 |


2. Формула для подсчёта скорости резания
|
|
|
|
2. Формула для подсчёта скорости резания
На основании выше изложенного скорость резания, допускаемая режущими свойствами резца, может быть подсчитана по следующей формуле:
V = CV• KV∕ Tm• tx• Sy, м/мин;
где CV – постоянный коэффициент, характеризующий обрабатываемый материал и условия его обработки;
Т – стойкость режущего инструмента, мин.
m – показатель относительной стойкости;
x, y – показатели степеней;
t – глубина резания, мм;
S – подача в мм/об;
KV – общий поправочный коэффициент на изменённые условия обработки по отношению к тем, для которых даётся коэффициент KV;
Тема 3. 10 Обработка материалов строганием и долблением
1. Особенности и область применения процессов строгания и долбления
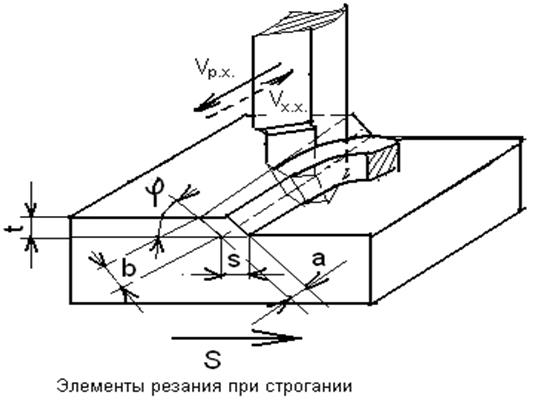
Процесс строгания применяется для обработки плоскостей и фасонных поверхностей и осуществляется на строгальных станках с прямолинейным главным движением.
Строгальные станки делятся на поперечно- и продольно-строгальные. У поперечно-строгальных станков главное движение (возвратно-поступательное), сообщается инструменту, закреплённому в ползуне станка, а движение подачи сообщается заготовке, установленной на столе станка. У продольно-строгальных станков, главное движение имеет заготовка, установленная на столе станка, а движение подачи – инструмент.

У строгальных станков имеется рабочий ход, во время которого происходит процесс резания, и холостой (обратный) ход, когда заготовка или резец перемещаются в обратном направлении. При холостом ходе резания не происходит и в конце холостого хода начинается движение подачи, т. е. относительное перемещение резца и заготовки, необходимое для снятия следующего слоя металла при рабочем ходе.
|
|
|
Для уменьшения времени на обработку скорость холостого хода у строгальных станков больше скорости рабочего хода.
К строгальным станкам относятся и долбёжные станки, у которых главное возвратно-поступательное движение осуществляется не в горизонтальной, а в вертикальной плоскости. У этих станков скорости рабочего и холостого ходов равны.
В качестве режущего инструмента при строгании применяют строгальные резцы, а при долблении – долбежные.
Процесс строгания ( долбления) сопровождается теми же явлениями, что и процесс точения (упругие и пластические деформации, трение, тепловыделение, наростообразование и др. ), но имеет и свои особенности. К особенностям строгания относятся:
1. При непрерывном точении, резец находится под воздействием стружки по всей длине обработки, при строгании же резец находится под воздействием стружки только во время рабочего хода. Во время холостого хода резец не режет, а охлаждается, что положительно сказывается на его стойкости.
2. Строгальный резец каждый раз входит в заготовку с ударом, разрушительная сила которого возрастает с увеличением скорости резание Vрез. , площади поперечного сечения среза f и твердости обрабатываемого металла. Наличие ударной нагрузки отрицательно влияет на прочность и стойкость резца, что вынуждает делать строгальные резцы более массивными, жёсткими и с более вязким материалом режущей части, а также работать на более низких скоростях резания
3. Работу на высоких скоростях резания затрудняет и сама специфика строгального станка, имеющего главное возвратно-поступательное движение. Большие перемещающиеся массы и большие инерционные силы вызывают тяжёлые условия реверсирования, т. е. переключение с рабочего хода на холостой обратный ход. Поэтому на строгальных станках скорости резания не превышают 80м/мин.
|
|
|
4. В отличие от точения подача, S при строгании имеет прерывистый характер, причём осуществляется она в конце холостого холла, когда резец не имеет соприкосновения с заготовкой.
2. Конструкции строгальных и долбёжных резцов
В качестве режущего инструмента
при строгании применяют строгальные резцы, а при долблении – долбёжные.
 Строгальные резцы обычно изготавливают изогнутыми назад. Такая форма позволяет режущим элементам резца лучше воспринимать ударные нагрузки.
Строгальные резцы обычно изготавливают изогнутыми назад. Такая форма позволяет режущим элементам резца лучше воспринимать ударные нагрузки.
При прямом стержне, под влиянием сил действующих на резец, изгиб стержня вокруг точки О вызывает внедрение вершины резца в обработанную поверхность, что ухудшает качество обработанной поверхности. При изогнутом резце это внедрение будет минимальным или его не будет совсем, если вершина резца находится на одной линии с плоскостью опоры.
Различают следующие разновидности строгальных резцов:
1. проходные (левые и правые) – для обработки по всей ширине изделия на проход;
2. подрезные – для обработки боковых поверхностей изделия;
3. канавочные;
4. специальные;
Долбёжные резцы выполняются изогнутыми вперёд. Такая форма вызвана спецификой работы: вертикальным перемещением и деформированием срезаемого слоя металла своей нижней частью.
В качестве инструментального материала для строгальных резцов используют:
1. для обработки конструкционных сталей – быстрорежущая сталь Р12, Р6М3;
2. для труднообрабатываемых материалов – Р9М4К8Ф, Р9К10 и твёрдые сплавы с повышенным содержанием кобальта, т. е. обладающих повышенной ударной вязкостью - ВК12М, Т14К8, Т5К10, ТТ7К12.
Режущая часть долбёжного резца делается, чаще всего, из быстрорежущей стали.
В связи с тем, что строгальный резец вступает в работу каждый раз с ударом, у резцов, изготовленных из быстрорежущей стали, передний угол γ делается на 5-100 меньше, по сравнению с токарным резцом.
У резцов оснащенных твёрдым сплавом, при обработке чугуна γ = 00- 50, а при обработке сталей γ принимается от 00 до -150.
 При строгании на крупных строгальных станках успешно применяют строгальные резцы сборной конструкции, способные выдерживать нагрузки при резании чугуна с глубиной резания до 30мм и подачей до 2-2, 5мм/дв. ход. Применение таких резцов повышает производительность 20 -30% по сравнению с обычными стержневыми строгальными резцами.
При строгании на крупных строгальных станках успешно применяют строгальные резцы сборной конструкции, способные выдерживать нагрузки при резании чугуна с глубиной резания до 30мм и подачей до 2-2, 5мм/дв. ход. Применение таких резцов повышает производительность 20 -30% по сравнению с обычными стержневыми строгальными резцами.
|
|
|
Для окончательной, чистовой обработки применяют чистовые резцы, имеющие большой радиус закругления или большую длину (до 40мм и более) режущей кромки с углом в плане φ 1= 0, так называемые лопаточные резцы.
Чистовое строгание заменяет при обработке чугуна такую трудоёмкую операцию, как шабрение. При этом тяжёлый ручной труд заменяется машинным, и производительность повышается до 10 раз. В отдельных случаях чистовое строгание заменяет и шлифование, т. к. при работе на станке широкими резцами можно получить высокую точность и низкую шероховатость обработанной поверхности 0, 32 – 1, 6мкм при S = 0, 0125 – 0, 1мм/дв. ход и соответствующей смазочно-охлаждающей жидкости.
|
|
|
