 |


16 Преимущества вакуумирования глиняной массы
|
|
|
|
16 Преимущества вакуумирования глиняной массы
Крупным недостатком ленточных прессов является то, что глиняная масса в процессе переработки обогащается воздухом. Он проникает в массу не только во время продвижения ее в прессе, но и другими путями. До 2, 5% растворенного воздуха содержится в почвенной воде. Перемешивание массы в смесителях также связано с дополнительным захватом и запрессовкой воздуха. Часть воздуха находится в комьях глиняной массы, и при неудовлетворительном замачивании он не в состоянии выйти на поверхность и поступает также в пресс. В общем, в выходящем брусе может оказаться до 10% воздуха, который резко ухудшает качество получаемой ленты. Для восстановления ценных свойств массы прибегают к процессу обезвоздушивания (дезаэрации) массы.
Вакуумирование массы позволяет:
- применять тощие керамические массы для формования тонкостенных керамических изделий;
- повысить плотность и пластичность формуемой массы;
- уменьшить деформацию резательной проволоки, изделия получаются с острыми краями;
- повысить прочность, пластичность и однородность обжигаемых изделий;
- устранить пузырчатость – дефект формования тонкостенных керамических изделий.
По конструктивному оформлению вакуумные ленточные прессы подразделяются на:
- прессы с дырчатой (перфорированной) перегородкой;
- прессы с мундштучной перегородкой;
В свою очередь, прессы с дырчатой перегородкой бывают:
- одновальные, у которых камера предварительного прессования, перегородка и камера окончательного прессования находится в одном цилиндре;
- двухвальные, у которых камера предварительного прессования и дырчатая перегородка расположены над камерой окончательного прессования.
|
|
|
23. Мембранные насосы для перекачивания шлама (область применения, принцип работы, область назначение назначения узлов преимущества и недостатки и т. д)
Перекачивание жидких масс из бассейна в бассейн или из мешалок в фильтр-прессы и наполнение резервуаров осуществляется с помощью специальных насосов. В промышленности получили распространение мембранные и камерные насосы. Мембранные насосы (рис. 2. 5) применяются в керамической промышленности для перекачивания жидких масс с влажностью более 40%. Они бывают одноцилиндровые и двухцилиндровые. Последние создают более равномерное давление в трубопроводе. Работа мембранного насоса осуществляется следующим образом. При движении плунжера вверх под ним создается разрежение, в результате этого мембрана 16 оттягивается в сторону цилиндра. В клапанной коробке 18 вследствие этого возникает разряжение. Шликер под атмосферным давлением поступает во всасывающий патрубок 20, поднимает всасывающий клапан 19 и заполняет камеру 15 до мембраны. По мере роста разрежения в цилиндре 6 всасывающий клапан 11 коробки регулирования давления оттягивает пружину 13 в цилиндр 6 поступает вода. При движении плунжера вниз последний давит на воду, которая передает давление на мембрану, заставляя ее изгибаться влево. В случае избыточного давления открывается предохранительный клапан 10, выпуская излишки воды. Шликер, находящийся в клапанной коробке 18, прижимает всасывающий клапан 19 к седлу и, приподнимая нагнетательный клапан 21, поступает в нагнетательный патрубок 22. К недостаткам данной конструкции относится большой расход энергии.
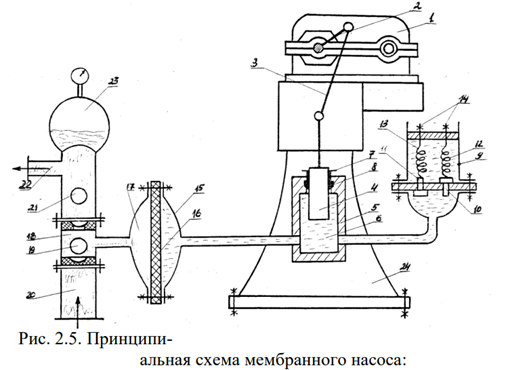
Рис. 2. 5. Принципиальная схема мембранного насоса: 1 – редуктор; 2 – кривошип; 3 – шатун; 4 – поршень; 5 – цилиндр; 6 – вода; 7 – крышка сифона; 8 – сальниковое уплотнение; 9 – клапанная коробка; 10 – выпускной клапан; 11 – впускной клапан; 12 – 77 пружина, регулирующая давление перекачки; 13 – пружина, регулирующая открытие впускного клапана; 14 – гайка; 15 – камера; 16 – мембрана; 17 – шликер; 18 – клапанная коробка; 19 – клапан всасывающий; 20 – всасывающий патрубок; 21 – нагнетающий клапан; 22 – нагнетающий патрубок; 23 – воздушный колпак
|
|
|
18. Двух и одновальные вакуумные ленточные пресса (область применения, принцип работы)
По конструктивному оформлению вакуумные ленточные прессы подразделяются на:
- прессы с дырчатой (перфорированной) перегородкой;
- прессы с мундштучной перегородкой;
В свою очередь, прессы с дырчатой перегородкой бывают:
- одновальные, у которых камера предварительного прессования, перегородка и камера окончательного прессования находится в одном цилиндре;
- двухвальные, у которых камера предварительного прессования и дырчатая перегородка расположены над камерой окончательного прессования.
Масса, как и в обычном ленточном прессе, выжимается шнеком, но поступает не в прессовую головку, а продавливается через решетку в виде отдельных прутков в вакуум-камеру, из которой отсасывается водокольцевым вакуум-насосом.
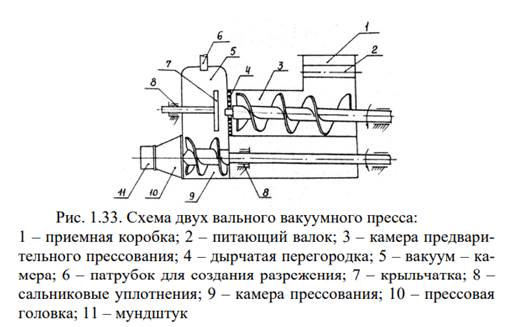
В ряде конструкций прессов поступающая в камеру масса для лучшего вакуумирования разбиваются на мелкие кусочки с помощью крыльчатки. Размеры отверстий в решетке выбираются в зависимости от свойств массы. Обезвоздушенные во время падения куски массы захватываются винтовыми лопастями камеры окончательного прессования и продавливаются через головку пресса и мундштук. Установка решетки и разбивка поступающих в вакуум-камеру полос массы имеет цель разбить массу на отдельные мелкие частицы и обеспечить, возможно, больший отсос воздуха. Вакуумирование происходит в герметически закрытой камере. Разрежение создается от 60 до 95% абсолютного вакуума (450…720 мм рт. ст. ). Недостатком вакуум-прессов с дырчатой перегородкой является забивание последней. Этот недостаток отсутствует у прессов с мундштучной перегородкой. В таких конструкциях глиняная масса выходит в виде полой трубы, которая разрезается ножами на отдельные куски.
В одновальных вакуум – прессах (рис. 1. 35) перфорированная решетка 5 разделяет корпус 6 на камеру предварительного уплотнения 3 и прессующий цилиндр, в котором установлена вакуум –камера 4.
|
|
|
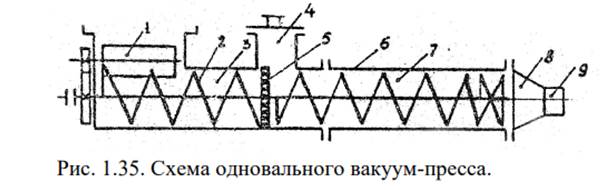
Глиняная масса поступает в приемную коробку, захватывается питающим валком 1 и продвигается при помощи лопастного вала 2 к перфорированной решетке 5, через которую масса продавливается и попадает в виде глиняных прутков в зону действия вакуум – камеры 4.
Вакуумированная масса перемещается лопастями шнека через прессовую головку 8 по направлению к мундштуку 9. Отрицательным фактором в конструкции данных прессов является то, что они не обеспечивают равномерного вакуумирования, поскольку воздух удаляется только сверху и частично с периферии. Перфорированная решетка не обеспечивает хорошего разбивания глиняной массы, так как прутки после прохождения через решетку не разрезаются, а под действием собственного веса отгибаются вниз и накладываются один на другой. Вакуум- прессы данной конструкции в настоящее время встречаются редко.
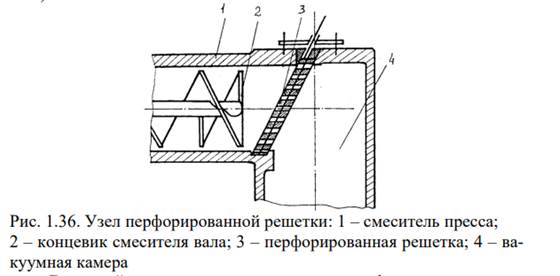
У прессов с дырчатой перегородкой происходит неравномерное распределение жгутов по длине камеры окончательного прессования. Они в основном сосредотачиваются под перфорированной решеткой, что не обеспечивает достаточно высокую степень вакуумирования массы, т. к. накладываются друг на друга. Отсутствует возможность регулирования толщины жгутов и давления глиняной массы перед решеткой. Была предложена конструкция [4] узла перфорированной 37 решетки, позволяющая устранить выше указанные недостатки (рис. 1. 36).
В данной конструкции предлагается перфорированная решетка, состоящая из двух частей. Одна устанавливается стационарно, а другая может скользить по первой. Решетки предлагают устанавливать под углом 10 - 45° к вертикали.
|
|
|
