 |


Магазины для накопления и транспортирования инструментов
|
|
|
|
Инструментальный магазин предназначен для создания запаса режущих инструментов, необходимого для изготовления на данном станке заданной номенклатуры деталей.
При ручной смене инструмента магазины-стеллажи (плоские или круговые) не имеют жесткой связи со станком и устанавливаются в удобном для оператора месте около станка.
При автоматической смене инструментов применяют инструментальные магазины различных типов и конструкций, устанавливаемые в большинстве случаев непосредственно на станке.
На токарных станках с ЧПУ в качестве таких магазинов применяются в основном револьверные головки с числом позиций 4, 6, 8, 12 и 16, куда устанавливают режущие инструменты. На одном станке может применяться одна, две, а в некоторых станках даже три револьверные головки, что значительно расширяет технологические возможности станка.
На многоцелевых станках с ЧПУ применяют дисковые, барабанные и цепные инструментальные магазины вместимостью 10—140 инструментов. При малом числе инструментов (до 16 шт.) могут применяться револьверные головки.
К инструментальным магазинам предъявляются следующие основные требования:
вместимость магазина должна быть достаточной для обработки одной или нескольких заготовок;
магазин должен быть по возможности простым и компактным; большая вместимость магазина усложняет его конструкцию, делает его дороже, требует больше места для его размещения;
магазин желательно располагать вне рабочей зоны станка, чтобы он сам и выступающие из него инструменты не мешали установке и снятию заготовки, перемещениям рабочих органов станка в процессе обработки детали; магазин и находящиеся в нем инструменты необходимо предохранять от попадания стружки и грязи;
|
|
|
следует обеспечить удобный и безопасный доступ к магазину оператору и наладчику для загрузки и замены инструментов, это особенно важно при использовании крупногабаритных и тяжелых инструментов;
поворот магазина в нужную позицию должен проводиться с максимально возможной скоростью и совмещаться с выполнением предыдущего перехода;
конструкция и работа магазина не должны оказывать отрицательного влияния на параметры станка (жесткость, виброустойчивость, точность и др.).
Накопление и транспортирование инструментов револьверными головками. Револьверные головки применяют с вертикальной, горизонтальной и наклонной осями вращения. Смена инструмента осуществляется поворотом головки на нужное число позиций и последующей фиксацией головки. Время смены инструмента в этом случае составляет 1—4 с.
Револьверная головка в отличие от других инструментальных магазинов является непосредственным рабочим органом станка, воспринимающим силы резания. Поэтому она должна характеризоваться высокой прочностью, жесткостью и точностью позиционирования при повороте. Режущие инструменты для обработки внутренних и наружных поверхностей не должны мешать друг другу. Замена инструментов в головке должна осуществляться удобно и легко, к инструменту должен быть свободный доступ.
На рис. 8.16 показаны конструкции револьверных головок двух основных типов, применяемых на токарных станках с ЧПУ.

Рис. 8.16. Конструкции револьверных головок:
а - четырехпозиционная (типа поворотной резцедержавки); б – позиционная головка
Головка, показанная на рис. 8.16, а (может быть и шестипозиционной), применяется значительно реже, чем показанная на рис. 8.16,6. На ней устанавливается относительно небольшое число режущих инструментов. Но на каждой грани головки может быть установлено несколько инструментов, и обработка при этом может проводиться сразу несколькими инструментами. Ось вращения таких головок перпендикулярна к оси шпинделя станка и может располагаться на станке вертикально, горизонтально и наклонно. Такие револьверные головки широко применяют на фронтальных токарных автоматах и полуавтоматах с ЧПУ (например, на токарном двухшпиндельном фронтальном патронном полуавтомате МР 315).
|
|
|
Револьверная головка второй конструкции, кроме звездообразной компоновки (см. рис. 8.16,6), может быть барабанной (рис. 8.17) и реже конусной (рис. 8.18).
На рис. 8.19 показана конструкция шестипозиционной револьверной головки, установленной на горизонтальном суппорте токарного станка 16К.20Т1 с ЧПУ. В инструментальной головке с горизонтальной осью вращения, устанавливаемой на выходном валу 5 и жестко соединенной с подвижным элементом 6 плоскозубчатой полумуфты, можно закреплять шесть резцов-вставок или три инструментальных блока.
Поворот головки производится от электродвигателя 2 чер вячную передачу 3, вал 7 с кулачковой полумуфтой 8, которая жестко связана с валом 5.
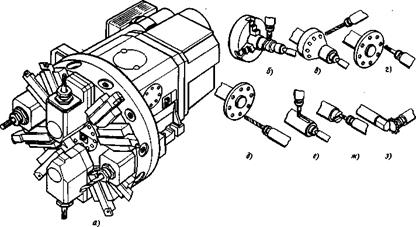
Рис. 8.17. Барабанная револьверная головка фирмы Duplomatic:
а — общий вид; б — фрезерование криволинейного паза; в — сверление отверстий под углом; г, д — соответственно нарезание резьбы и сверление отверстий на фланце; е — фрезерование шпоночного паза; ж — фрезерование канавки на торце; з — фрезерование шестигранника

Рис. 8.18. Конусная револьверная головка

Рис. 8.19. Конструкция шестипозиционной револьверной головки токарного станка 16К20Т1 с ЧПУ
В начальный момент вращения элементы 4 и 6 плоскозубчатой муфты расцепляются и головка на валу 5 поворачивается в нужную позицию, определяемую электрическим датчиком 10. После этого осуществляется реверс электродвигателя и вал с кулачковой полумуфтой вращается в противоположную сторону. Подвижный элемент 6 плоскозубчатой муфты с инструментальной головкой удерживается от поворота фиксатором, в результате чего элемент 6 фиксируется на зубьях неподвижного элемента 4 плоскозубчатой муфты. От конечного выключателя 9 на пульт управления подается сигнал, отключающий электродвигатель 2.
|
|
|
С помощью вала 1 сшестигранником производится поворот головки вручную.
Наиболее широко в современных токарных станках с ЧПУ применяют наклонную компоновку суппортов с одной или двумя револьверными головками. На рис. 8.20 показана такая компоновка с одной револьверной головкой, примененная на токарном станке 1740РФЗ с ЧПУ. Конструкция револьверной головки этого станка показана на рис. 8.21.
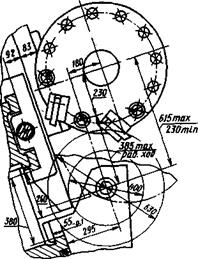
Рис. 8.20. Схема наклонной компоновки суппорта с револьверной головкой
Поворот диска 1, на котором закрепляется 12-позиционная инструментальная головка, производится гидромотором 6 через зубчатое колесо 5, на котором установлен ролик, поворачивающий мальтийский крест 8. Последний жестко сидит на валу 7, соединенном с диском 1. Перед поворотом диска 1 с помощью поршня 9, установленного на валу 4, и гидроцилиндра 10 происходит расфиксация плоскозубчатой муфты, у которой полумуфта 2 закреплена на диске 1, а вторая полумуфта 3 — на корпусе головки.
После поворота головки с диском 1 происходит их фиксация замыканием полумуфты 2 и 3 при смещении поршня 9 вправо.
Многие заготовки, обрабатываемые на токарных станках с ЧПУ, помимо точения требуют других видов обработки: сверления соосных и несоосных продольных и поперечных отверстий, нарезания резьбы метчиками, фрезерования боковых поверхностей и канавок.
Для этого в конструкции револьверных головок предусматривают возможность установки помимо неподвижных также и вращающихся инструментов (сверл, метчиков, фрез и др.). Для привода вращения этих инструментов используют отдельный электродвигатель, установленный на револьверной головке.
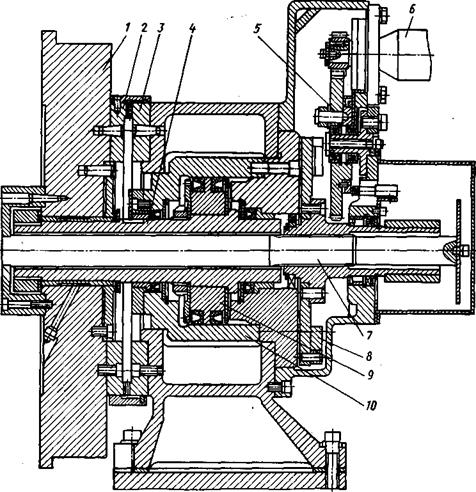
Рис. 8.21. Конструкция револьверной головки токарного станка 1740РФЗ с ЧПУ
На рис. 8.22 показаны возможные варианты выполнения привода вращения инструментов, установленных в револьверной головке.
Конструкция привода вращения инструмента 1в револьверной головке фирмы Laru (Германия) показана на рис. 8.23. Вращение на инструмент передается через центральное цилиндрическое зубчатое колесо 2, которое вращается от электродвигателя 5 через коническую зубчатую передачу 4 и центральный вал 3.
|
|
|
За рубежом разработаны унифицированный ряд револьверных головок для токарных станков с ЧПУ, выпускаемых специализированными фирмами [например, фирмами Sauter (Германия), Baruffaldi и Duplomatic (Италия)]. Эти же фирмы выпускают различные инструментальные головки (планшайбы), на которых устанавливаются режущие инструменты и различные державки.
На рис. 8.18 показана унифицированная конструкция револьверной

Рис. 8.22. Варианты установки вращающихся инструментов на револьверных головках:
а, в, г — на четырех и многопозиционных с приводом через конические зубчатые передачи; б, д — на многопозиционных с приводом через зубчатую ременную передачу головки фирмы Duplomatic (Италия) с комплектом неподвижного и вращающегося инструмента и возможные схемы обработки заготовки.
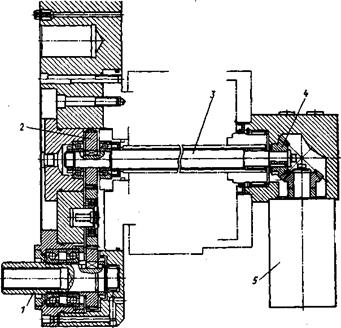
Рис. 8.23. Конструкция револьверной головки с приводом инструмента через цилиндрическую зубчатую передачу
В табл. 8.2 приведены размеры шести типоразмеров унифицированных револьверных головок, выпускаемых специализированной фирмой 5аи{ег.
На некоторых токарных станках с ЧПУ применяют другие варианты инструментальных магазинов и автоматической смены инструментов.
8.2. Размеры (мм) револьверных головок фирмы Sauter


Например, на токарном станке с ЧПУ фирмы Okuma (Япония) применена револьверная головка 1 (рис. 8.24) и инструментальный магазин 3. Автооператор 2 производит при необходимости замену инструментальных головок в револьверной головке 1, что позволяет сократить простои станка при переходе на изготовление новых деталей, когда необходима замена инструментов в револьверной головке.
Аналогичная схема показана на рис. 8.14.
Возможные варианты компоновок двух и трех револьверных головок на токарных станках с ЧПУ и их характеристика приведены в т. 1 справочника (гл. 3).
На некоторых фрезерных и многоцелевых станках с ЧПУ при использовании для обработки заготовок небольшого числа инструментов в качестве инструментальных магазинов применяют револьверные головки (рис. 8.25), что сокращает время смены инструмента. В этом случае чаще всего применяются пяти- (например, фрезерный станок 6Р13РФЗ с ЧПУ) и шестипозиционные револьверные головки (например, сверлильный станок 2Р135Ф2 с ЧПУ).
Основные недостатки: малая вместимость магазина; необходимость в каждой позиции револьверной головки иметь шпиндель, что усложняет и удорожает ее конструкцию; снижение жесткости шпиндельной бабки и точности установки инструмента при повороте и фиксации головки.
Увеличение числа позиций в револьверной головке (восемь и более) помимо усложнения ее конструкции снижает возможный рабочий ход головки li (рис. 8.26, а, б).
|
|
|
Условия обработки улучшаются, а конструкция упрощается при применении конусной револьверной головки 1 с наклонной осью ее вращения (рис. 8.26, в). В этом случае имеется только один шпиндель 3, который в рабочей позиции соединяется поочередно с оправками 4, установленными в позициях головки. Движение подачи режущего инструмента осуществляется путем перемещения шпиндельной бабки 2 с револьверной головкой.
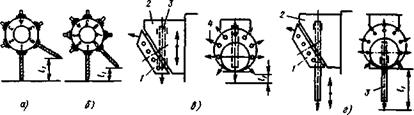
Рис. 8.26. Схемы револьверных головок на фрезерных и многоцелевых станках:
а — шестипозиционная; б — восьмипозиционная; в — конусная головка с наклонной осью вращения; г — 12-позиционная с наклонной осью вращения и с движением подачи пиноли со шпинделем

Рис. 8.27. Конструкция шпиндельной бабки с револьверной головкой вертикально-фрезерного станка
Однако и в этом случае величина перемещения также ограничена.
В качестве примера на рис. 8.27 показан узел шпинделя и револьверной головки вертикально-фрезерного станка с ЧПУ.
После поворота револьверной головки 14 в необходимую позицию шпиндель 2 станка вместе со шпиндельной кареткой 9, гидроцилиндром с поршнем 7 перемещается вниз и захватывает хвостовик 10 с инструментом. Зажим хвостовика 10 в шпинделе осуществляется тарельчатыми пружинами 5 при перемещении поршня гидроцилиндра 8 вверх. При этом штанга 6 под действием тарельчатых пружин поднимается вверх, перемещает втулку 4 с шариками, захватывающими выступ стержня 3 на хвостовике. Фиксация хвостовика 10 в шпинделе станка производится с помощью торцовых шпонок 1, входящих в пазы на фланце хвостовика.
По окончании обработки поршень 8 опускается вниз, нажимает на штангу 6, сжимая тарельчатые пружины 5. Втулка 4 с шариками опускается вниз, шарики отходят в радиальном направлении в кольцевую канавку, освобождая выступ стержня 3 на хвостовике. После этого гидроцилиндр с поршнем 7 поднимает шпиндельную каретку 9 вверх, в результате чего хвостовик выходит из конусного отверстия шпинделя.
Хвостовик с инструментом остается в револьверной головке 14, удерживаясь в ее гнезде фиксатором 15. Револьверная головка поворачивается относительно оси 13 гидроприводом 11 через зубчатую передачу 12 так, что осуществляется соосная установка со шпинделем следующего хвостовика с инструментом, после чего цикл повторяется. Фирма Olivetti (Италия) также использует в качестве магазина револьверную головку / с наклонной осью ее вращения (рис. 8.26, г). Но в этом случае уже нет ограничений на величину рабочего хода инструмента l1 так как происходит движение подачи не шпиндельной бабки 2, а только пиноли шпинделя 3. Опускаясь вниз пиноль захватывает оправку с инструментом и подает его на расстояние l1 при неподвижной головке 1.
Недостаток этой конструкции по сравнению с показанной на рис. 8.26, в — меньшая жесткость шпинделя при большом вылете пиноли (особенно при фрезеровании).
Двух-, трех- и четырехпозиционные револьверные головки применяются также на шлифовальных станках с ЧПУ, когда в отдельных позициях устанавливаются шлифовальные круги для наружного и внутреннего шлифования (см. т. 1, гл. 3).
Накопление и транспортирование инструментов в магазинах.
Варианты исполнения инструментальных магазинов, применяемых на различных станках с ЧПУ, показаны на рис. 8.28.
Барабанные инструментальные магазины (см. рис. 8.28, а, б), имея вместимость 12—40 инструментов, что достаточно для изготовления многих деталей, находят широкое применение на станках с ЧПУ.
Они достаточно компактны, могут располагаться на колонне станка, что более предпочтительно, или непосредственно на шпиндельной бабке (в этом случае, хотя и сокращается время смены инструмента, значительно увеличивается масса перемещаемой шпиндельной бабки).
Первый вариант исполнения магазина (см. рис. 8.28, а) применяется чаще с установкой его сбоку в средней части колонны (с любой стороны) на станках с ЧПУ как с вертикальной, так и с горизонтальной компоновкой шпинделя (рис. 8.29, а).

Рис.8.28. Варианты исполнения инструментальных магазинов:
а, б — соответственно о горизонтальной и вертикальной осью вращения!; в — звездообразного типа с вертикальной осью вращения; г, д — конусообразные соответственно с вертикальной и наклонной осью вращения; е — цепные; ж — линейные
Второй вариант магазина (см. рис. 8.28, б) применяется в основном на станках с ЧПУ с горизонтальной компоновкой шпинделя и устанавливается на верхней части колонны станка. Установка такого магазина сбоку на колонне значительно увеличивает габаритные раз меры станка, но она удобнее с точки зрения смены инструмента на станках с вертикальной компоновкой шпинделя.
Дисковые магазины (см. рис. 8.28, в) применяют реже из-за больших радиальных размеров при большом числе инструментов.
Конусные барабанные магазины (см. рис. 8.28, г, д) также находят применение во многих станках с ЧПУ. При варианте компоновки магазина, показанном на рис. 8.28, г, удобна смена инструмента на основе использования двухпозиционной поворотной головки (рис. 8.29, б).


Рис. 8.29. Компоновки станков с барабанными магазинами:
а — с круговым магазином и автооператором; б — конусного типа о двухпозиционной поворотной головкой
Вариант компоновки магазина, показанный на рис. 8.28, д, удобен для смены инструмента на станках с ЧПУ с горизонтальной компоновкой шпинделя [в этом случае упрощается конструкция автооператора (см. подразд. 8.4)].
Цепные магазины (рис. 8.28, е) применяют в станках с ЧПУ при большом числе накапливаемых инструментов (до 140 шт.).
Линейные магазины (см. рис. 8.28, ж) используют реже (см. подразд. 8.4).
В качестве примеров на рис. 8.29 показаны компоновки станков с ЧПУ с барабанным магазином 1 (см. рис. 8.29,а), имеющим 26 позиций, автооператором 2 автоматической смены инструментов и с конусным барабанным магазином 1 (см. рис. 8.29, б) вместимостью 12 инструментов и двухпозиционной поворотной головкой 2.
На рис. 8.30 показана конструкция дискового инструментального магазина многоцелевого станка ГФ2171. Корпус 3 магазина установлен на шарикоподшипниках 2 оси 1. На этой же оси смонтирована плита 4 с бесконтактными конечными выключателями 5 и 6, которые при проходе через них поводков 7, закрепленных на вращающемся корпусе магазина, подают команду на остановку вращения магазина в нужной позиции по команде от устройства ЧПУ.
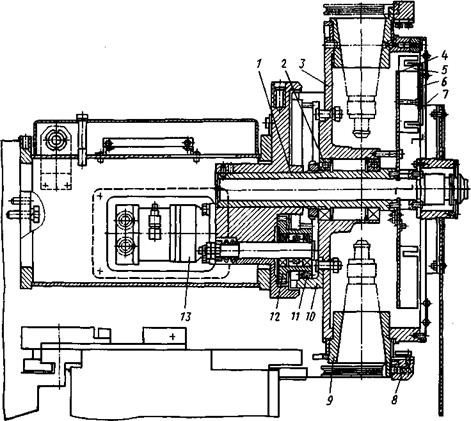
Рис. 8.30. Конструкция дискового инструментального магазина многоцелевого станка
Хвостовики с инструментами расположены в гнездах 9 магазина, их выпадение предотвращается специальной скобой, а поворот — фиксатором 8. Поворот инструментального магазина осуществляется гидромотором 13 через зубчатые колеса 12, 11 и 10 (с внутренним зацеплением).
На рис. 8.31 показана конструкция привода поворота и фиксации многоцелевого станка ИР500МФ4.

Рис. 8.31. Привод поворота и фиксации инструментального магазина
инструментального магазина
Корпус 16 магазина с горизонтально расположенными гнездами 17 для хвостовиков 18 с инструментами расположен на верхнем торце колонны 2 станка. При повороте корпус 16 магазина движется по направляющим 3 электродвигателем 8 через зубчатые колеса 10 и 15 (с внутренним зацеплением). Необходимый угол поворота магазина достигается с помощью двух конечных выключателей 11 и 12. Первый взаимодействует с упором 14, фиксирующим исходное положение магазина, а второй — с упором 13, установленным напротив каждого гнезда и служащим для отсчета гнезд магазина.
На валу электродвигателя 8 закреплена втулка 9 с двумя полукруглыми пазами. Когда необходимое гнездо магазина подходит к позиции смены, ролик 7 вводится штоком гидроцилиндра 4 впаз втулки. Электродвигатель 8 отключается, и бесконтактный выключатель 6 дает команду на автоматическую смену инструмента. Перед следующим поворотом ролик 7 выводится из паза втулки 9 и бесконтактный выключатель 5 дает команду на включение электродвигателя 8.
Хвостовики 18 синструментами фиксируются в гнездах 17 магазина фиксаторами 19. Наличие хвостовиков в гнезде магазина контролируется бесконтактными включателями 1.
Конструкция инструментального магазина многоцелевого станка ИР320ПМФ4 показана на рис. 8.32. Основание 3 магазина посредством оси 4 и двух платиков 5 устанавливают на верхнем торце стойки. Поворот магазина осуществляется от электродвигателя 15 (рис. 8.33) через зубчатые колеса 2 и 14 с внутренним зацеплением на обечайку 1 (см. рис. 8.32), которая вращается на роликовых опорах 2. По ворот магазина (при необходимости) относительно оси 4 предотвращает его поломку в случае сбоев в устройстве смены инструментов.
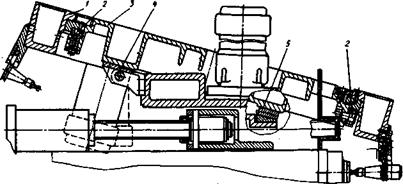
Рис. 8.32. Конструкция инструментального магазина станка ИР320ПМФ4
Зубчатое колесо 14 (см. рис. 8.33), находящееся в зацеплении с зубчатым колесом 2, закрепленным жестко на обечайке 1 магазина, имеет два паза, воздействующих на конечные включатели 4. При поиске необходимого гнезда в процессе автоматической смены инструмента эти выключатели контролируют угол поворота магазина и его торможение.
На валу 3 электродвигателя 15 смонтирован фланец 13, в котором имеется два полукруглых паза, фиксирующих магазин в позиции смены инструмента при вхождении в один из этих пазов ролика 5, установленного на штоке 7 гидроцилиндра 9.
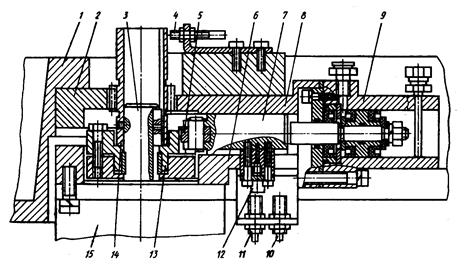
Рис. 8.33. Привод поворота и фиксация инструментального магазина
Шток перемещается в корпусе 8, установленном на основании 6 магазина. Фиксация и расфиксация магазина контролируются бесконтактными конечными выключателями 10 и 11, которые взаимодействуют с планкой 12, закрепленной на штоке 7.
В тех случаях, когда для уменьшения габаритных размеров инструментального магазина хвостовики с инструментами расположены в магазине вертикально, а во время смены инструмента необходимо привести их в горизонтальное положение, применяют кантователи (рис. 8.34). Поворот гнезда 4 магазина с хвостовиком 3 на 90° из вертикального положения в горизонтальное производится гидроцилиндром 9 через зубчатую рейку 8 на штоке поршня и зубчатое колесо 7. Поворотная часть, выполненная в виде кронштейна 1, имеет направляющую, по которой ползун 2 может перемещаться вверх и вниз по отношению к гидроцилиндру 10. Перед сменой инструмента ползун 2 перемещается вверх и гнездо 4 с хвостовиком 3 и инструментом снимается с фиксирующего пальца 5, установленного на торце корпуса 6 магазина.
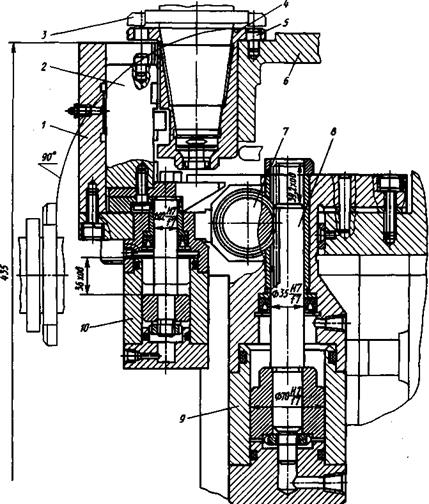
Рис. 8.34. Конструкция кантователя механизма автоматической смены инструментов
После этого происходит поворот кронштейна 1 на 90° в позицию смены инструмента. После смены инструмента автооператором и установки в гнездо 4 снятого из шпинделя станка хвостовика с инструментом кронштейн 1 поворачивается на 90° вверх в первоначальное положение, а гнездо 4 с хвостовиком и инструментом, опускаясь вниз гидроцилиндром 10 с ползуном 2, устанавливается на палец 5.
На рис. 8.35 показаны возможные конфигурации цепных инструментальных магазинов различной вместимостью для многоцелевых станков.
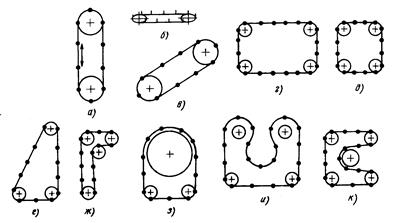
Рис. 8.35. Варианты исполнения цепных магазинов:
а—в — с вертикальным, горизонтальным и наклонным расположением; е—е – с прямоугольной, квадратной и треугольной формой; ж—к – со сложной формой, увеличивающей их вместимость
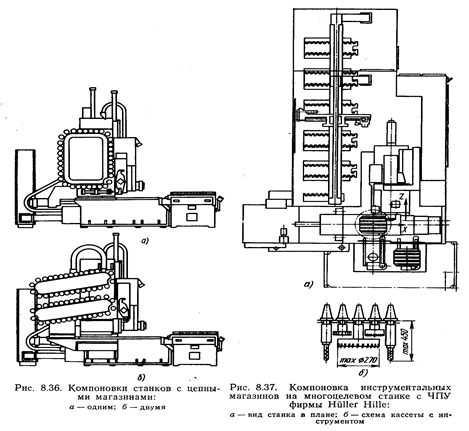
В качестве примера на рис. 8.36 показаны компоновки многоцелевых станков фирмы Cincinnati Milacron (США) с магазинами на 36 (рис. 8.36, а) и 60 (рис. 8.36, б) инструментов. Наличие на станке магазина большой вместимости хотя и значительно расширяет его технологические возможности, но приводит к неполному использованию многих инструментов. Замена большого комплекта инструментов в таком магазине приводит к длительным простоям станка.
Фирма Hüller Hille применяет в качестве инструментальных магазинов унифицированные кассеты (рис. 8.37). В результате общая вместимость магазина регулируется изменением числа установленных на станок кассет, а смена инструмента происходит без остановки станка заменой этих кассет.
На станке фирмы Heller в обычном исполнении имеется инструментальный магазин 1 вместимостью до 30 инструментов, установленный с задней стороны колонны станка (рис. 8.38, а). При необходимости использования большого числа инструментов позади станка может устанавливаться дополнительный инструментальный магазин 3, имеющий вдвое большую вместимость (рис. 8.38, б). Из этого магазина периодически по мере необходимости с помощью робота 2 производится замена инструментов в магазине 1 станка.
На рис. 8.39 показан гибкий производственный модуль фирмы Hüller Hille, в котором имеется четырехпозиционный накопитель 2 инструментальных магазинов 3, 4 и 5. Четвертый сменный инструментальный магазин 6 установлен на станке. При переходе на изготовление деталей новой номенклатуры поочередно устанавливают на станок инструментальные магазины 3, 4 и 5 вместимостью 23 инструмента каждый.
Инструментальный магазин 1 вместимостью 24 инструмента установлен на станке постоянно. В нем расположены стандартные инструменты, применяемые при обработке широкой номенклатуры деталей. Смена комплекта инструментов в нем производится оператором.
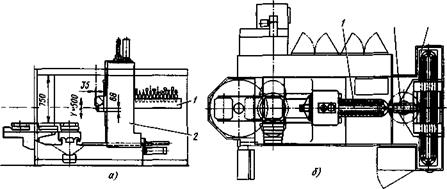
Рис. 8.38. Компоновка инструментальных магазинов на многоцелевом станке с ЧПУ фирмы Heller:
а — при обычном исполнении; б — с дополнительным инструментальным магазином и роботом
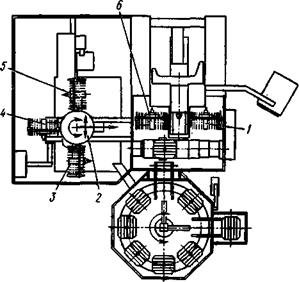
Рис. 8.39. Компоновка инструментальных магазинов на ГПМ фирмы Hüller Hille
Посадочные места в инструментальных магазинах должны соответствовать форме хвостовиков оправок с режущим инструментом и должны быть по возможности конструктивно простыми.
На ряде многоцелевых станков в целях изготовления больших партий деталей небольшой номенклатуры для повышения производительности обработки применяют сменные многошпиндельные головки, которые также устанавливают в магазинах для последующей автоматической смены.
На рис. 8.40 показаны различные варианты исполнения таких магазинов.
При небольшом числе многошпиндельных головок в качестве магазинов применяют револьверные головки, в каждой позиции которых

Рис. 8.40. Компоновки станков со сменными многоинструментальными головками: а — вид станка в плане; б — поворотная головка; в — поворотная головка о наклонной осью вращения; г — с двумя восьмипозиционными поворотными магазинами головок; д — с линейным магазином головок; е — с магазином головок и цепным магазином единичных инструментов
установлены соответствующие многошпиндельные головки (рис. 8.40, а, б, в).
При большом числе многошпиндельных головок их устанавливают в поворотных магазинах 1 и 2, откуда они переставляются в рабочую позицию 3 (рис. 8.40, г), или в линейном магазине 4 (рис. 8.40,5). В последнем случае замена головок 1 и 3 производится поворотным автооператором 2. На рис. 8.40, е показан вариант многоцелевого станка, имеющего два магазина: линейный магазин 1 для многошпиндельных головок и цепной магазин 2 для единичных инструментов, устанавливаемых в шпиндель 3. Хотя в этом случае конструкция станка усложняется, его технологические возможности по сравнению с другими вариантами значительно расширяются и достигается высокая производительность обработки.
|
|
|
