 |


8. Комбинированные прессы. Вопрос 9 · Револьверные и ротационные прессы (область применения, устройство, принцип работы). Револьверный пресс СМ-481 (схема, принцип работы и т.д.)
|
|
|
|
8. Комбинированные прессы
В последнее время фирмами «Хорн» ФРГ и «Бойд» США выпускаются гидравлические колено-рычажные прессы. В рассматриваемых прессах верхний гидравлический цилиндр передает усилие прессования на ползун пресса посредствам колено-рычажной системы. Фирма «Хорн» выпускает гидравлические коленорычажные прессы серии НКР с одним верхним прессующим цилиндром и подпружиненной рамкой пресс-формы, а серии НКР/И – с двумя прессующими цилиндрами.
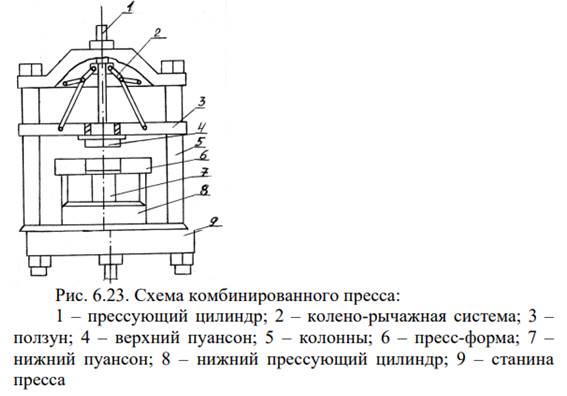
Совмещение гидравлических и колено-рычажных прессов исключает многие недостатки обычных гидравлических прессов и чисто механических, сохраняя положительные стороны их. Давление прессования Р гидравлических колено-рычажных прессов возрастает в соответствии с усадкой порошка, а скорость прессования u уменьшается обратно пропорционально давлению по уравнению равнобокой гиперболы: Pu = const. Схема комбинированного пресса приведена на рис. 6. 23.
Верхний прессующий цилиндр 1 при перемещении поршня вниз с помощью колено-рычажной системы 2 передает движение на ползун 3, на нижней плоскости которого закреплен нижний пуансон 4. Ползун 3 перемещается по четырем клонам 5, как по направляющим. Холостой ход ползуна осуществляется с большой скоростью, и время, затрачиваемое на опускание пуансона 4 из верхнего положения до входа в пресс-форму 6, а также подъем этого пуансона в верхнее положение при выходе из пресс-формы после прессования, сокращено до минимума. Давление снизу на пресс-порошок осуществляется нижним пуансоном 7. Глубина засыпки прессформы регулируется изменением положения верней плоскости нижнего пуансона в пресс-форме во время настройки пресса. Регулировка осуществляется с поста управления.
|
|
|
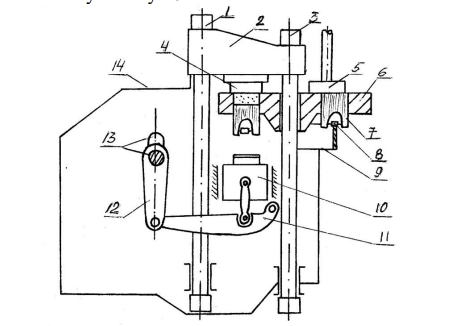
Процесс прессования начинается с быстрого опускания ползуна 3 и входа пуансона в пресс-форму 6, после чего происходит предварительное двухстороннее прессование посредствам коленорычажной системы и под действием нижнего пуансона.
Затем производится окончательное двухстороннее прессование цилиндрами 1, 8. При этом давление в гидравлической системе достигает 30 МПа.
В прессах это серии ограничение рабочего усилия осуществляется контактными манометром. Смазка узлов пресса централизованная. Прессы типа НКР/И оснащены системой автоматического регулирования процесса прессования, обеспечивающей многоступенчатое приложение усилие с выдержкой интервалов времени заданной продолжительности на промежуточном и окончательном этапе прессования. Возможна организация второй стадии с отрывом верхнего пуансона от пресс-порошка. Заданный режим легко настраивается на пульте 220 управления. Засыпное устройство и механический съемник отпрессованных изделий имеет гидравлический привод.
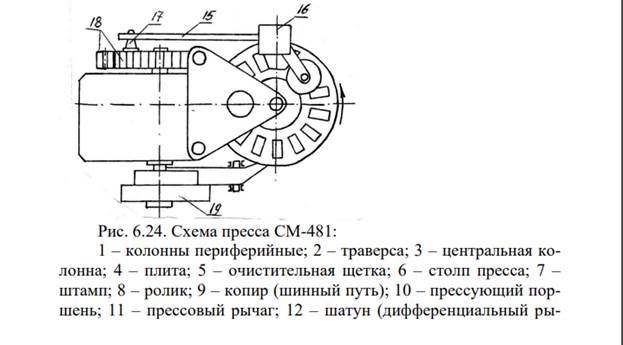
Вопрос 9 · Револьверные и ротационные прессы (область применения, устройство, принцип работы). Револьверный пресс СМ-481 (схема, принцип работы и т. д. )
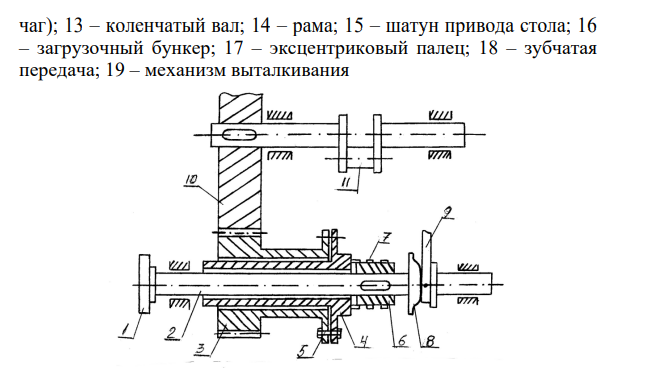
6. 5 Револьверные прессы Револьверные прессы применяются для прессования огнеупорных изделий из тощих масс с низкой влажностью. Револьверные прессы в основном представлены в промышленности двумя наиболее распространенными видами: «Силикат16» и СМ-481 (старое название СП-2). Принципиальное отличие у них в механизме поворота стола. В прессе «Силикат-16» используется механизм мальтийского креста, в прессе СМ-481 – храповой механизм. Пресс «Силикат-16» имеет ряд недостатков по сравнению с прессом СМ-481, которые обусловлены особенностями привода стола с мальтийским крестом (пресс подвержен динамическим воздействиям, мала производительность). Поэтому в дальнейшем рассматривается только пресс СМ-481. (Рис. 6. 24. ) В прессе пресс-формы установлены в круглом периодически вращающемся столе. Всего по периметру стола имеется 16 прессформ. Одновременно обслуживается два изделия, т. е. имеется 8 позиций: I позиция – наполнение пресс-форм порошком; II позиция – выстой форм; III позиция – прессование массы; IV позиция – выталкивание спрессованного изделия; V, VI позиции – съем готового изделия; VII позиция – очистка штампов от налипшей массы, VIII позиция – опускание штампов. В прессе осуществляется одностороннее и одноступенчатое прессование давлением штампа снизу на массу в сторону неподвижной плиты 4. Производительность пресса (по строительному кирпичу) до 3400 шт/ч. При вращении коленчатого вала прессующий поршень надавливает на штампы, последние осуществляют прессование массы. Копир 9 служит для удержания штампов во время съема и после съема изделия, чтобы очистить их от налипшей массы. Привод коленчатого вала пресса показан на рис. 6. 25 при помощи эластичной муфты 1 вращение передается приводному валу 2. На приводном валу жестко насижена фрикционная муфта 6 и свободно сидит холостая втулка 4. На холостой втулке свободно сидит приводная шестерня 3. Фланцы приводной шестерни и холостой муфты соединены предохранительным пальцем 5. На фрикционной муфте свободно сидит винтовая пружина 7, один конец которой жестко соединен с 221 холостой втулкой, а другой – со скобой 12. При вращении приводного вала все время вращается приводная муфта, и вращение больше никуда не передается. Если при помощи рычага 9 передвинуть диск 8 влево по валу, то скоба, повернувшись на оси против часовой стрелки, затянет пружину на фрикционной муфте, которая передаст вращение буксе. Таким образом, обеспечивается эластичное соединение приводного вала 2 с приводной шестерней 3 через холостую втулку. От приводной шестерни вращение передается зубчатому колесу 10 коленчатого вала 11.
|
|
|
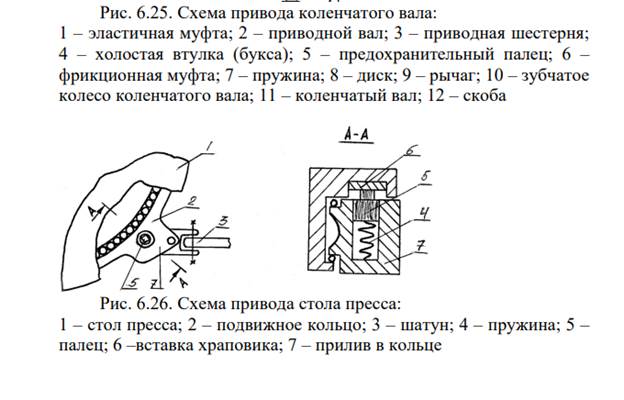
Стол пресса рис. 6. 26 приводится в периодическое вращение от цилиндрического зубчатого колеса коленчатого вала посредство шатуна и эксцентрикового пальца. Конец шатуна 3 шарнирно соединен с подвижным кольцом 2, вращающимся на шарнирах, уложенных в приливе обода стола. Подвижное кольцо 2 имеет прилив 7, в котором установлен палец 5, отжимаемый пружиной 4 кверху. В кольцевой проточке стол имеет восемь вставок, которые в собранном виде образуют храповик. При поступательном движении шатуна стол неподвижен, так как палец не зацепляет вставок. В этот период формы заполняются, изделия прессуются и выталкиваются. При обратном движении шатуна палец, отжимаемый пружиной 4 кверху, упирается в вставку стола и поворачивает последний на 1/8 оборота (45°).
|
|
|
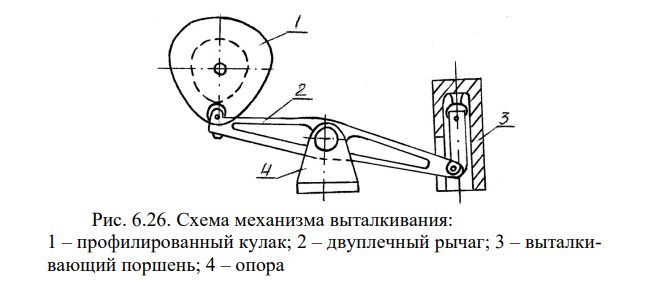
Профилированный кулачок 1 насажен на коленчатый вал консольно. При вращении вала кулачок 1 нажимает на один конце двуплечного рычага 2, который, опускаясь, поднимет с помощью выталкивающего поршня 3 два штампа до уровня стола.
|
|
|
