначают удвоенный (х 2) припуск при этом: - на наружные поверхности (охватываемые) удвоенный припуск прибавляют к размеру но чертежу детали (см. табл., п.1): - на внутренние поверхности (отверстия) удвоенный припуск вычитают из номинального размера (см. табл., п.4). 2. Если поверхность отливки (и размер) по точности размера и шероховатости получается непосредственно литьем, то на неё припуск не назначается, а размер (с отклонениями) с чертежа детали переносится на соответствующий размер отливки (см. табл., п.2). 3. На плоские поверхности, обрабатываемые с одной стороны, прибавляется (вычитается) односторонний припуск (см. табл., п.З) |
| Номин. размер отл. | Ø24,22 | Ø60 | 101,4 | Ø35,9 | ||||
| Припуск на сторону, мм | общ. | 2,1 | - | 1,4 | 2,05 | |||
| доп. | 0,6 | - | - | 0,8 | ||||
| осн. | 1,5 | - | 1,4 | 1,25 | ||||
| Δк, мм | 0,40 | 0,16 | 0,24 | 0,6 | ||||
| Rzотл., мкм | ||||||||
| Rzдет., мкм | ||||||||
| Допуск на размер отл. Тотл, мм | 0,64 | 0,8 | 0,56 | 0,44 | ||||
| Допуск Тдет, мм | 0,052 | 1,2 | 0,35 | 0,25 | ||||
| Размер по чертежу детали | Ø20h9 | Ø60H15 | 100-0,35 | Ø40H12 | ||||
| № п/п | … |
Таблица 2.14
Минимальная толщина стенок отливок при различных
|
|
|
способах литья с площадью поверхности до 30 см2
| Спо- собы литья | Материал отливки (группы) | Максимальный размер отливки, мм | ||||
| s 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | ||
| Минимальная толщина стенок, мм | ||||||
| МЛ1 | ||||||
| МЛ2,3 | ||||||
| МЛ4 | 4,5 | |||||
| О, В | МЛ2,3 | 2,5 | 3,0 | 3,5 | 4,0 | |
| МЛ4 | 2,0 | 2,5 | 3,0 | 3,5 | ||
| МЛ5 | 3,0 | 3,5 | 4,0 | 4,5 | ||
| К | МЛ1 | |||||
| МЛ2,3 | ||||||
| МЛ4 | 2,8 | 3,5 | 4,0 | 4,5 | 6,0 | |
| Д | спл. AI | 1,0 | 1,5 | 2,0 | 2,5 | 4,0 |
| спл. Mg | 1,3 | 1,8 | 2,5 | 3,0 | 4,0 | |
| спл. Си | 1,5 | 2,0 | 3,0 | 3,5 | 5,0 | |
| Ц | МЛ1 | 3,5 | 4,0 | 5,0 | ||
| МЛ2.3 | 4,5 | 5,0 | 6,0 | |||
| МЛ4 | 2,5 | 3,0 | 3,5 | 4,0 | ||
| ВЖ | спл. А1 | - | 1,8 | 2,5 | 3,0 | |
| спл. Mg | - | 2,2 | 3,0 | 3,5 | 4,5 | |
| спл. Си | - | 2,6 | 3,2 | 4,2 | 5,0 |
в этом случае фактически размер d увеличивается на h1 а размер D уменьшается;
б) на не обрабатываемых и несопрягаемых поверхностях ( ) при толщине стенки S < 12 мм уклоны устанавливают за счёт одновременного увеличения (в нижней плоскости на высоте) и уменьшения (в верхней части) размеров отливки, таким образом уклон на половине высоты оставляет припуск без изменения (рис. 2.2, пов. 3);
) при толщине стенки S < 12 мм уклоны устанавливают за счёт одновременного увеличения (в нижней плоскости на высоте) и уменьшения (в верхней части) размеров отливки, таким образом уклон на половине высоты оставляет припуск без изменения (рис. 2.2, пов. 3);
в) на не обрабатываемых поверхностях стенок (шероховатость отмечается знаком ) толщиной более 12 мм уклоны по всей высоте назначают в сторону уменьшения толщины стенки (рис. 2.2. пов. 4).
2. Значения литейных уклонов в зависимости от высоты вертикального элемента отливки для различных способов литья приведены в таблице 2.15.
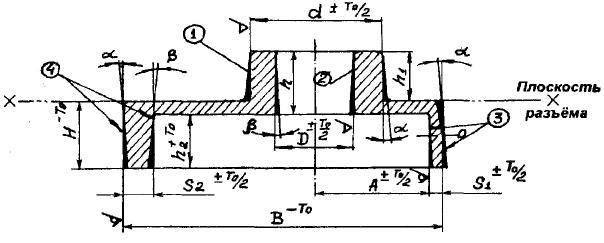
Рис. 2.2 Способы назначения литейных уклонов:
1,2 - сверх припуска на механическую обработку;
3 - в сторону увеличения и уменьшения размера;
4 - в сторону уменьшения размера (припуска).
(α - наружные уклоны, β - внутренние)
Таблица 2.15
Формовочные уклоны наружных поверхностей отливок (ГОСТ 3212-80)
| Измеряемая высота Н, мм | Уклоны модели при способах литья | ||||
| В | О | К | Д | ||
| До 20 | 3° | 0°20 | 0°45 | 1°30 | 0°45 |
| 20-50 | 1°30 | 0°15 | 0°30 | 1° | 0°30 |
| 50-100 | 1° | 0°10 | 0°30 | 0°45 | 0°20 |
| 100-200 | 0°45 | 0°10 | 0°20 | 0°30 | 0°20 |
| 200 - 300 | 0°30 | - | 0°20 | 0°30 | 0°15 |
| 300 - 500 | 0°30 | - | - | 0°20 | - |
| 500-1000 | 0°30 | - | - | 0°20 | - |
| Для внутренних поверхностей, образуемых стержнями (знаками) формовочные уклоны увеличиваются в 1,5 – 2 раза (по отношению к данным таблицы), но не более 3°. |
|
|
|
|
|
|
