 |


Операция 005. Моечная. Операция 010. Контрольно-измерительная. Операция 015. Токарная. Операция 020. Сварочная. Операция 025. Наплавочная.
|
|
|
|
Операция 005. Моечная.
Производится мойка и очистка партии деталей.
Операция 010. Контрольно-измерительная.
Производится дефектация и сортировка деталй.
Операция 015. Токарная.
– Переход 1. Точить резьбовой участок до полного удаления резьбы (рис. 3. 1).
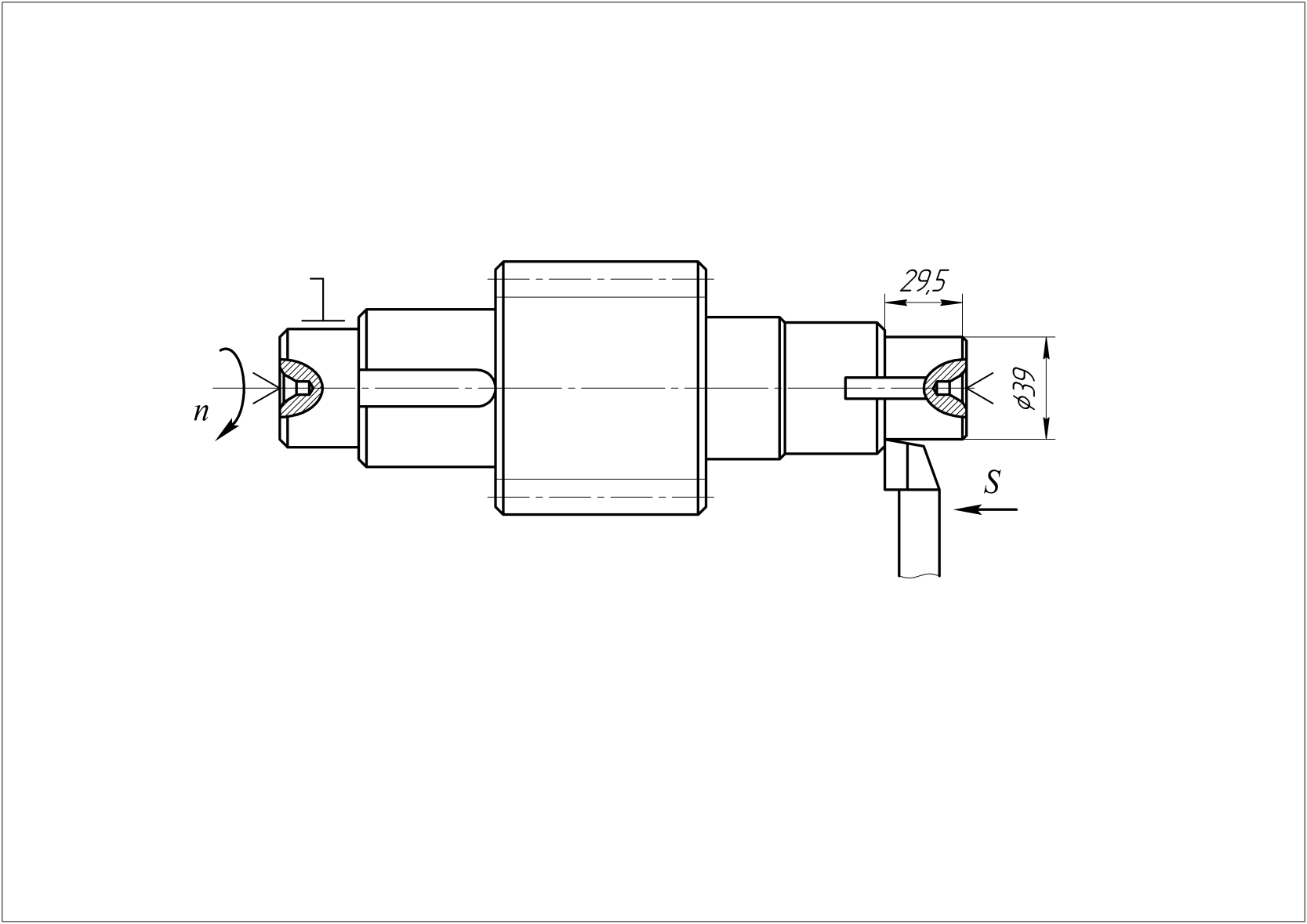
Рисунок 3. 1. Эскиз обтачивания шейки вала.
Операция 020. Сварочная.
– Переход 1. Заплавить шпоночный паз (рис. 3. 2 а) и стопорные пазы (2 шт. ) на резьбовой шейке (рис. 3. 2 б).
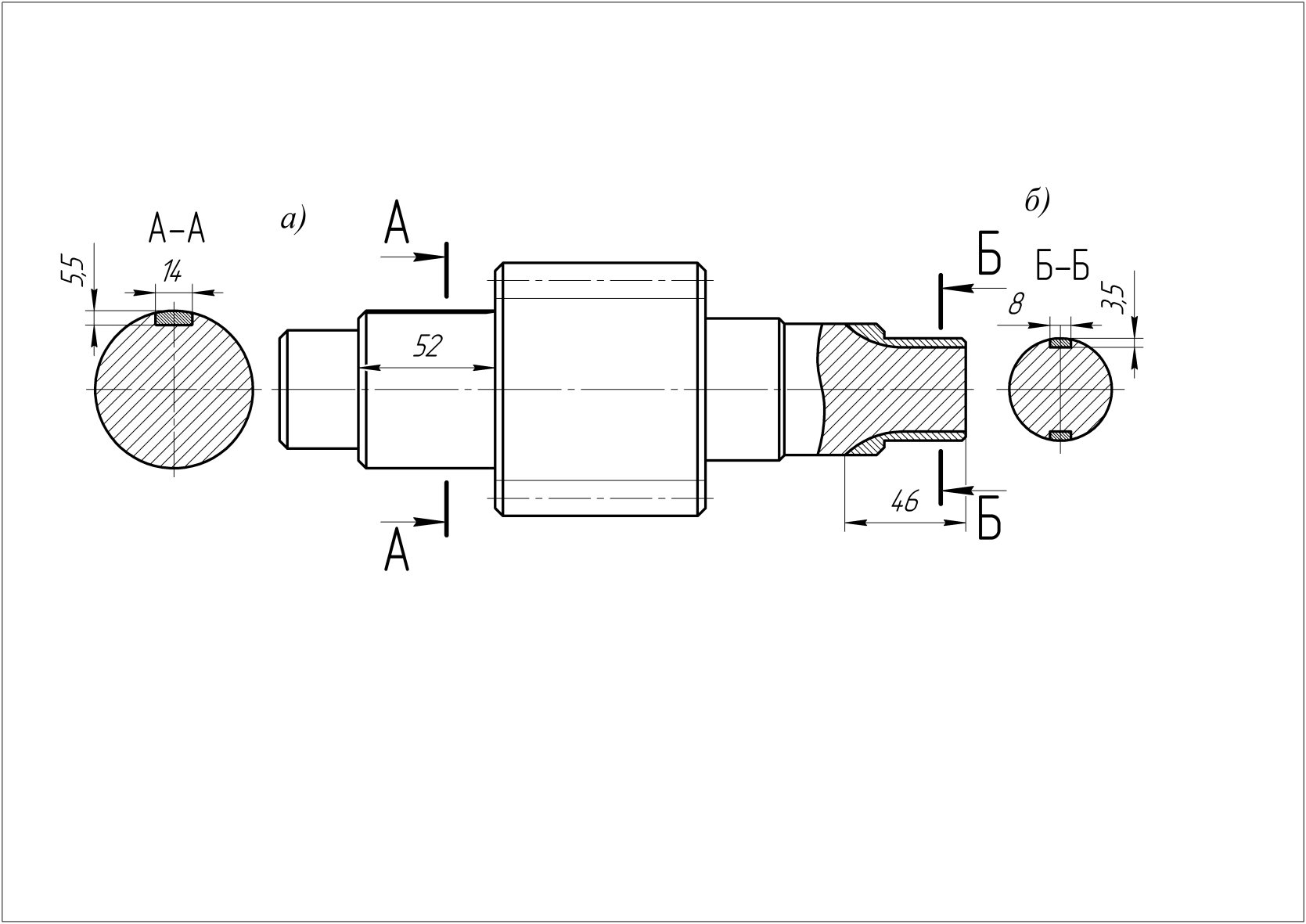
Рисунок 3. 2. Эскиз заваривания пазов.
Операция 025. Наплавочная.
– Переход 1. Наплавить вибродуговым способом шейку под резьбу (рис. 3. 3).
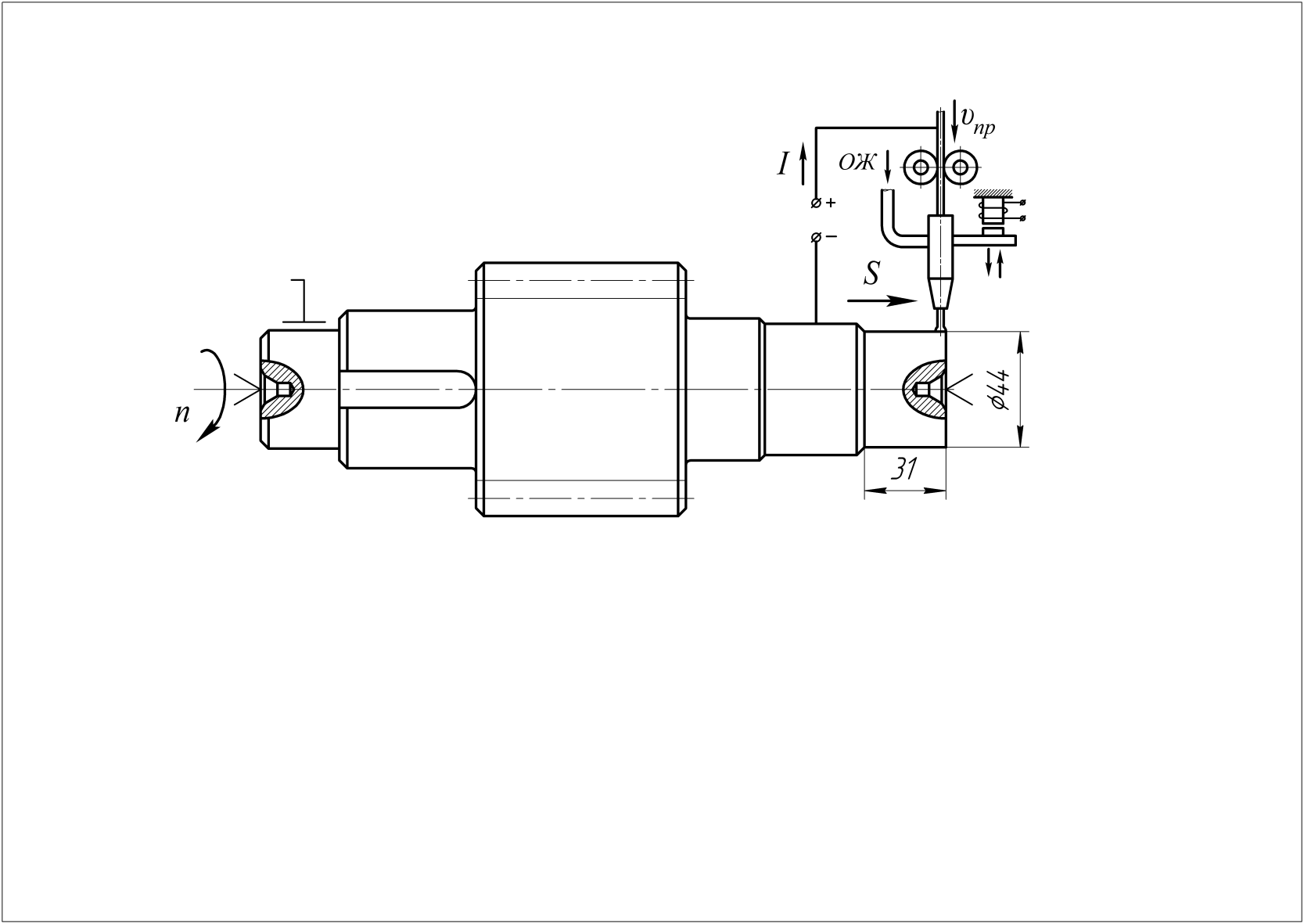
Рисунок 3. 3. Эскиз наплавки шейки.
Операция 030. Токарная.
– Переход 1. Точить шейку под резьбу, выдерживая размер  *[2] (рис. 3. 4).
*[2] (рис. 3. 4).

Рисунок 3. 4. Эскиз обтачивания шейки.
– Переход 2. Нарезать резьбу  резьбовым резцом (рис. 3. 5).
резьбовым резцом (рис. 3. 5).
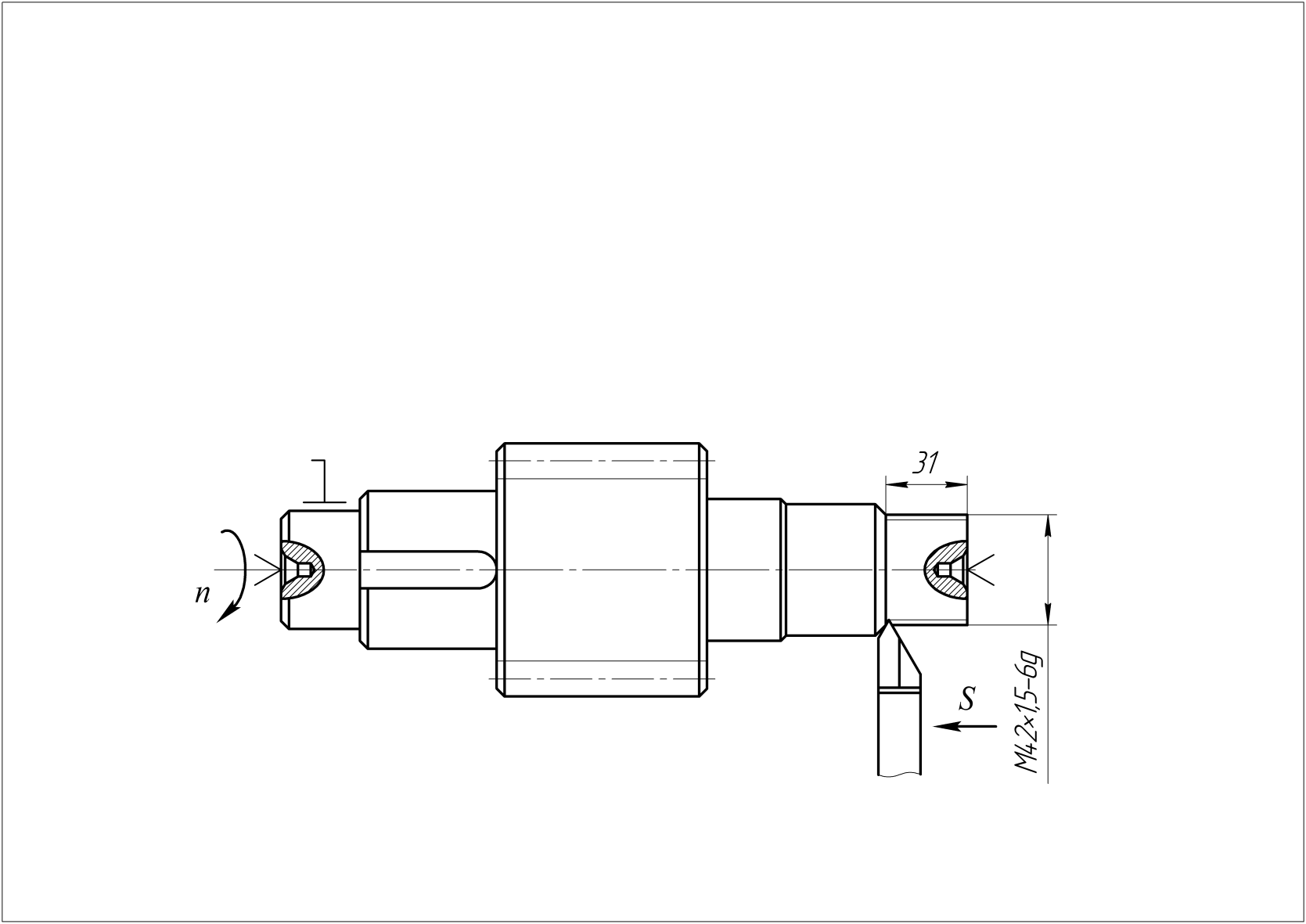
Рисунок 3. 5. Эскиз нарезания резьбы.
– Переход 3. Снять фаску  (рис. 3. 6).
(рис. 3. 6).
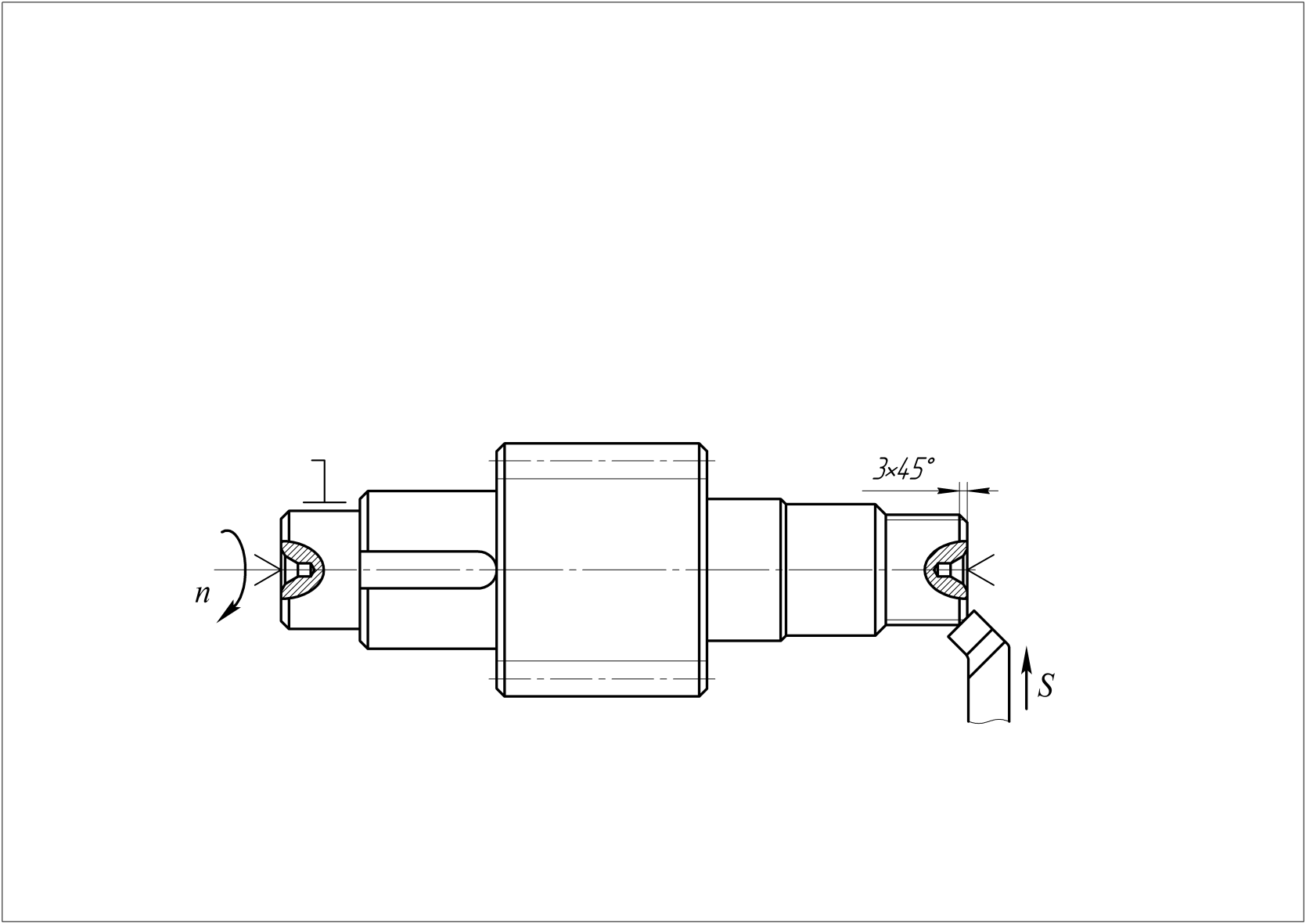
Рисунок 3. 6. Эскиз снятия фаски.
Операция 035. Кругло-шлифовальная.
– Переход 1. Шлифовать шейку под роликоподшипник цилиндрический до выведения следов износа (рис. 3. 7).
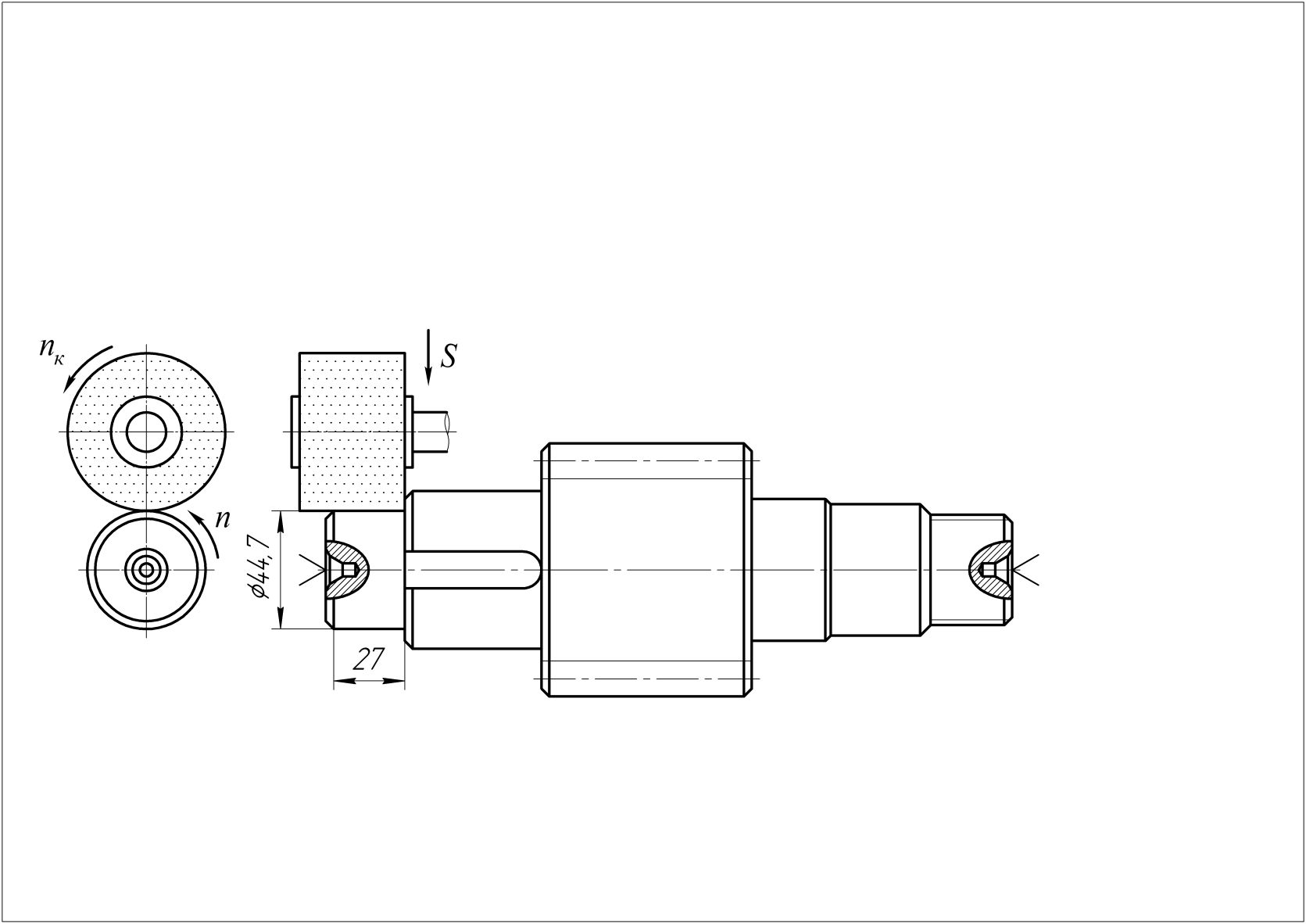
Рисунок 3. 7. Эскиз шлифования шейки вала.
– Переход 2. Шлифовать шейку под роликоподшипник конический до выведения следов износа (рис. 3. 8).

Рисунок 3. 8. Эскиз шлифования ступени вала.
Операция 040. Шпоночно-фрезерная.
– Переход 1. Фрезеровать шпоночный паз под углом  к старому (рис. 3. 9).
к старому (рис. 3. 9).

Рисунок 3. 9. Эскиз фрезерования шпоночного паза.
Операция 045. Фрезерная.
–Переход 1. Фрезеровать стопорные пазы (2 шт. ) на резьбовом участке (рис. 3. 10).
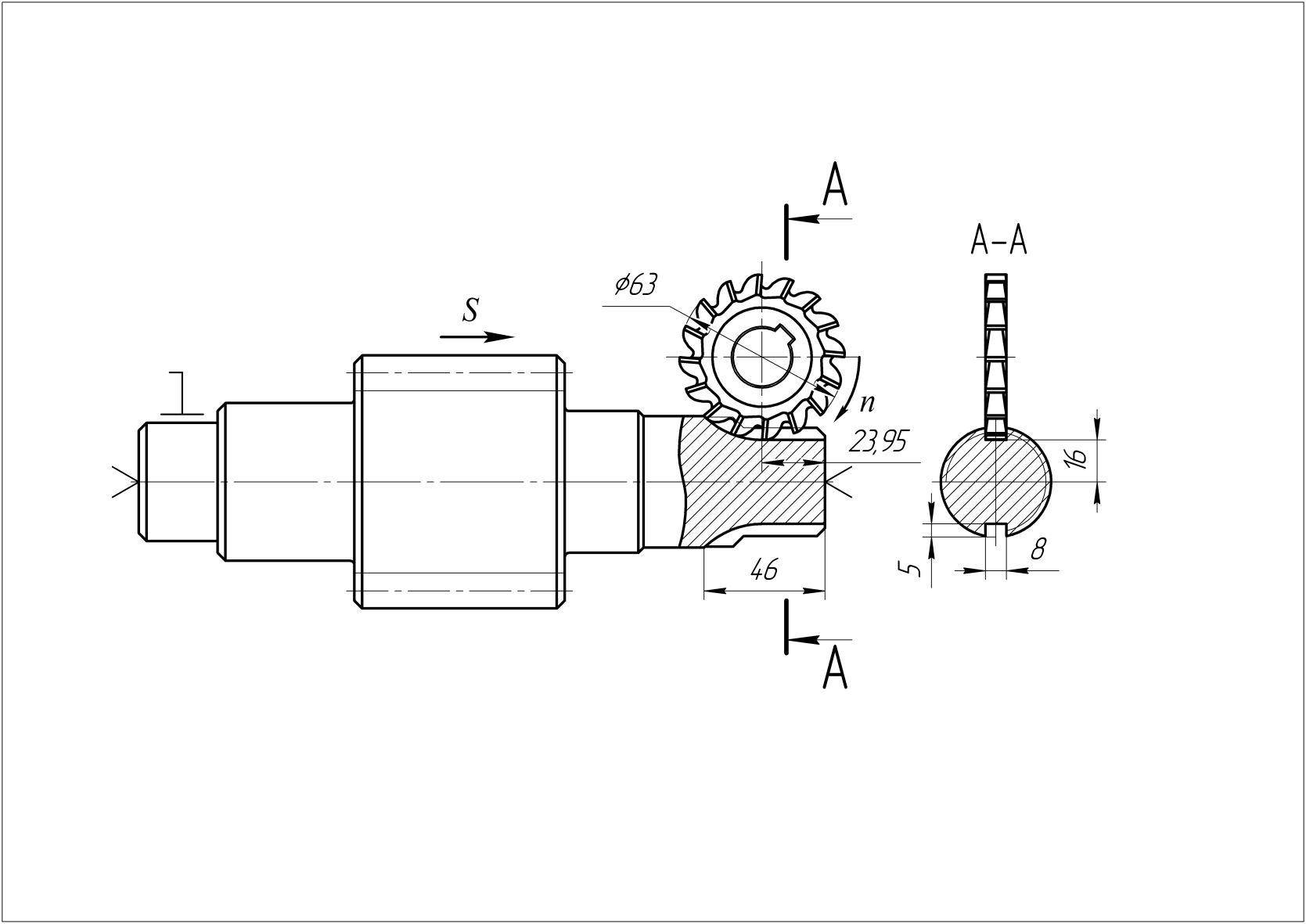
Рисунок 3. 10. Эскиз фрезеравания пазов.
Операция 050. Наплавочная.
– Переход 1. Наплавить изношенные зубья (рис. 3. 11).
|
|
|

Рисунок 3. 11. Эскиз наплавки зубьев.
Операция 055. Зубофрезерная.
– Переход 1. Фрезеровать зубья шестерни начерно (рис. 3. 12).
– Переход 2. Фрезеровать зубья шестерни начисто.
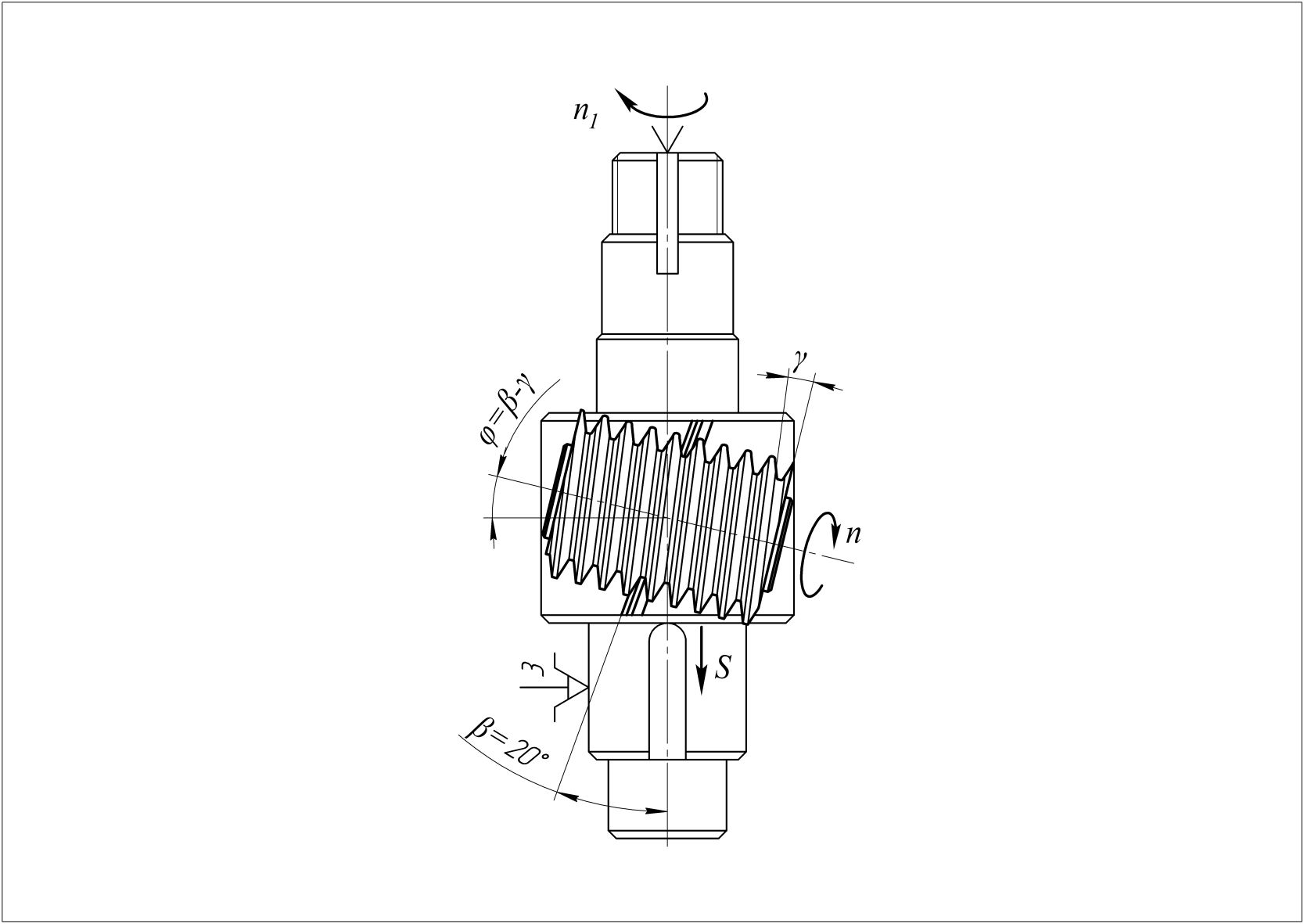

Рисунок 3. 12. Эскиз фрезерования зубьев шестерни червячной фрезой. Рисунок 3. 13. Эскиз хромирования детали. 1 – подвесное приспособление; 2 – изоляционная втулка; 3 – восстанавливаемая деталь (катод); 4 – анод (из сплава 94% свинца и 6% сурьмы); 5 – изолирующее покрытие; 6 – электролит (водный раствор хромового ангидрида CrO3 с небольшими добавками серной кислоты H2SO4).
Операция 060. Гальваническая.
– Переход 1. Хромировать шейки под цилиндрический и конический роликоподшипники (рис. 3. 13).
Операция 065. Кругло-шлифовальная.
–Переход 1. Шлифовать шейку под роликоподшипник цилиндрический, выдерживая размер  .
.
–Переход 2. Шлифовать шейку под роликоподшипник конический, выдерживая размер  .
.
Операция 070. Контрольно-измерительная.
Производится контроль параметров восстановленных поверхностей.
4. Выбор оборудования и инструмента
4. 1 Мойка и очистка
Оборудование:
Погружная моечная установка с вибрирующей платформой ОМ-5287.
Технические характеристики:
– производительность – 150…200 кг/ч;
– объем моющего раствора –  ;
;
– грузоподъемность платформы – 450 кг;
– установленная мощность – 4 кВт;
– Размеры очищаемых изделий 750× 55× 850 мм.
Моющее средство:
Лабомид 203.
Состав по массе, %:
– синтанол ДТ-7 – 8;
– алкилсульфаты натрия (первичные) – 2;
– карбонат натрия – 50;
– триполифосфат натрия – 30;
– силикат натрия (жидкое стекло) – 10.
4. 2 Контроль деталей
Погрешность измерения, которая может быть получена при применении того или иного инструмента, не должна превышать поля допуска размера детали [7].
Измерение цилиндрических поверхностей:
– Микрометр типа МК с ценой деления 0, 01 мм (рис. 4. 1 а), ГОСТ 6507-90 [33].
|
|
|
Измерение ширины шпоночного паза:
– Индикаторный нутромер НИ 18–50–1 ГОСТ 868-82 [37] (цена деления – 0, 01 мм).
Контроль резьбы:
– Кольцо резьбовое 8211-0135 6g ГОСТ 17763-72 [36] (рис. 4. 1 б).
| б) |
| а) |


Рисунок 4. 1. а – микрометр (ГОСТ 6507-90); б – кольцо резьбовое (ГОСТ 17763-72).
Измерение толщины зубьев шестерни:
– Кромочный штангензубомер (рис. 4. 2).
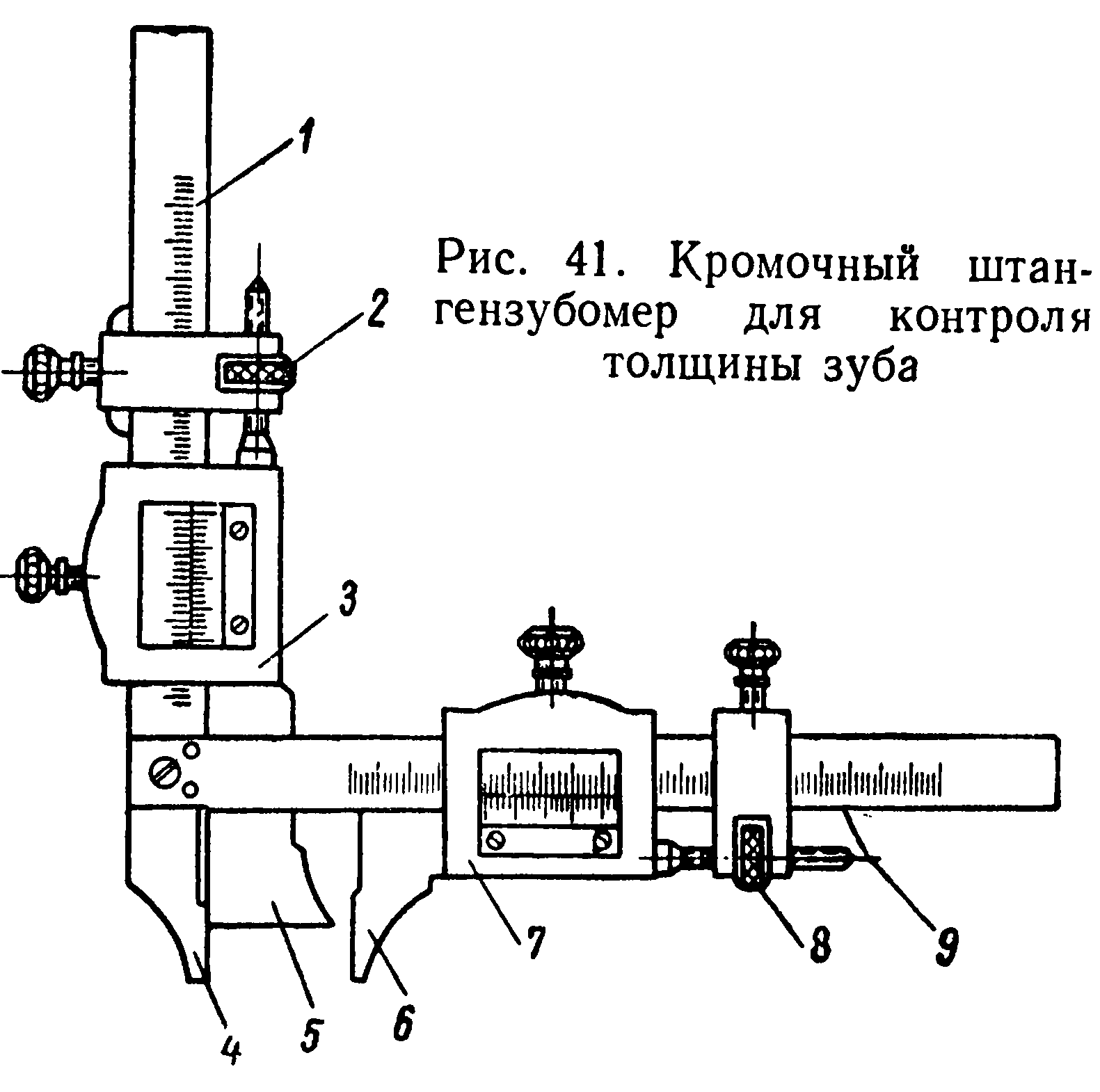
Рисунок 4. 2. Кромочный щтангензубомер.
4. 3 Шлифование
Оборудование:
Круглошлифовальный станок 3А151 (рис. 4. 3). Технические характеристики станка приведены в табл. 4. 1.

Рисунок 4. 3. Станок 3А151. Рисунок 4. 4. Размеры шлифовального круга.
Таблица 4. 1. Технические характеристики станка 3А151.
| Наибольшие размеры устанавливаемой детали, мм | Диаметр | ||
| Длина | |||
| Диаметр шлифовального круга, мм | Наибольший | ||
| Наименьший | |||
| Наибольшая ширина шлифовального круга, мм | |||
| Количество скоростей шпинделя шлифовальной бабки | |||
| Скорость вращения шпинделя шлифовальной бабки об/мин | 1112 и 1272 | ||
| Непрерывная подача для врезного шлифования | мм/мин | 0, 1 – 2 | |
| мм/(об изделия) | 0, 0005 – 0, 01 | ||
| Частота вращения заготовки ( бесступенчатое регулирование ), об/мин | 63 – 400 | ||
| Мощность электродвигателя привода шлифовальной бабки, кВт | 7, 5 | ||
Инструмент:
|
|
|
