 |


6.1.4. Обладнання для електродугового напилення
|
|
|
|
Регулярний випуск устаткування для електродугового напилення розпочато в 40-х роках минулого сторіччя. В останні роки поширився випуск комплектного обладнання для електродугового нанесення покриття. До комплекту обладнання для електродугового нанесення покриття (рис. 6. 15) входить електродуговий металізатор (апарат для електродугового нанесення покриття), напилюваний матеріал (дріт), джерело електроживлення.
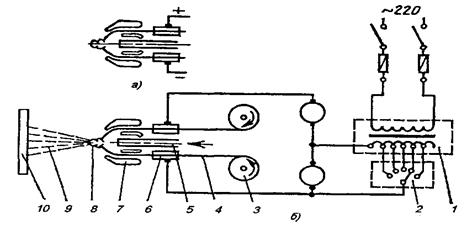
Рис. 6. 15. Схема установки для електродугового напилення:
а - на постійному струмі; б - на змінному струмі;
1 -джерело електроживлення; 2 - вимірювальні прилади; 3 - катушки з дротом;
4 - дріт; 5 - сопло для стиснутого повітря; 6 - контакти; 7 – пристрій
для спрямовування дроту; 8 - електрична дуга; 9 - факел з розпалюваним
матеріалом; 10-виріб, що напилюється
Загальний вигляд електродугового металізатора наведено на рис. 6. 16.
Устаткування для електродугового. напилення можна класифікувати за такими ознаками:
- за ступенем рухомості: стаціонарні та пересувні;
- за кількістю дроту, який водночас розплавлюється: дводротяні та багатодротяні;
- за приводом подачі дроту: з пневматичним та електричним.
Основні параметри деяких вітчизняних апаратів для електродугового напилення наведені в табл. 6. 5.
Широко експлуатується в промисловості комплект електродугової металізації КДМ-2 (рис. 6. 17).
Комплект для електродугової металізації КДМ-2 призначається для нанесення металічного покриття з цинку, алюмінію, сталі, молібдену та інших металів з метою захисту виробів від корозії, відновлення спрацьованих деталей механізмів та машин. Комплект можна експлуатувати як у цехових, так і монтажних умовах.

До комплекту КДМ-2 входять: джерело живлення " ТИМЕЗ-500" 1 з встановленим на ньому пультом керування 2 та касетним блоком для дроту 3; апарат для електродугової металізації ЭМ-14М 4; касети; шланги, навушники, окуляри, респіратор, допоміжний інструмент. Комплект можна використати для ручного і механізованого нанесення покриття.
|
|
|
Таблиця 4. 5. Основні технічні характеристики апаратів для електродугової металізації
*- з джерелом струму та пристроєм подавання дроту.
Джерело енергоживлення являє собою спеціалізований тиристорний випрямляч з напругою холостого ходу 64 В, потужністю на холостому ходу 450 Вт. Може експлуатуватися при температурі від 10 °С і відносній вологості 80% (при +20 °С).
" ТИМЕЗ-500" має блок дистанційного керування 5. Пульт керування 2 забезпечує контроль витрат і тиску стиснутого повітря, очищення повітря від вологи та мастила, блокування електричної схеми комплекту за мінімальною витратою повітря, контроль електричних параметрів дуги.
На передній панелі пульта керування розташовані: дифманометр ДСП - 4Cr 6, манометр 7, вольтметр 8, амперметр 9, рукоятка потенціометра для регулювання напруги, яка подається на дугу, кнопка " Стоп", світлодиод 10, який сигналізує про ввімкнення джерела в електромережу; світлодіод 11, який показує, що навантаження джерела вище припущеного; тумблер, блокуючий ввімкнення струму на апарат при відсутності стиснутого повітря.
Касетний блок 3 може бути встановленим на пульті керування, як показано на рис. 6. 17, або на полу на спеціальній підставці. Він має тор-мозний пристрій для касет при миттєвій зупинці апарата.
Електродуговий металізатор ЭМ-14М може бути використаний як у складі комплекту КДМ-2, так і автономно при наявності відповідного джерела електроживлення та допоміжних пристроїв. У разі механізованого процесу його встановлюють на супорт токарного верстата або в інший пристрій для переміщення металізатора відносно напилюваної деталі.
|
|
|
Електродуговий металізатор (рис. 6. 18) складається: з турбинного приводу 18, з індукційним регулятором швидкості подачі дроту, двоступінчастого черв'ячного редуктора (7, 8, 12, 13) механізму подачі дроту 4, 5, 10, розпилюючої головки 16 і повітряного крана 17.
Турбінний привід забезпечує безперервне обертання роликів механізму подачі дроту та плавне регулювання швидкості їх обертання. Швидкість обертання турбіни 3500 об/хв.
Двоступінчастий черв'ячний редуктор, який розташовано у герметичному корпусі, передає обертання на третю ступінь зі змінними циліндричними шестернями 14, 15, за допомогою яких відбувається ступінчасте регулювання швидкості подачі дроту від 5, 5... 12 м/хв при положенні, показаному на рис. 6. 18 до 2... 6, 5 м/хв у разі зміни шестерен місцями.
Механізм подачі дроту складається з ведучих роликів 10, які закріплені на ізоляційних втулках 9. На відкидній верхній кришці закріплені на пружинній підвісці притискні ролики. Необхідне зусилля притискання роликів регулюють за допомогою гвинта 4.

Рис. 6. 18. Схема електродугового металізатора ЭМ-14М
У розпилюючій головці передбачена можливість регулювання положення точки схрещення дротів шляхом повороту башмаків на контактних трубах та переміщення направляючих пластин.
Для автономної роботи з елетродуговим металізатором ЭМ-14М необхідно мати мережу стиснутого повітря з тиском 0, 5... 0, 6 МПа і витратами 90 м3/год, касети для укладання бухт з дротом, розміщення яких повинно виключати можливість контакту дротів при розмотуванні.
Електрометалізатор ЭМ-14М при автономному використанні може вмикатися до різних джерел електроживлення: зварювальних перетворювачів та випрямлячів, які використовуються для зварювання у середовищі вуглецевого газу, наприклад, ПCR-500, ПСУ-500, ВДГ-301 тощо. Джерело повинно забезпечувати плавне регулювання напруги в інтервалі 17... 40 В. Для деяких робіт, наприклад, напилення цинку, сталі можливо використання джерел електроживлення із спадною вольт-амперною характеристикою.
До стаціонарних апаратів електродугової металізації належить еле-ктрометалізатор ЭМ-12. У ньому використовується для приводу асинхронний електродвигун з постійним числом обертів і редуктор, який дозволяє регулювати швидкість подачі дроту. Змінними шестернями відбувається ступінчасте (8 ступенів) налагодження апарата на задану швидкість подачі дроту. Два ведучих ролики, від яких набувають оберти притискні ролики, змонтовані на підвісці, яка коливається. Така система забезпечує надійну подачу дроту невеликих діаметрів, особливо м'яких сортів металу (алюміній, цинк).
|
|
|
Електрометалізатор ЭМ-15 є вдосконаленою моделлю апарата ЭМ-12. У приводі подачі дроту використано електродвигун постійного струму з тиристорним регулюванням. Це забезпечує плавне налагодження швидкості подачі дроту в широких межах (1... 14 м/хв).
Модифікацією апарата ЭМ-12 є електродуговий апарат ЭМ-19, він має високу надійність, довговічність і продуктивність. Струмоз'ємні латунні пластини зроблені водоохолоджувальними. Обертання подаючих роликів відбувається від мотор-редуктора, який складається з черв'ячного редуктора та асинхронного двигуна АUР 56В4УЗ потужністю 180 Вт. Безступеневе регулювання швидкості подачі дроту забезпечується перетворювачем частоти U120S-EC фірми МІТSUBISНІ ЕL. Він забезпечує зміну швидкості дроту у діапазоні 1... 12 м/хв, що дозволяє наносити покриття з цинку, алюмінію, сталі, молібдену, мідних сплавів та ін. у діапазоні електричного струму від 80 до 500 А, діапазон робочої напруги 17... 35 В, вага апарату 11, 9 кг.
Розпилення металу можна проводити не повітрям, а продуктами спалення вуглецево-водневого пального.
Для умов автоматизованих та механізованих виробництв використовують стаціонарний електрометалізатор ЭМ-17. Він призначений для нанесення покриття зі сталі з метою відновлення та зміцнення деталей механізмів, а також нанесення антикорозійного покриття з цинку та алюмінію.
Для відновлення деталей електродуговою металізацією використовується також пост електродугової металізації ЭМП-2 " Ремдеталь". Він комплектується двома металізаторами з вузьким факелом розпилу, пультом керування та джерелом електроживлення.
У 50-х роках ВНИИАВТОГЕНМАШ розробив дослідний стаціонарний електродуговий мзталізатор для тридротового напилення МТГ-1. Механізм подачі дроту працює від електродвигуна через безступінчастий фрикційний та механічний редуктори. Механізм подачі дроту за допомогою змінних шестерен здійснює переміщення третього дроту.
Тридротяний металізатор дозволяє отримувати антифрикційні покриття з одного, двох і трьох різних металів.
|
|
|
