 |


Посадка с натягом. Переходная посадка. Единая система допусков и посадок (ЕСДП)
|
|
|
|
Посадка с натягом
Наибольший натяг: Nmax = dmax – Dmin = es – EI
Наименьший натяг: Nmin = dmin – Dmax = ei – ES
Средний натяг: Nm = (Nmax + Nmin)/2
Допуск посадки: TN = Nmax – Nmin = TD + Td
Переходная посадка
Наибольший натяг: Nmax = dmax – Dmin = es – EI
Наибольший зазор: Smax = Dmax – dmin = ES – ei
Средний натяг: Nm = (Nmax – Smax)/2
Допуск посадки: TN, S = Nmax + Smax = TD + Td
Вероятностный расчет переходной посадки
Среднеквадратическое отклонение натяга: 
Параметр z = Nm / σ N
Интегральная функция вероятности: 
Вероятность получения натяга: PN = 0, 5 + f(z)
Вероятность получения зазора: PS = 0, 5 – f(z)
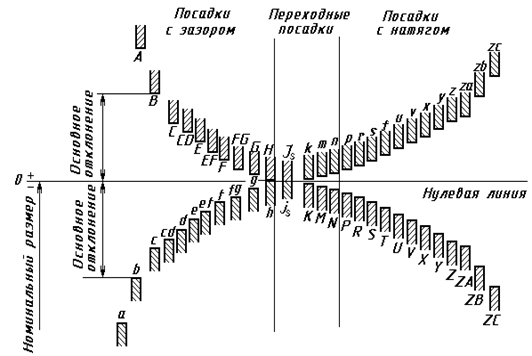
Посадки устанавливают сочетанием полей допусков отверстия и вала. Для унификации деталей и инструмента наиболее рациональным является способ образования посадок, когда одна деталь в различных посадках имеет постоянное расположение поля допуска, а требуемый характер соединения обеспечивается подбором расположения поля допуска другой детали. Деталь, имеющая в посадках постоянное расположение поля допуска, является как бы основанием системы посадок и носит название «основное отверстие» или «основной вал».
В системе допусков и посадок основным отверстием называется отверстие, нижнее отклонение которого равно нулю. Основным валом называется вал, верхнее отклонение которого равно нулю. По виду основной детали различают посадки в системе отверстия и системе вала. Посадки в системе отверстия – посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием. Посадки в системе вала – посадки, в которых различные зазоры и натяги получают соединением различных отверстий с основным валом. Существуют также внесистемные посадки, в которых ни одна из деталей не является основной.
|
|
|
Единая система допусков и посадок (ЕСДП)
Система допусков и посадок для гладких цилиндрических деталей и соединений разработана в 1971 г. ЕСДП является частью комплекса нормативно-технических документов, называемого «Основные нормы взаимозаменяемости».
Использование ЕСДП для различных материалов и способов обработки дает следующие преимущества:
1) применение единых критериев конструктивных требований для изделий и соединений, независимо от материала и способа обработки;
2) закономерную взаимную увязку допусков и предельных отклонений деталей соединения в тех случаях, когда они изготовлены из разных материалов или разными способами;
3) сопоставимость точности различных способов изготовления изделий из различных материалов;
4) единство условных обозначений допусков и посадок и оформления технической документации;
5) унификацию размерной технологической оснастки;
6) упрощение изучения системы допусков и посадок и пользование ею и др.
Основы построения ЕСДП изложены в ГОСТ 25346 (для размеров до 3150 мм), ГОСТ 25348 (для размеров свыше 3150 до 10000 мм), ГОСТ 26179 (для размеров свыше 10000 до 40000 мм), ГОСТ 25347, ГОСТ 24349, ГОСТ 30893. 1 и включают: термины и определения, интервалы промежуточных размеров, формулы и числовые значения допусков и отклонений, правила образования и условные обозначения полей допусков и посадок.
Классы точности в ЕСДП называются квалитетами.
Квалитет – это совокупность допусков одинаковой степени точности для всех номинальных размеров.
Всего установлено 20 квалитетов: 01, 0, 1, 2, …, 18.
Самые точные квалитеты (01, 0, 1, 2, 3, 4), как правило, применяются при изготовлении образцовых мер и калибров. Квалитеты с 5-го по 11-й, как правило, применяются для сопрягаемых элементов деталей. Квалитеты с 12-го по 18-й применяются для несопрягаемых элементов деталей.
|
|
|
Допуск обозначается IT и номером квалитета. Рассчитывается по формуле (для квалитетов 2-18):
 ,
,
где k – число единиц допуска, установленное для каждого квалитета;
i – единица допуска, зависящая только от размера, мкм.
Для размеров до 500 мм:  .
.
Для размеров до 10000 мм:  .
.
Допуски для размеров до 500 мм в квалитетах до 2-го:
 ;
;
 ;
;
 .
.
Характеристикой расположения поля допуска в ЕСДП является численное значение основного отклонения.
Основное отклонение – одно из 2 предельных отклонений (верхнее или нижнее), которое определяет положение поля допуска относительно нулевой линии.
Оно является ближайшим к нулевой линии. Для полей допусков, находящихся выше нулевой линии, основным является нижнее отклонение, а для полей допусков ниже нулевой линии – верхнее.
Установлено 28 основных отклонений. Обозначаются одной или двумя (cd, ef, fg, za, zb, zc) латинскими буквами.
|
|
|
