 |


Заварка трещин и усиление поврежденных мест.
|
|
|
|
1.25.1. Длина трещин, допускаемая для их заварки, в каждом случае устанавливается в зависимости от места ее расположения, характера эксплуатационной нагрузки данной детали или узла и возможности качественного выполнения сварочных работ.
1.25.2. Перед разделкой необходимо тщательно осмотреть трещину, точно определить ее концы, затем засверлить их сверлом диаметром 6-12 мм. Засверловку производят так, чтобы центр отверстия совпадал с концами трещины или был на 3—5 мм дальше трещины. Границы трещины выявляются при нагреве ее газовой горелкой до температуры 100-150 °С. Отверстия засверловки концов трещины для лучшего провара следует раззенковать на
1/2—1/3 толщины стенки. Допускается разделка трещин воздушно-дуговой строжкой в соответствии с указаниями, изложенными в п. 1.17, или электродуговой резкой электродами типа ОЗР.
1.25.3. Подготовку кромок под сварку и наложение сварных швов при заварке трещин выполняют аналогично сварке встык. Перед заваркой производят зачистку до металлического блеска прилегающего к трещине металла на ширину 25 мм с каждой стороны. Подготовленные к заварке места должны быть проверены ОТК или мастером.
Трещины в конструкциях и деталях, изготовленных из низкоуглеродистой, среднеуглеродистой или низколегированной стали, необходимо заваривать электродами типа Э42А или Э50А, при механизированной сварке - сварочными материалами, обеспечивающими свойства металла шва не ниже получаемых при сварке указанными типами сварочных электродов. Перед заваркой трещины сварочные электроды и проволоки следует прокалить.
Заварку трещин в деталях с толщиной стенки более 8 мм выполняют в несколько слоев, перед наложением очередного слоя поверхность предыдущего должна быть очищена от шлаковой корки.
|
|
|
1.25.4. При ремонте замкнутых трещин рекомендуется перед сваркой произвести подогрев до температуры 200-250 °С разделки трещины и прилегающего к ней металла шириной не менее 50 мм с каждой стороны трещины.
1.25.5. При длине трещины более 300 мм ее следует заваривать обратноступенчатым способом с длиною ступени 150-200 мм. После заварки дефекта производят подварку корня шва с обратной стороны, предварительно удалив наплывы и шлак.
Для обеспечения полного провара сквозной трещины необходимо, где это возможно, производить двустороннюю сварку или сварку на остающейся подкладке.
1.25.6. При заварке трещины на одной из полок коробчатой конструкции рекомендуется предварительно удалить прилегающие к концам трещины участки угловых швов 1 (рис. 1.36) длиной 100-150 мм, затем заварить стыковой шов 2, после чего заварить удаленные участки углового шва.
Заварку трещин рекомендуется выполнять в нижнем и вертикальном положениях. В первом случае шов имеет ровную поверхность, вероятность образования подрезов мала. Сварка в вертикальном положении дает возможность получить лучшее проплавление кромок, особенно в вершине разделки.
Заварка трещин в горизонтальном положении на вертикальной плоскости и в потолочном положении, как правило, не рекомендуется.

Рис. 1.36. Схема подготовки к заварке трещины в элементах типа сварных балок коробчатого сечения
1.25.7. Первый слой шва и обратный валик при двусторонней сварке сквозной трещины рекомендуется выполнять электродами диаметром 3 мм, остальные валики - электродами диаметром 4 и 5 мм.
Несквозные трещины с U-образной разделкой можно заварить во всех слоях электродами диаметром 4 и 5 мм.
1.25.8. Место с заваренной сквозной трещиной подлежит усилению путем постановки накладки, если этому не препятствует конструкция узла или детали.
|
|
|
1.25.9. В зависимости от сечения соединяемых элементов накладки могут быть плоскими, угловыми или коробчатыми. Примеры усиления после заварки сквозной трещины показаны на рис. 1.37. Толщина односторонней накладки должна быть не менее
0,8-1,0 толщины основного металла детали, двусторонней - не менее половины. При постановке накладки выпуклость валика заваренной трещины должна быть полностью удалена.
Плоские накладки должны перекрывать заваренный стык или трещину не менее чем на 100 мм, при невозможности этого перекрытие может быть уменьшено до 50 мм. При приварке двусторонних плоских накладок необходимо, чтобы противоположные швы были смещены не менее чем на 30 мм (рис. 1.38).
1.25.10. Если накладка имеет размер по одной из осей более 300 мм, то для плотного прилегания ее вначале приваривают дуговой точечной сваркой швами, расположенными на расстоянии 150— 200мм друг от друга. Отверстия для швов при необходимости сверлят только в накладке до постановки на место. Накладка с обеих сторон в зоне отверстий и основной металл в местах приварки накладки предварительно следует зачистить до металлического блеска на участке 15—20 мм от кромки отверстия.
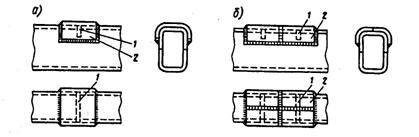
Рис. 1.37. Схемы конструктивных усилений после заварки трещин:
а — простое уси нии дает возможность получить лучшее проплавление кромок, особенно в вершине разделки.ение; б — сложное усиление, состоящее из нескольких деталей: 1 — заваренная трещина; 2—накладка

Рис. 1.38. Приварка двусторонних накладок со смешением противоположных швов
1.25,11. Накладки рекомендуется приваривать по всему контуру. Угловые швы должны иметь вогнутую поверхность с плавным переходом к основному металлу. Лобовые и косые угловые швы рекомендуется выполнять с отношением большего катета к меньшему от 1,5 до 2. Большой катет должен быть направлен вдоль линии действия усилия, воспринимаемого этими швами.
В случае необходимости производят обработку швов механическим, аргонодуговым или комбинированным способом.
1.25.12. Усиливающие накладки должны быть изготовлены из сталей тех же марок, что и вагонные детали или конструкции, или из других сталей, приведенных в чертежах и инструктивных указаниях. Для усиления элементов вагонных конструкций рекомендуется также использовать низколегированные стали марок 09Г2Д, 09Г2СД и 10Г2БД.
|
|
|
Направление прокатки в накладках при их приварке должно совпадать с направлением действия основного силового потока при эксплуатации конструкции.
1.25.13. Перед приваркой накладку необходимо очистить, прилегание к усиливаемому элементу должно быть плотным, допускаются местные зазоры до 1,5мм для угловых и коробчатых накладок и не более 1 мм для плоских.
1.25.14. Угловые швы накладок выполняют ручной сваркой электродами типов Э42А и Э50А, а также в смеси СО2 + О2 в процентном соотношении 80:20. Допускается сварка в СО2 проволокой диаметром 1,2 мм.
Рекомендуется, в первую очередь, сваривать в свободном состоянии стыковые швы ремонтируемой сваркой конструкции, расположенные перпендикулярно силовому потоку, затем остальные стыковые швы и, в последнюю очередь, угловые швы — вначале поперечные, затем продольные. Зажигать дугу на основном металле и выводить Кратер на основной металл запрещается.
1.25.15. Отремонтированные сваркой поврежденные детали и конструкции Должны иметь достаточную прочность и надежность на весь последующий срок их эксплуатации.
Подрезы, расположенные поперек направления действующей силы, не допускаются и должны быть исправлены с последующей зачисткой. Запрещается правка усиленных элементов ударами или наложением ложных валиков.
Контроль качества сварных швов и соединений осуществляют в соответствии с рекомендациями, приведенными в настоящей Инструкции.
Приемка выполненных работ
1.26.1. Все вагонные детали, отремонтированные с применением сварки и наплавки, должны осматриваться контролером ОТК на ремонтных заводах, приемщиком вагонов и мастером цеха вагонного депо (ВЧД) и вагонных колесных мастерских (ВКМ).
1.26.2. На детали, отремонтированные сваркой и наплавкой и подлежащие испытанию на растяжение и неразрушающему контролю, следует наносить личные клейма сварщиков после приемки деталей в соответствии с Технологической инструкцией по испытанию на растяжение и неразрушающему контролю деталей вагонов 637-96 ПКБ ЦВ и другими инструкциями, утвержденными ЦВ МПС.
|
|
|
1.26.3. Для сварщиков всех видов сварки (дуговой, газовой и контактной) устанавливается нумерация клейм единого образца. Нумерация для каждого депо или завода порядковая по количеству сварщиков на предприятии, при этом номера, содержащие цифры 1 и 4, применять запрещается. Присвоенный сварщику номер указывается на клейме арабской цифрой высотой 5 мм, ниже этой цифры помещается сокращенное обозначение депо или завода буквами высотой 2,5—3 мм; клеймо размещается в квадрате размером 12х12 или 14х14 мм. Регистрация номеров клейм сварщиков осуществляется непосредственно ремонтным предприятием.
1.26.4. На всех усиливающих планках или накладках, приваренных к хребтовым, концевым, шкворневым, продольным, поперечным балкам рам и стойкам вагонов, должны ставиться клейма с указанием условного номера ремонтного предприятия, месяца и двух последних цифр года выполнения работ. Условный номер вагонного депо или завода должен быть помещен в рамке размерами 12х14 или 14х14 мм.
|
|
|
