 |


2.8 Технология сборки-разборки редуктора
|
|
|
|
2. 8 Технология сборки-разборки редуктора
1) напрессовка шевронного колеса на тихоходный вал;
2) напрессовка подшипников на тихоходный вал;
3) установка тихоходного вала в корпус редуктора;
4) напрессовка подшипников на ведущий вал-шестерню;
5) установка вала-шестарни в корпус редуктора;
6) установка крышек корпуса редуктора.
Разборку редуктора производят в обратной последовательно.
2. 9 Технология изготовления тихоходного вала
Для получения заготовки выходного вала, работающего в одноступенчатом редукторе, применяют поковку в штампах, так как критерием получения заготовки является безопасность и точность размеров. Достоинством ковки в штампах является высокая точность и равномерные припуски.
Характеристики материала выходного вала:
1) материал вала – сталь 40ХН;
2) нормализованная 
3) предел выносливости 
Рекомендованная марка материала инструмента для обработки детали:
1) на черновых операциях – Т5К10;
2) на чистовых операциях – Т15К6;
Коэффициенты обрабатываемости резанием:
1) инструментом из быстрореза – 1;
2) из твердого сплава;
Назначаются припуски, и отклонения на канавку при диаметре детали 320мм допуск составляет 10мм + 12мм, на длину детали 42 + 12мм.
Технология изготовления выходного вала приведена в таблице 16.
Таблица 16 – Технология изготовления
| Наименование обработки мероприятия | Оборудование, инструмент, приспособления | ||
| 1. Отрезать заготовку длиной 1567мм рисунок 16. 1 | Оборудование – пила дисковая; Инструмент – диск режущий, линейка; Приспособление – тиски. | ||
|
Рисунок 16. 1 - Заготовка | |||
| 2. Фрезерное центрирование: рисунок 16. 2 а) обработать торцевые поверхности1, 2; б) центровать отверстия 3, 4 в) зачистить отверстия 3, 4 | Оборудование – фрезероцентровочный станок; Инструмент – торцовая фреза, сверло центровочное угол 60º; Приспособление – самоцентрирующийся трехкулачковый патрон. | ||
|
Продолжение таблицы 16
| |||
| Наименование обработки мероприятия | Оборудование, инструмент, приспособления | ||
|
Рисунок 16. 2 - Фрезерное центрирование | |||
| 3. Черновое точение: рисунок 16. 3 а) обработать точением поверхности 5, 6, 7, 8, 9, 10, 11, 12 | Оборудование – токарно-винторезный станок 16К20; Инструмент – проходной отогнутый резец, штангенциркуль; Приспособление – центра опорные гладкие, поводковая планшайба. | ||
|
Рисунок 16. 3 - Черновое точение | |||
| 4. Чистовое точение: рисунок 16. 4 а) точить начисто поверхности 13, 14, 15, 16, 17, 18, 19, 20, 21, 22. б) снять фаски 23, 24, 25, 26. | Оборудование – токарно-винторезный станок 16К20; Инструмент – резец подрезной Т15к6, проходной отогну- тый чистовой резец, линейка, микрометр; Приспособление – центра гладкие упор- ные, оправа, поводко- вая план-шайба. | ||
|
Продолжение таблицы 16 | |||
| Наименование обработки мероприятия | Оборудование, инструмент, приспособления | ||
|
Рисунок 16. 4 - Чистовое точение | |||
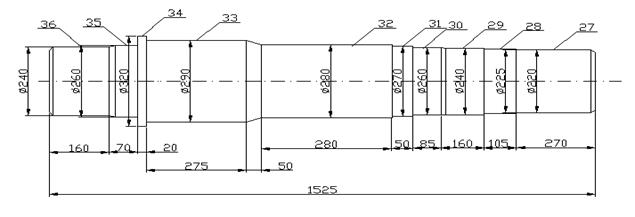
| 5. Шлифование: рисунок 16. 5 а) шлифовать поверхности 27, 28, 29, 30, 31, 32, 33, 34, 35, 36. | Оборудование – круглошлифовальный станок 3М151; Инструмент – круг шлифовальный П. П.; Приспособление – центра гладкие упор ные, хомутик. | ||
|
Рисунок 16. 5 - Шлифование | |||
| 6. Фрезерование: рисунок 16. 6 а) фрезеровать поверхности 42, 43; б) чистовое фрезерование поверхности 42, 43 | Оборудование – вертикально-фрезерный станок 6Р13; Инструмент – трега, штангенциркуль, нутромер; Приспособление – призма, крепежная планка, крепежные болты со стойкой. | ||
|
Продолжение таблицы 16 | |||
| Наименование обработки мероприятия | Оборудование, инструмент, приспособления | ||
|
Рисунок 16. 6 - Фрезерование | |||





|
|
|
