 |


Переход 1. Поправочный коэффициент на подачу, зависящий от угла наклона зубьев, . Скорость резания выбрана по справочнику для фрезерования углеродистой стали твердостью HB 190
|
|
|
|
Переход 1.
Глубина фрезерования  .
.
Режимы резания назначаем по таблицам справочника [22].
Согласно рекомендациям [22] стойкость фрезы принимаем равной  .
.
Подача  .
.
Поправочный коэффициент на подачу, зависящий от угла наклона зубьев,  .
.
Тогда  . По табл. 4. 7 принимаем
. По табл. 4. 7 принимаем  .
.
Скорость резания  .
.
Скорость резания выбрана по справочнику для фрезерования углеродистой стали твердостью HB 190. При черновом фрезеровании наплавленного металла скорость резания следует уменьшать на 30–60% по сравнению со скоростью обработки нормализованной стали 45 [21, с. 465]. Уменьшаем скорость резания на 40% (остальные поправочные коэффициенты при данных условиях равны 1):  .
.
Требуемая частота вращения фрезы  .
.
По табл. 4. 7 принимаем  .
.
Уточненная скорость резания  .
.
Переход 2.
Глубина фрезерования  .
.
Стойкость фрезы .
Подача  .
.
Скорость резания  .
.
Поправочный коэффициент, учитывающий вид обработки (чистовая), равен 1, 4. Тогда скорость резания  .
.
При чистовом фрезеровании наплавленного металла скорость резания следует уменьшать на 20–40% по сравнению со скоростью обработки нормализованной стали 45 [21, с. 465]. Уменьшаем скорость резания на 30% (остальные поправочные коэффициенты при данных условиях равны 1):  .
.
Требуемая частота вращения фрезы  .
.
По табл. 4. 7 принимаем  .
.
Уточненная скорость резания  .
.
5. 11 Операция 060. Гальваническая
Переход 1.
Шейку под цилиндрический роликоподшипник хромировать до диаметра Ø 45, 15 мм, под конический роликоподшипник – до диаметра Ø 54, 15 мм.
Толшина наращиваемого слоя  .
.
Режимы хромирования назначаем по табл. 31 пособия [6].
Состав электролита: CrO3 = 150 г/л, H2SO4 = 1, 5 г/л.
Плотность тока  .
.
Температура электролита  .
.
|
|
|
5. 12 Операция 065. Кругло-шлифовальная
Переход 1.
Шейку шлифовать до диаметра  .
.
Глубина шлифования  .
.
Режимы резания назначаем аналогично операции 035.
Скорость вращения детали  ;
;
Минутная радиальная подача  .
.
Частота вращения детали  (выбранный станок 3А151 имеет бесступенчатое регулирование частоты вращения заготовки).
(выбранный станок 3А151 имеет бесступенчатое регулирование частоты вращения заготовки).
Радиальная подача  .
.
Принимаем частоту вращения круга  ; скорость круга
; скорость круга  .
.
Поправочный коэффициент на радиальную подачу, зависящий от скорости вращения и диаметра круга, равен 0, 9.
Коэффициент, зависящий от шероховатости обработанной поверхности и степени твердочти круга, равен 1, 3.
Поправочный коэффициент, учитывающий механические свойства обрабатываемого материала (поверхность шлифуется после хромирования), ≈ 0, 5.
Остальные поправочные коэффициенты на подачу при данных условиях равны 1.
Радиальная подача  .
.
Режимы шлифования следующие:
– глубина шлифования  .
.
– радиальная подача  .
.
– частота вращения круга  ;
;
– скорость круга  ;
;
– скорость детали  ;
;
– частота вращения детали  .
.
Переход 2.
Шейку шлифовать до диаметра  .
.
Глубина шлифования  .
.
Скорость вращения детали ;
Минутная радиальная подача .
Частота вращения детали  .
.
Радиальная подача  .
.
Принимаем частоту вращения круга ; скорость круга  .
.
Поправочный коэффициент на радиальную подачу, зависящий от скорости вращения и диаметра круга, равен 0, 9.
Коэффициент, зависящий от шероховатости обработанной поверхности и степени твердочти круга, равен 1, 3.
Поправочный коэффициент, учитывающий механические свойства обрабатываемого материала (поверхность шлифуется после хромирования), ≈ 0, 5.
Остальные поправочные коэффициенты на подачу при данных условиях равны 1.
Радиальная подача .
Режимы шлифования следующие:
– глубина шлифования .
– радиальная подача .
– частота вращения круга ;
– скорость круга ;
|
|
|
– скорость детали ;
– частота вращения детали  .
.
5. 13 Сводные таблицы режимов восстановления
Рассчитанные режимы резания, наплавки и хромирования заносим в сводные табл. 5. 1, 5. 2 и 5. 3.
Таблица 5. 1. Режимы резания при восстановлении.
| № и название операции | № пере-хода | Глубина резания или шлифова-ния  , мм , мм
| Подача
 ( (  ), мм/об (мм/мин) ), мм/об (мм/мин)
| Скорость резания
 , м/мин , м/мин
| Частота вращения фрезы или детали
 , об/мин , об/мин
| Частота вращения шлифо-вального круга
 , об/мин , об/мин
|
| 015 Токарная | 1, 5 | 0, 2 | 15, 3 | – | ||
| 030 Токарная | 0, 125 | – | ||||
| 0, 812 | 1, 5 | – | ||||
| 035 Кругло-шлифовальная | 0, 15 | 0, 002* | – | |||
| 0, 15 | 0, 002* | – | ||||
| 040 Шпоночно- фрезерная | 5, 5 | 0, 106 (85) | 35, 2 | – | ||
| 045 Фрезерная | 1 (160) | – | ||||
| 055 Зубофрезерная | 12, 6 | 1, 25 | 27, 4 | – | ||
| 0, 9 | 0, 5 | 71, 1 | – | |||
| 065 Кругло-шлифовальная | 0, 075 | 0, 001* | – | |||
| 0, 075 | 0, 001* | – |
*Радиальная подача.
Таблица 5. 2. Режимы сварки и наплавки.
| № и название операции | № пере-хода | Диаметр проволоки (электрода)  ( (  ), мм ), мм
| Сила свароч-ного тока
 , А , А
| Напря-жение
 , В , В
| Скорость наплавки
 , м/ч , м/ч
| Шаг наплавки
 , мм/об , мм/об
| Скорость подачи проволоки
 , м/мин , м/мин
| Частота вращения детали
 , об/мин , об/мин
|
| 020 Сварочная | 1, 2 | 18…28 | – | – | – | – | ||
| 025 Наплавочная | 2, 5 | 12…14 | 1, 1 | 7, 5 | ||||
| 050 Наплавочная | 20…25 | – | – | – | – |
Таблица 5. 3. Режимы хромирования.
| № и название операции | № пере-хода | Толщина слоя
| Состав электролита, г/л | Плотность тока
| Температура электролита
| |
| CrO3 | H2SO4 | |||||
| 060 Гальваническая | 0, 225 | 1, 5 | ||||
 , мм
, мм
6. Техническое нормирование
6. 1 Операция 005. Моечная
 ,
,
где  – масса детали;
– масса детали;
 – производительность моечной машины.
– производительность моечной машины.
 ,
,
 .
.
 .
.
6. 2 Операция 010. Контрольно-измерительная
Нормы времени на контрольные измерения принимаем по таблицам пособия [9].
Измерение шейки под роликоподшипник цилиндрический (Ø 45) в двух точках микрометром:  .
.
Измерение шейки под роликоподшипник конический (Ø 54) в двух точках микрометром: .
Контроль резьбы резьбовым кольцом:  *[3].
*[3].
Измерение ширины шпоночного паза в двух точках индикаторным нутромером:  .
.
Измерение трех зубьев штангензубомером:  .
.
|
|
|
Суммарное основное время  .
.
Дополнительное время принимаем в размере 10% от основного:
 .
.
Штучное время  .
.
Подготовительно-заключительное время на партию  .
.
Штучно-калькуляционное  .
.
6. 3 Операция 015. Токарная
Норма штучного времени при станочной обработке определяется по формуле

где  – основоне (машинное) время;
– основоне (машинное) время;
 – вспомогательное время;
– вспомогательное время;
 – время обслуживания рабочего места;
– время обслуживания рабочего места;
 – время перерыва на отдых и личные надобности;
– время перерыва на отдых и личные надобности;
 ,
,  – дополнительное время.
– дополнительное время.
Основное время рассчитывается по формуле
где  – длина обрабатываемой поверхности в направлении подачи, мм;
– длина обрабатываемой поверхности в направлении подачи, мм;
 – величина врезания и перебега инструмента, мм;
– величина врезания и перебега инструмента, мм;
 – подача инструмента, об/мин;
– подача инструмента, об/мин;
 – частота вращения шпинделя, об/мин;
– частота вращения шпинделя, об/мин;
Вспосогательное время подсчитывается по формуле

где  – вспомогательное время на установку, крепление и снятие детали, мин;
– вспомогательное время на установку, крепление и снятие детали, мин;
 – вспомогательное время, связанное с переходом, мин;
– вспомогательное время, связанное с переходом, мин;
Время обслуживания рабочего метса включает время технического обслуживания рабочего места  и время организационного обслуживания рабочего места
и время организационного обслуживания рабочего места  .
.
Сумма основного и вспомогательного времени образует оперативное время  .
.
Время обслуживания и время перерывов на отдых и личные надобности определяется в % от .
Техническая (штучно-калькуляционная) норма времени определяется по формуле
где  – подготовительно-заключительное время на партию деталей;
– подготовительно-заключительное время на партию деталей;
 – число деталей в партии.
– число деталей в партии.
Для расчета нормы времени воспользуемся таблицами справочника [5] (табл. 189 – 206).
Длина обрабатываемой поверхности  (рис. 3. 1).
(рис. 3. 1).
Величина врезания и перебега  .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
6. 4 Операция 020. Сварочная
Для определения норм времени воспользуемся данными пособия [6] (глава VIII).
где  – вес наплавленного металла, г;
– вес наплавленного металла, г;
 – сила тока, А;
– сила тока, А;
 – коэффициент наплавки;
– коэффициент наплавки;


где  – объем шпоночного паза,
– объем шпоночного паза,  ;
;
 – объем стопорных пазов, ;
– объем стопорных пазов, ;
 – удельный вес проволоки.
– удельный вес проволоки.
 (см. ремонтный чертеж и рис. 3. 2 а);
(см. ремонтный чертеж и рис. 3. 2 а);
 (см. рис. 3. 2 б).
(см. рис. 3. 2 б).
 .
.
 .
.
 ,
,
где  – коэффициент, учитывающий затраты вспомогательного и подготовительно-заключительного времени на обслуживание рабочего места, отдых и личные надобности.
– коэффициент, учитывающий затраты вспомогательного и подготовительно-заключительного времени на обслуживание рабочего места, отдых и личные надобности.
|
|
|
 .
.
6. 5 Операция 025. Наплавочная
Длина наплавляемой шейки  (рис. 3. 3).
(рис. 3. 3).
Для определения норм времени воспользуемся данными пособия [6] (глава VIII).

где  и
и  – диаметр шейки до и после наплавки, см;
– диаметр шейки до и после наплавки, см;
 – длина наплавляемой шейки, см;
– длина наплавляемой шейки, см;
 .
.
 .
.
Штучно-калькуляционное время

 .
.
6. 6 Операция 030. Токарная
Нормы времени рассчитываем по справочнику [5] (табл. 189 – 206).
Переход 1:
Длина обрабатываемой поверхности  (рис. 3. 4).
(рис. 3. 4).
Величина врезания и перебега  .
.
 .
.
 .
.
Переход 2:
Длина обрабатываемой поверхности (рис. 3. 5).
Величина врезания и перебега  (
(  – шаг резьбы).
– шаг резьбы).
Резьба нарезаетя за три черновых и два чистовых прохода (см. раздел 5. 5).
 .
.
Вспомогательное время, связанное с переходом:
– для чернового прохода  ;
;
– для чистового прохода –  ;
;
 .
.
Операция в целом:
.
 .
.
Оперативное время снятия фаски принимаем по табл. 9 пособия [9].  .
.
 .
.
 .
.
 .
.
 .
.
 .
.
6. 7 Операция 035. Кругло-шлифовальная
Нормы времени рассчитываем по пособию [6] (глава XVI).
Переход 1:

где  – глубина шлифования, мм;
– глубина шлифования, мм;
 – радиальная подача, мм/об;
– радиальная подача, мм/об;

 .
.
Переход 2:

 .
.
Операция в целом:
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
6. 8 Операция 040. Шпоночно-фрезерная
Переход 1:
Нормы времени определим по справочнику [19].

 (рис. 3. 9).
(рис. 3. 9).
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 ([6] табл. 67).
([6] табл. 67).
 .
.
6. 9 Операция 045. Фрезерная
Переход 1:
Нормы времени определим по справочнику [19].
 (рис. 3. 10).
(рис. 3. 10).
 .
.
 .
.
 *[4].
*[4].
 .
.
Время на поворот делительной головки  .
.
 .
.
 .
.
 .
.
 .
.
 ([6] табл. 67).
([6] табл. 67).
 .
.
6. 10 Операция 050. Наплавочная
Переход 1:
Для определения норм времени воспользуемся данными пособия [6] (глава VIII).

где  – диаметр вершин зубьев шестерни;
– диаметр вершин зубьев шестерни;
 – площадь поперечного сечения шестерни, см2 (рис. 6. 1);
– площадь поперечного сечения шестерни, см2 (рис. 6. 1);
 – ширина венца;
– ширина венца;

Рисунок 6. 1. Сечение шестерни.
Площадь определяем при помощи компьютера:  .
.

 .
.
Штучно-калькуляционное время
 .
.
6. 11 Операция 055. Зубофрезерная
Переход 1:
 [22]
[22]
где  – ширина нарезаемого венца;
– ширина нарезаемого венца;
 и
и  – врезание и перебег фрезы;
– врезание и перебег фрезы;
 – число нарезаемых зубьев;
– число нарезаемых зубьев;
 – частота вращения фрезы;
– частота вращения фрезы;
 – подача фрезы;
– подача фрезы;
 – число заходов фрезы.
– число заходов фрезы.
Величину врезания и перебега принимаем по табл. 16 справочника [22] (глава 2):
 ;
;  .
.
 .
.
Вспомогательное и дополнительное время определяем по таблицам справочника [19].
 .
.
Переход 2:
 ; .
; .
 .
.
.
Операция в целом:
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
 .
.
6. 12 Операция 060. Гальваническая
Переход 1:
Для расчета норм времени воспользуемся данными справочника [7] и пособия [6].
где  – толщина слоя покрытия;
– толщина слоя покрытия;
 – плотность электролитического хрома;
– плотность электролитического хрома;
 – элетрохимический эквивалент (теоретический выход хрома за 1 А/ч);
– элетрохимический эквивалент (теоретический выход хрома за 1 А/ч);
|
|
|
 – плотность тока на катоде;
– плотность тока на катоде;
 – выход металла по току (КПД в пределах 0, 12 – 0, 18).
– выход металла по току (КПД в пределах 0, 12 – 0, 18).
 .
.
Вспомогательное время для выгрузки деталей из ванн и промывки после выгрузки прнимают равным 10 – 30 мин. Принимаем  .
.
 .
.
Дополнительное время  .
.
 . где
. где  – число деталей при одной загрузке ванны (в нашем случае загружается сразу вся партия деталей).
– число деталей при одной загрузке ванны (в нашем случае загружается сразу вся партия деталей).
 .
.
.
 .
.
6. 13 Операция 065. Кругло-шлифовальная
Нормы времени рассчитываем аналогично пункту 6. 7.
Переход 1:

.
Переход 2:

.
Операция в целом:
.
.
 .
.
 .
.
 .
.
.
 .
.
6. 14 Операция 070. Контрольно-измерительная
Нормы времени на данную операцию рассчитаны в пункте 6. 2.
6. 15 Сводная таблица норм времени
Рассчитанные нормы времени заносим в сводную табл. 6. 1.
Таблица 6. 1. Нормы времени на операции восстановления.
| № и название операции | № перехода | Основное время
 , мин , мин
| Штучное время
 , мин , мин
| Штучно-калькуляционное время
 , мин , мин
|
| 005 Моечная | – | 2, 96 | 3, 71 | |
| 010 Контрольно-измерительная | – | 4, 62 | 5, 1 | 5, 45 |
| 015 Токарная | 1, 38 | 2, 05 | 2, 4 | |
| 020 Сварочная | 2, 23 | – | 3, 12 | |
| 025 Наплавочная | 3, 72 | – | 5, 21 | |
| 030 Токарная | 0, 42 | 2, 97 | 3, 47 | |
| 0, 18 | ||||
| 035 Кругло-шлифовальная | 0, 59 | 5, 56 | 6, 01 | |
| 0, 71 | ||||
| 040 Шпоночно-фрезерная | 0, 66 | 2, 21 | 2, 61 | |
| 045 Фрезерная | 0, 56 | 2, 4 | 3, 15 | |
| 050 Наплавочная | – | 54, 6 | ||
| 055 Зубофрезерная | 17, 1 | 34, 7 | 35, 5 | |
| 13, 3 | ||||
| 060 Гальваническая | 36, 8 | |||
| 065 Кругло-шлифовальная | 0, 59 | 5, 56 | 6, 01 | |
| 0, 71 | ||||
| 070 Контрольно-измерительная | 4, 62 | 5, 1 | 5, 45 | |
|
| 173, 5 | |||

РАЗДЕЛ II. ВОССТАНОВЛЕНИЕ КАРТЕРА КОРОБКИ ПЕРЕДАЧ
1. Исходные данные
1. 1 Описание восстанавливаемой детали
Восстанавливаемая деталь – картер коробки переключения передач автомобиля ЗИЛ-130 (рис. 1. 1, поз. 32).
Материал картера – серый чугун СЧ18-36. Твердость HB 179 – 229;  . Длина картера
. Длина картера  . Остальные данные, необходимые для проектирования, приведены на ремонтном чертеже.
. Остальные данные, необходимые для проектирования, приведены на ремонтном чертеже.
Восстанавливается партия из 10 деталей.
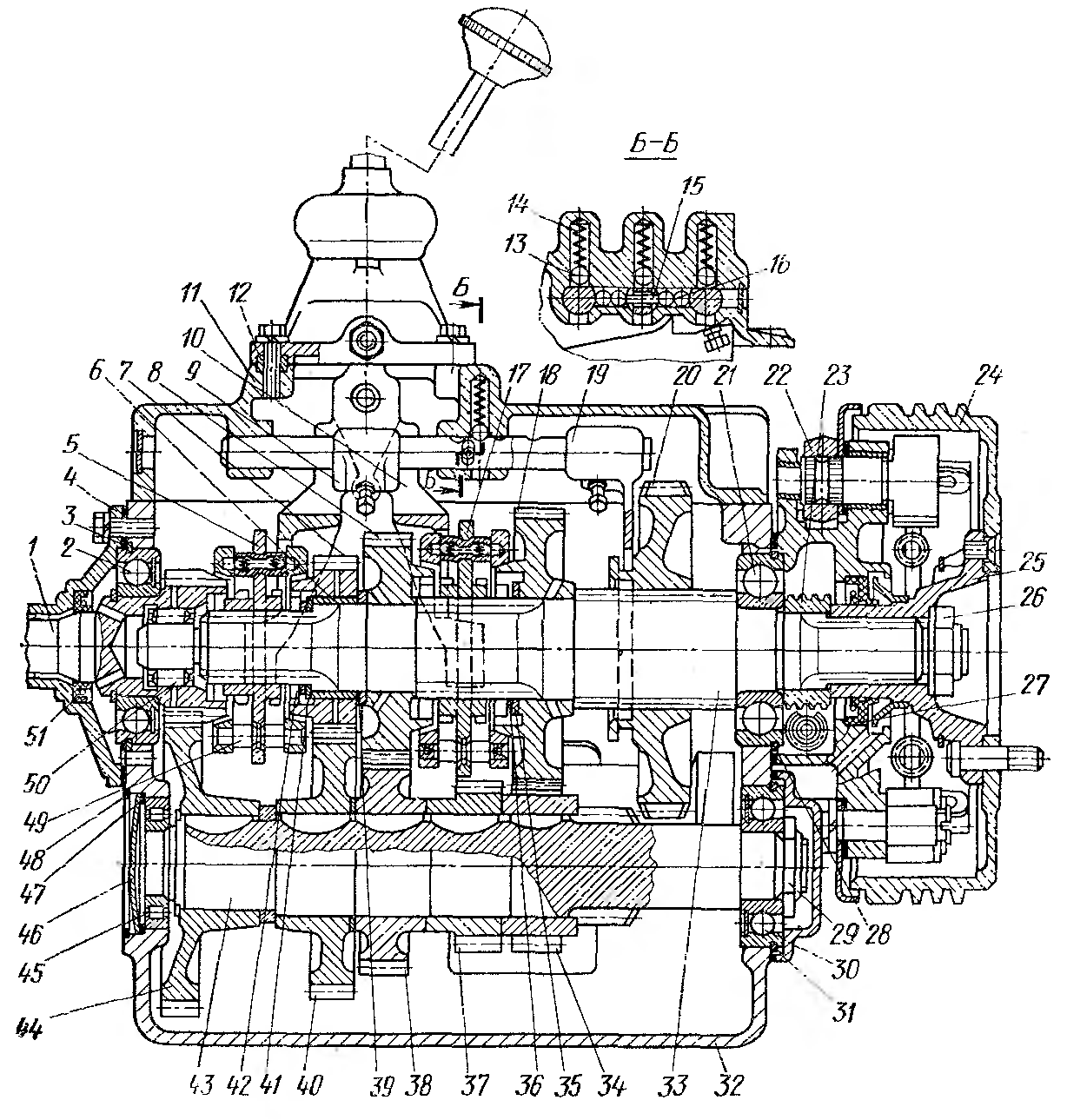
Рисунок 1. 1. Коробка передач автомобиля ЗИЛ-130.
1. 2 Возможные дефекты
Наиболее вероятные дефекты картера и предельно допустимые размеры приведены в табл. 1. 1. Расположение дефектов указано на рис. 1. 2.

Рисунок 1. 2. Возможные дефекты картера коробки передач.
Таблица 1. 1. Возможные дефекты детали [4].
| Обозна-чение | Возможный дефект | Размеры, мм | |
| Номинальный | Предельно допустимый без ремонта | ||
| I | Износ отверстий под подшипники ведущего и ведомого валов | 
| Ø 110, 05 |
| II | Износ отверстия под передний подшипник промежуточного вала | 
| 72, 04 |
| III | Трещины на корпусе картера | ||
2. Выбор способов устранения дефектов
Величины выявленных дефектов занесены в табл. 2. 1.
Таблица. 2. 1. Таблица дефектов.
| Обозн-е дефекта на чертеже | Контролируемый размер, мм | Способы устранения дефекта | |||
| Действи-тельный | Номиналь-ный | Предельно допустимый без ремонта | Принятый | Возможный | |
| I | Ø 110, 35 |
| Ø 110, 05 | Гильзовать | Вневанновое осталивание [4] |
| II | Ø 72, 28 |
| 72, 04 | Гильзовать | Вневанновое осталивание [4] |
| III | Трещина длиной 74 мм | Заварить | Запрессовка фигурных вставок | ||
При наличии трещин картер устанавливают на стол сверлильного станка и сверлом Ø 6 мм просверливают отверстия по концам трещин. Затем расфасовывают трещину по всей длине с обеих сторон под углом 90° и фаской 3× 3 мм и заваривают подготовленную для сварки трещину на поверхности корпуса прерывистым сплошным швом с припуском 0, 5 мм на зачистку. Для этого применяют медно-железные электроды ОЗЧ–1 Ø 4 мм. Электрод имеет покрытие марки УОНИ-13/55 с добавлением железного порошка в количестве 18– 20% от веса меди. Также можно использовать электроды из обычной малоуглеродистой стальной проволоки с обмазкой, состоящей из 74% мела, 6% канифоли и 20% жидкого стекла или 80% мела и 20% жидкого стекла. Высокое качество заварки можно получить только при тщательной подготовке места заварки и определенной последовательности наложения сварных швов с соблюдением соответствующего теплового режима.
Место заварки должно быть очищено от грязи, ржавчины и краски. Картер обезжиривают в 1%-ном растворе каустической соды, нагретой до температуры 75–80°С, и промывают в горячей воде при температуре 75–80° С. Сварку ведут постоянным током с силой 150–160 А. Трещину заваривают прерывистыми участками длиной 15–25 мм. При этом место заварки постоянно и равномерно нагревают для уменьшения внутренних напряжений. Сначала заваривают концы трещин в два прохода. На первый валик, не отрывая дуги, наплавляют второй валик так, чтобы он не касался поверхности детали. Затем в таком же порядке наплавляют трещину по всей длине в указанной последовательности с правой и левой сторон. После наплавки валикам дают остыть для выравнивания температуры в месте сварки с температурой поверхности картера, а затем наплавляют соединительный валик, закрывающий трещину. Наплавку соединительного валика также ведут по участкам с перерывами для охлаждения и выравнивания температуры.
После заварки трещины картер устанавливают на подставку и зачищают абразивным кругом электрошлифовальной машинки сварной шов заподлицо с основным металлом.
Основными дефектами картера является износ отверстий под подшипники ведущего и ведомого валов. Этот дефект устраняют постановкой гильз или вневанновым осталиванием с предварительной и последующей расточкой отверстий на горизонтально-расточном станке [4].
3. Разработка маршрута восстановления
|
|
|
