 |


Операция 005. Моечная. Операция 010. Контрольно-измерительная. Операция 015. Сверлильная. Операция 020. Шлифовальная. Операция 025. Сварочная.
|
|
|
|
Операция 005. Моечная.
Произодится мойка и очистка партии деталей.
Операция 010. Контрольно-измерительная.
Производится дефектация и сортировка деталей.
Операция 015. Сверлильная.
– Переход 1. Сверлить отверстия Ø 6 мм по концам трещины напроход (рис. 3. 1).

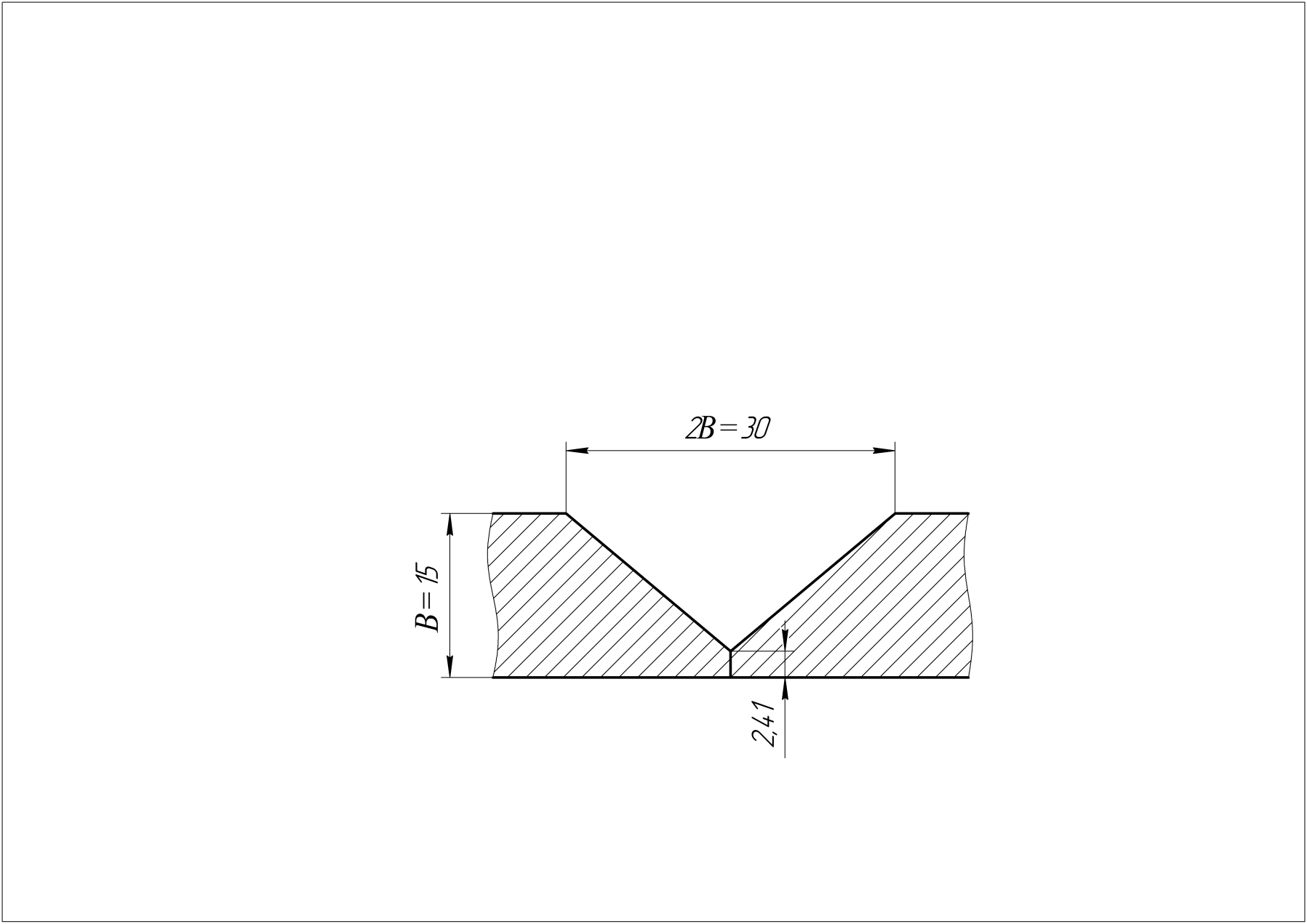
Рисунок 3. 1. Эскиз сверления отверстия. Рисунок 3. 2. Параметры разделки трещины.
Операция 020. Шлифовальная.
– Переход 1. Расфасовать трещину шлифовальной машинкой (рис. 3. 2).
Операция 025. Сварочная.
– Переход 1. Заварить трещину методом отжигающих валиков (рис. 3. 3).

Рисунок 3. 3. Порядок наложения валиков.
Операция 030. Шлифовальная.
– Переход 1. Шлифовать сварной шов заподлицо с основным металлом (рис. 3. 4).
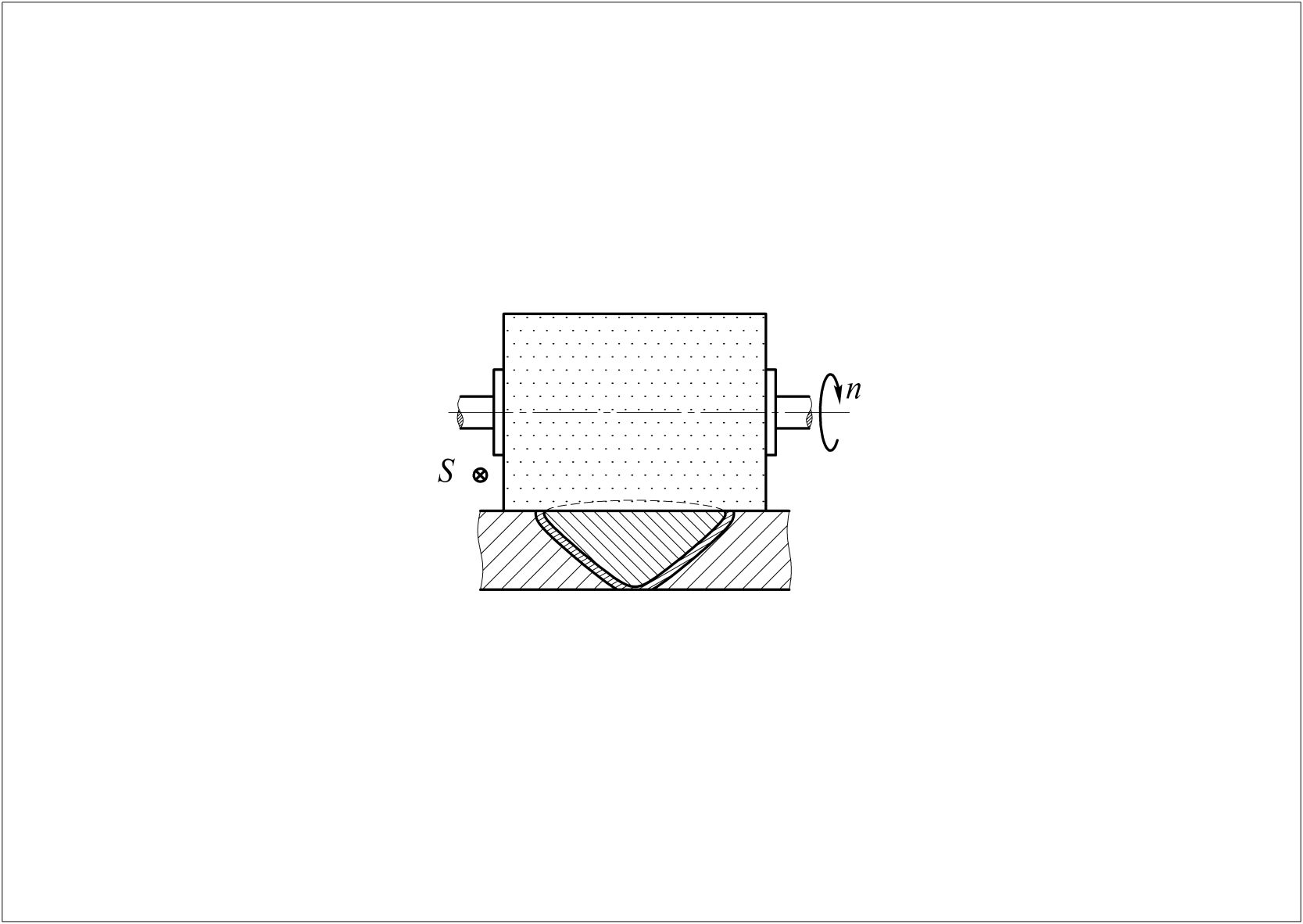
Рисунок 3. 4. Эскиз шлифования сварного шва.
Операция 035. Расточная.
– Переход 1. Расточить отверстие под подшипник ведущего вала, выдерживая размер  (рис. 3. 5 а).
(рис. 3. 5 а).
– Переход 2. Расточить выточку под бурт втулки, выдерживая размеры  и
и  (рис. 3. 5 б).
(рис. 3. 5 б).
– Переход 3. Расточить отверстие под передний подшипник промежуточного вала, выдерживая размер  (рис. 3. 5 в).
(рис. 3. 5 в).
– Переход 4. Расточить выточку под бурт втулки, выдерживая размеры  и (рис. 3. 5 г).
и (рис. 3. 5 г).
| б) |
| г) |
| в) |
| а) |
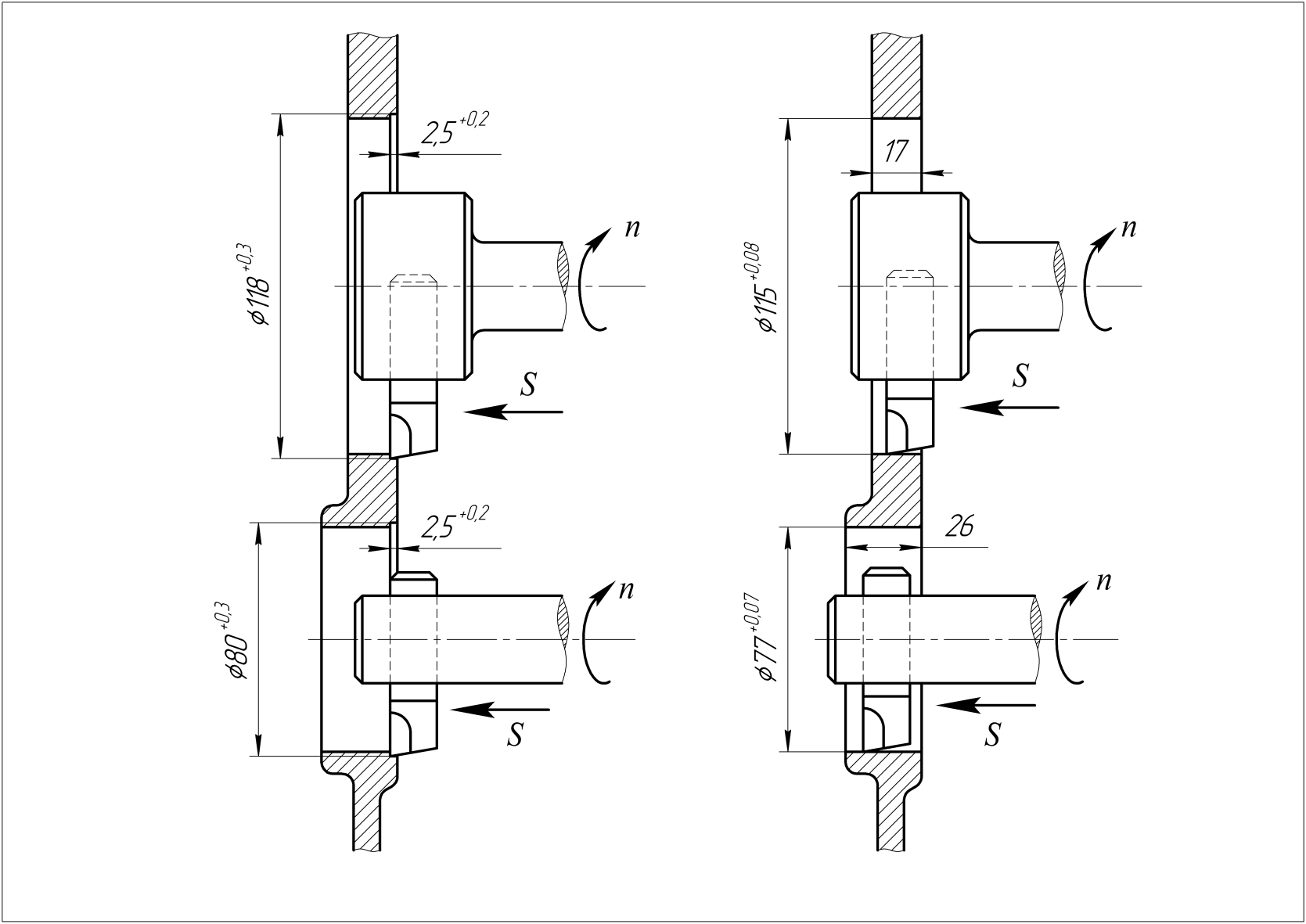
Рисунок 3. 5. Эскиз растачивания отверстий в картере.
Операция 040. Прессовая.
– Переход 1. Запрессовать ремонтные втулки в отверстия каретра (рис. 3. 6).

Рисунок 3. 6. Эскиз запрессовки ремонтных втулок.
Операция 045. Расточная.
– Переход 1. Расточить ремонтную втулку, выдерживая размер  (рис. 3. 7 а).
(рис. 3. 7 а).
– Переход 2. Расточить ремонтную втулку, выдерживая размер  (рис. 3. 7 б).
(рис. 3. 7 б).
| б) |
| а) |

Рисунок 3. 7. Эскиз растачивания ремонтных втулок.
|
|
|
Операция 050. Контрольно-измерительная.
Производится контроль параметров восстановленных поверхностей.
4. Выбор оборудования и инструмента
4. 1 Мойка и очистка
Оборудование:
Циркуляционная моечная установка ОМ-2871Б.
– Производительность – 12 ед/ч;
– установленная мощность – 3 кВт;
– габаритные размеры в плане, мм – 2460× 663;
– масса –140 кг.
Моющее средство:
Лабомид 203.
Состав по массе, %:
– синтанол ДТ-7 – 8;
– алкилсульфаты натрия (первичные) – 2;
– карбонат натрия – 50;
– триполифосфат натрия – 30;
– силикат натрия (жидкое стекло) – 10.
4. 2 Контроль деталей
Измерение диаметров отверстий:
Микрометрический нутромер (рис. 4. 1) НМ75 с пределами измерения 50 – 75 мм, и НМ175 с пределами измерения 75 – 175 мм*[5]. ГОСТ 10-88.

Рисунок 4. 1. Микрометрический нутромер, ГОСТ 10-88.
4. 3 Сверление
Оборудование:
Станок вертикально-сверлильный 2Н150 (рис. 4. 2).
Технические характеристики станка приведены в табл. 4. 1. Подачи и частоты вращения шпинделя станка даны в табл. 4. 2.
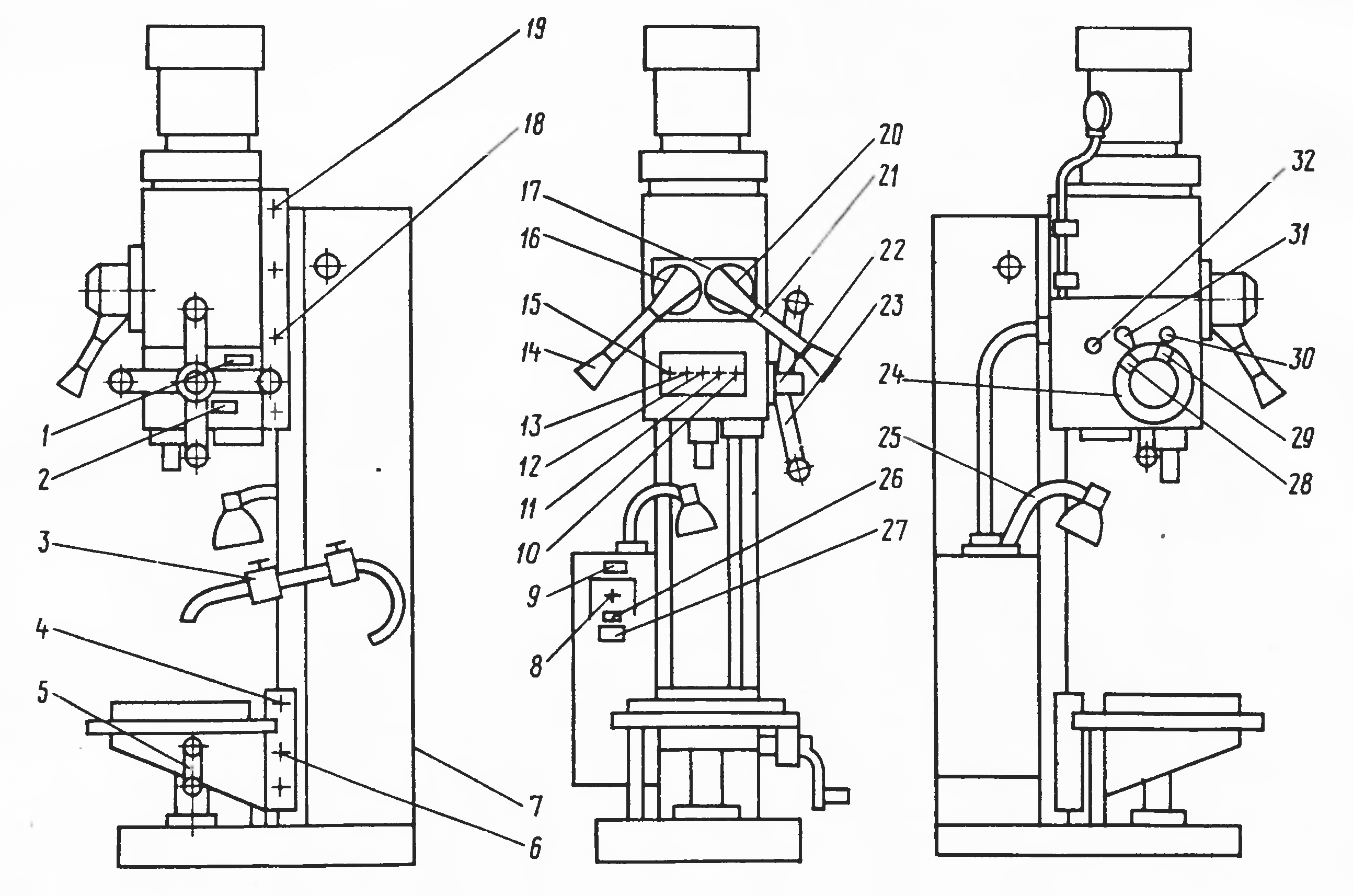
Рисунок 4. 2. Станок 2Н150.
Таблица 4. 1. Технические характеристики станка 2Н150.
| Наибольший диаметр сверления в стали, мм | |
| Расстояние от оси шпинделя до направляющих колонны, мм | |
| Наибольший ход шпинделя, мм | |
| Расстояние от торца шпинделя до стола, мм | 0 – 800 |
| Расстояние от торца шпинделя до плиты, мм | 700 – 1250 |
| Рабочая поверхность стола, мм | 500× 560 |
| Наибольший ход стола, мм | |
| Мощность двигателя главного движения, кВт | 7, 5 |
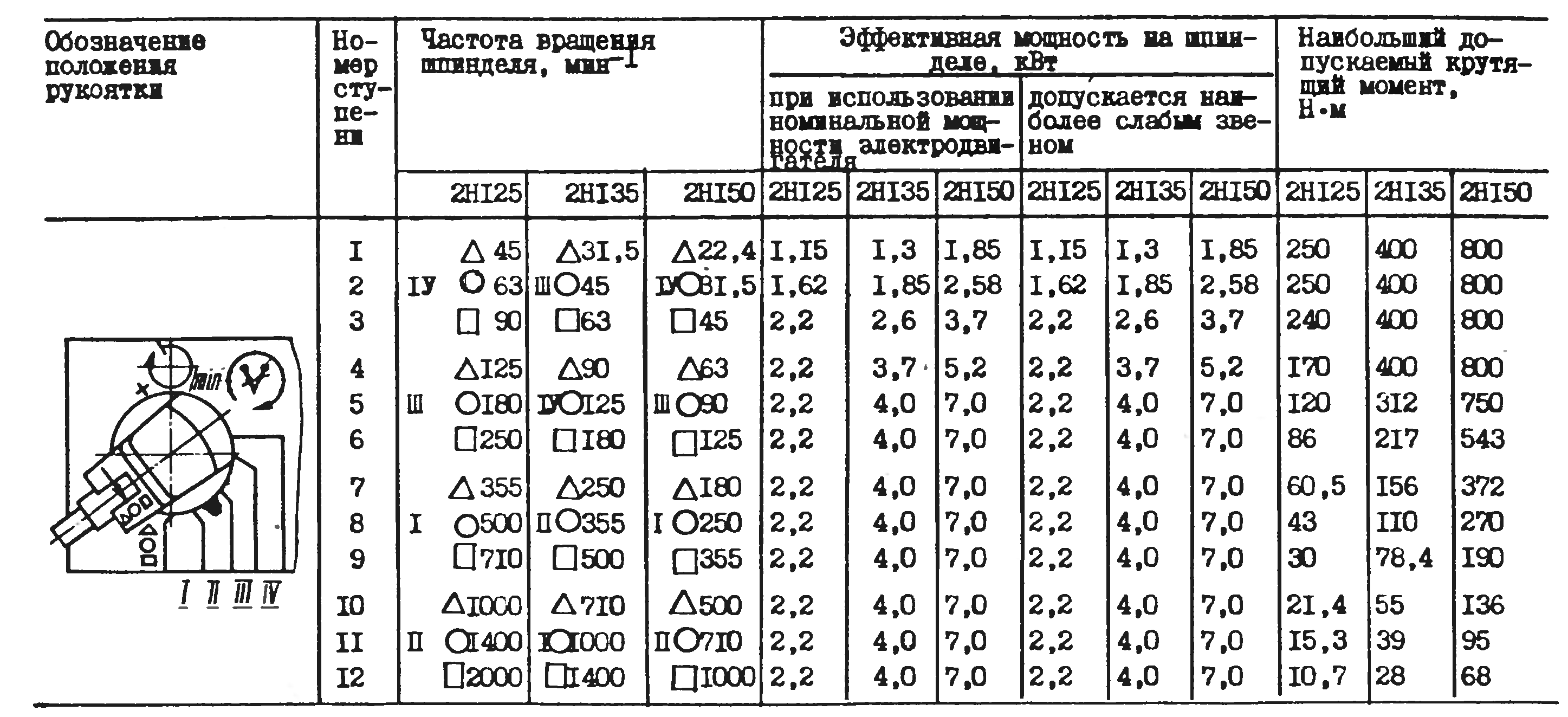
Таблица 4. 2. Частоты вращения шпинделя и подачи станка 2Н150.

Инструмент:
– рассверливание концов трещины:
Сверло спиральное из быстрорежущей стали, ГОСТ 4010-77.
Размеры сверла (рис. 4. 3):  ;
;  ;
;  . Материал – быстрорежущая сталь Р18.
. Материал – быстрорежущая сталь Р18.

Рисунок 4. 3. Сверло спиральное, ГОСТ 4010-77.
4. 4 Сварка
Оборудование:
Сварочный выпрямитель ВС300.
Технические характеристики выпрямителя приведены в табл. 4. 3.
|
|
|
Таблица 4. 3. Технические характеристики сварочного выпрямителя ВС300.
| Номинальная сила сварочного тока, А | |
| Границы регулирования силы сварочного тока, А | 30 – 300 |
| Рабочее напряжение, В | 20 – 40 |
| Потребляемая мощность, кВт | |
| КПД, % | |
| Напряжение без нагрузки, В | 20 – 40 |
4. 5 Шлифование
Оборудование:
|
|
|
