 |


Материал, термообработка, поверхностное упрочнениие, шлифовка и допускаемые напряжения тяговых зубчатых передач
|
|
|
|
Тяговые зубчатые передачи работают в особо тяжелых условиях. В процессе эксплуатации они подвергаются повторно знакопеременным динамическим и статическим нагрузкам. Эти нагрузки на поверхности зубьев создают смятие материала или, что то же, сдвиг материала в поверхностном слое и усталостные трещины у основания зубьев. Контактные напряжения вызывают усталостные напряжения на поверхности зубьев. Эти напряжения весьма чувствительны к изменениям межцентрового расстояния и взаимному смещению зубьев шестерни и колеса в продольном и поперечном направлениях. Особенно это явление имеет место в тяговых зубчатых передачах, у которых радиальный зазор между шейкой оси и вкладышем моторно-осевого подшипника в эксплуатации допускается до 3 мм, что вызывает изменение межцентрового расстояния. Продольный разбег тягового двигателя на оси колесной пары допускается в эксплуатации до 8 мм, что также вызывает осевое смещение зубьев шестерни и колес. Основными мероприятиями, повышающими эксплуатационную стойкость и долговечность тяговых зубчатых передач является надлежащий выбор марок сталей, режимов термической обработки и способов поверхностного упрочнения зубьев.
В настоящее время для тяговых зубчатых передач применяются стали марок 12ХНЗА, 13ХН2А, 12Х2Н4А, 30ХН3А, 35ХНТ, 40ХНТ, 45Х и 40Х по ГОСТ 4543-57, 50, 40 и 45 по ГОСТ 1050-57.
Заготовки венцов и шестерен изготовляются ковкой с прокаткой или горячей штамповкой. На некоторых видах электроподвижного состава применяют кованые зубчатые колеса.
Для повышения механических свойств заготовки венцов и шестерен перед нарезкой зубьев вначале подвергаются грубой механической обработке, затем термической закалке с высоким отпуском (улучшению). Показатели механических свойств некоторых марок сталей, термоулучшение, способы поверхностного упрочнения тяговых зубчатых передач приведены в табл. 9.1.
|
|
|
Таблица 9.1 Механическая характеристика, термоулучшение и способы поверхностного упрочнения некоторых сталей, применяемых для тяговых зубчатых передач
| Марки стали | Механические свойства до термической обработки (в числителе) и после термической обработки (в знаменателе) | Термообработка | Способы поверхностного упрочнения зубьев | Твердость рабочей поверхности по Роквеллу HRC | Твердость сердцевины по Бринеллю НВ | Примечания | |||||
| Предел прочности σв, кг/мм2, не менее | Предел текучести σт, кг/мм2, не менее | Относительное удлинение δ, % не менее | Относительное сужение Ψ, % не менее | Ударная вязкость, кг·м/см2 не менее | Твердость по Бринеллю, НВ не более | ||||||
| 12ХН3А | 205–201 | Нормализация: медленный прогрев до 650 ºС и нагрев до 860–870 ºС. Высокий отпуск: нагрев в печи до 600–650 ºС. Охлаждение на воздухе. | Цементация в твердом карбюраторе; нагрев в печи при t = 900–930 ºС. Охлаждение на воздухе в ящике. Цементация газовая. Нагрев до t = 900–920 ºС. Двойная закалка. Нагрев шестерни в ящике с чугунной стружкой. Нагрев до t = 850–870 ºС. Охлаждение в масле с t = 40–60 ºС. Отпуск при t = 160–180 ºС | 54 – 64 | 228 – 302 | Ведущая шестерня моторного вагона электросекций Ср и Сд, электровозов ВЛ22, ВЛ19 | |||||
| 30ХН3А | --- | --- | --- | --- | --- | 269–302 | Термоулучшение: нагрев в печи с температуры 600–700 до 840–860 ºС. Охлаждение в масле, подогретом до 15 – 20 ºС. Отпуск: нагрев в печи до температуры 500 – 520 ºС, охлаждение в масле t=15 – 20 ºС.. | Контурная закалка зубьев токами высокой частоты. Отпуск производится немедленно после окончания закалки в электропечи при t = 170 – 180 ºС. Охлаждение на воздухе. | 45 – 52 | 220 – 300 | Венец зубчатого колеса моторного вагона электросекций Ср и Сд, |
| 45ХН | 3,5 | 255–311--- | Контурная закалка токами высокой частоты. | 46 - 52 | --- | Ведомая шестерня тепловоза ТЭ3 | |||||
| 12Х2Н4А | 207–241 | Цементация с последующей закалкой по всему контуру. | --- | Ведущая шестерня тепловоза ТЭ3 | |||||||
| 30ХН3А | 229–262 | Секторная закалка зубьев токами высокой частоты или кислородно-ацителеновым пламенем. | 48 – 55 | --- | Ведущая шестерня электровозов Н6О, Н8, ВЛ23 | ||||||
| Ст.50 | --- | 4,5 | --- 223–262 | 43 – 55 | --- | Венец ведомого зубчатого колеса электровоза Н6О, Н8, ВЛ23 |
9.1. Способы поверхностного упрочнения зубьев и шлифовка зубьев
|
|
|
При механической обработке зубьев на поверхности их образуются растягивающие напряжения, которые, суммируясь с напряжением изгиба, способствуют появлению усталостных трещин.
Поверхностное упрочнение зубьев методом закалки токами высокой частоты или другим способом повышает сопротивляемость воздействия повторно-знакопеременным нагрузкам благодаря образованию благоприятных сжимающих напряжений по контуру зубьев. Кроме этого, поверхностное упрочнение зубьев повышает твердость и тем самым увеличивает сопротивляемость зубьев контактным напряжениям сдвига. На заводах транспортного машиностроения промышленности и МПС применяются различные способы упрочнения зубьев. Основные из них объемно-термоулучшенная закалка, секторная закалка, комбинированное упрочнение, цементация и контурная закалка.
Объемно-термоулучшенная закалка. При этом способе упрочнение достигается получением повышенной твердости и механических свойств в процессе термообработки заготовок. Такой способ применяется на Мытищенском машиностроительном заводе при изготовлении зубчатых колес для вагонов метрополитена и Люблинском литейно-механическом заводе и на заводах метрополитена. Этот способ не обеспечивает требуемой износоустойчивости, изгибной и контактной прочности зубьев.
Секторная закалка поверхностей зубьев. Впервые этот способ был применен на Коломенском машиностроительном заводе при изготовлении тяговых зубчатых передач для электровозов Сс и ВЛ19.

|
| Рис. 9.1 Конфигурация зуба с секторной закалкой |
При этом способе производится упрочнение только рабочей поверхности зуба (рис. 9.1). В местах перехода от закаленной поверхности к незакаленной появляется концентрация напряжений, что служит основной причиной появления в этих местах усталостных трещин. Закалка поверхности производится токами высокой частоты или ацетилено-кислородным пламенем. Этот метод до настоящего времени применяется на НЭВЗе.
|
|
|

|
| Рис. 9.2 Кривые выносливости на динамический изгиб зубьев шестерни тяговой передачи электросекций, изготовленных из стали 37ХН3А: 1 – улучшенные; 2 – улучшенные и закаленные только по рабочим поверхностям; 2Р max – максимальная нагрузка на два зуба в m (нагрузка изменялась от 2Р max до 2Р min – 1); nц – число циклов нагружения, млн. |
Результаты сравнительных испытаний показали, что предел выносливости на изгиб от динамической нагрузки у зубьев, изготовленных из стали 37ХН3А с объемно-термоулучшенной закалкой в 1,1–1,2 раза больше, чем у зубьев с секторной закалкой (рис. 9.2).
Комбинированный способ поверхностного упрочнения зубьев. При этом способе рабочий участок профиля зубьев упрочняется закалкой токами высокой частоты, а поверхности впадин уплотняются накаткой роликами (рис. 9.3) давлением 8500–9500 кг двумя проходами. Этот способ имеет тот существенный недостаток, что практически нельзя совместить закалку рабочих поверхностей зубьев с обработкой роликом впадин между зубьями, так как рабочая поверхность имеет выпуклую или вогнутую форму, а обкатка – прямолинейную.

|
| Рис. 9.3 Приспособление для накатки впадин шестерни |
В местах, где нет упрочнения закалкой или обкаткой, а также при обкатке роликом закаленного слоя появляются надрывы, что служит основной причиной образования в этих местах трещин.
Цементация. Одним из лучших способов поверхностного упрочнения зубьев является цементация, обеспечивающая высокую усталостную прочность зубьев наряду с высокими показателями их износоустойчивости и контактной прочности.
При этом способе производится упрочнение боковых поверхностей и впадин. Однако применение цементации связано с техническими трудностями особенно для зубчатых колес с большим диаметром, кроме этого, требуется высоколегированная цементируемая сталь. Поверхностное упрочнение зубьев после цементации производится нагревом в печи или токами высокой частоты по всему контуру. Этот способ применяется на многих заводах промышленности и МПС при изготовлении шестерен тяговых передач из стали марки 12ХН3А или 12ХН4А.
|
|
|
Контурная закалка зубьев. Этот способ поверхностного упрочнения по сравнению с цементацией является более экономичным и высокопроизводительным. Кроме того, он позволяет использовать простую углеродистую сталь вместо легированной. При этом способе так же, как и при цементации, производится упрочнение по всему контуру. Особенность этого способа заключается в том, что благодаря образованию благоприятных сжимающих напряжений по всему контуру зуба резко возрастает сопротивляемость повторно-знакопеременным нагрузкам не только рабочего участка, но главным образом основания (галтель) зуба.
Однако способ до настоящего времени не имел распространения, так как не было разработано технологии и не было специального закалочного оборудования. Перовский завод по ремонту электроподвижного состава в содружестве с работниками ЦНИИ МПС, московского автомобильного завода им. Лихачева и заводов авиационной промышленности разработал новую технологию поверхностного упрочнения рабочих поверхностей и впадин зубьев, т. е. по всему контуру (рис. 9.4).

|
| Рис. 9.4 Конфигурация зуба с контурной закалкой |
Этот способ отличается тем, что в нем закалка производится не методом последовательного перемещения индуктора и беспрерывной подачи закалочной жидкости вдоль зуба, как это было ранее, а индуктор накладывается по всей длине зуба и нагрев впадины и двух поверхностей зубьев производится одновременно. Это дало возможность подбирать требуемые режимы времени и температуры нагрева, выравнивать ее, регулировать работу спрееров для охлаждения зуба, что позволило найти пути для борьбы с трещинообразованием.
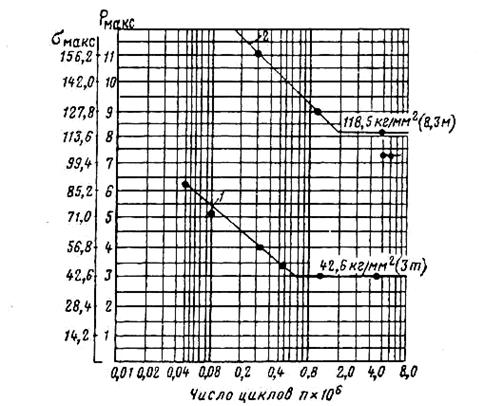
Произведенные ЦНИИ МПС сравнительные испытания на изгибную выносливость зубьев шестерен моторных вагонов, изготовленных из стали 37ХН3А показали, что предел выносливости зубьев-с контурной закалкой в 2,8 раза больше, чем с объемной закалкой (рис. 9.5). Эксплуатация подтвердила эти выводы. Тяговые зубчатые-передачи с контурной закалкой имеют пробег 1000000–1500000 км и еще находятся в хорошем состоянии, в то время как с секторной закалкой после пробега 250000 – 300000 км требуют замены.
|
|
|
|
| Рис. 9.5 Кривые выносливости на динамический изгиб зубьев шестерен тяговых зубчатых передач электросекций, изготовленных из стали 37ХН8А: 1 – улучшенных; 2 – улучшенных и закаленных нагревом токами высокой частоты; Р max – максимальная нагрузка на зуб в m; σ max – максимальные изгибные напряжения в основаниях зубьев, кг/мм2 |
Закалка зубьев любым способом снижает класс точности. Произведенные измерения показали, что при закалке зубчатых колес токами высокой частоты по всему контуру зубьев точность их понижается на один-два класса по ГОСТ 1643–46.
Отклонения от точности изготовления неравномерны по окружности колеса и особенно большие отклонения получаются на зубьях, закаленных первыми и последними. Результаты измерений показывают необходимость введения шлифования зубьев после закалки для получения требуемой точности. Технология производства шлифовки больших зубчатых колес и венцов с прямыми зубьями впервые была освоена Перовским заводом. Опыт этого завода послужил: основанием для разработки ГОСТ 8855–58 на тяговые зубчатые передачи для электроподвижного состава и тепловозов магистральных железных дорог.
|
|
|
