 |


Приспособления для фрезерных станков
|
|
|
|
Некоторые фрезы крепят непосредственно на шпинделе станка: крупные торцовые фрезы привертывают к торцу шпинделя, фрезы с коническим хвостовиком вставляют в коническое отверстие. Для насадных фрез используют оправки, фрезу с цилиндрическим хвостовиком зажимают в патроне, например цанговом.
В простейшем случае ввертывают шомпол в хвостовик фрезы или оправки ключом за квадрат, выступающий с противоположной стороны шпинделя, однако это неудобно. Системы автоматической смены инструмента требуют оснащения всего комплекта оправок дополнительными деталями для захвата их при зажиме. Чтобы уменьшить время ручной установки инструмента и облегчить ее, применяют быстродействующие зажимные приспособления. Пружина 6 (рис. 5.13, а) через шомпол 4 втягивает оправку 3 с фрезой 1 в шпиндель 5. Для смены оправки в верхнюю полость пневмоцилиндра 8 подается сжатый воздух, поршень 9 через стакан 7 сжимает пружину 6 настолько, чтобы фланец оправки, опустившись, освободился от контакта с торцовой
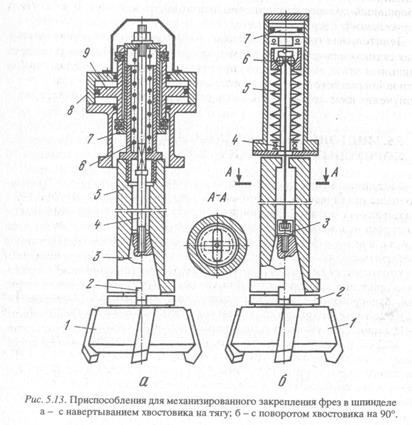
шпонкой 2. Тогда можно легко и удобно свинтить оправку с шомпола и навернуть другую. Вращающиеся и невращающиеся части разделены упорными подшипниками. Другой вариант содержит пружину 5 (рис. 5.13, б), гидроцилиндр 7, шариковое устройство 6, заменяющее упорные подшипники, и тягу 4 вместо шомпола. Принцип действия аналогичен предыдущему варианту, но для разъединения оправки 2 (с фрезой 1) и тяги 4 достаточно поворота ее на 90°. Тогда Т-образный конец тяги пройдет через паз детали 3, ввернутой в оправку.
Заготовки устанавливают и закрепляют с помощью прихватов, подставок, угловых плит, призм, тисков, дополнительных столов и других приспособлений. Тиски и столы могут быть неповоротными и поворотными вокруг вертикальной оси. С помощью универсальных тисков возможен поворот вокруг двух перпендикулярных осей.
|
|
|
Круглые поворотные столы применяют при обработке цилиндрических, граненых, фасонных поверхностей. Непрерывный или периодический поворот заготовки возможен вручную или от электро- (гидропневмо) привода. Можно сообщить движение поворотному столу также от привода основного стола станка, а именно от правого конца продольного ходового винта через зубчатые колеса и карданный вал. Непрерывный поворот стола можно использовать для обработки по типу
карусельно-фрезерных станков.
Делительные головки применяют в основном на консольно-фрезерных станках для установки заготовки и периодического поворота ее на заданные углы, например для прорезания впадин у зубчатых венцов, или непрерывного поворота, согласованного с движением вдоль оси для получения винтовых канавок на сверлах и других инструментах.
МНОГОЦЕЛЕВЫЕ СТАНКИ ДЛЯ ОБРАБОТКИ
КОРПУСНЫХ И ПЛОСКИХ ДЕТАЛЕЙ
Металлорежущие станки, предназначенные для выполнения большого числа различных технологических операций без переустановки обрабатываемых деталей, имеющих устройство автоматической смены инструмента и оснащенных системами ЧПУ, называют многоцелевыми (МЦ). Корпусные и плоские детали можно обрабатывать с одной установки с нескольких сторон (до пяти). Типовыми технологическими операциями являются растачивание, сверление, зенкерование, развертывание, цекование, нарезание резьбы метчиками, фрезерование плоскостей, контуров и фасонных поверхностей. При высокой концентрации выполняемых технологических операций для
МЦ характерна высокая точность обработки (6-7 квалитет).
МЦ снабжают необходимым режущим инструментом, расположенным в специальном инструментальном магазине. В соответствии с заданной управляющей программой используется любой инструмент из магазина, требуемый для обработки соответствующей поверхности. Все более широкое применение находят также устройства автомати ческой смены заготовок, предварительно закрепленных на столах-спутниках.
|
|
|

МЦ для обработки корпусных и плоских деталей по компоновке выполняют горизонтальными, вертикальными и продольно-обрабатывающими. При горизонтальной компоновке (рис. 5.14) ось вращения шпинделя Ш расположена горизонтально, и такие станки чаще всего используют для обработки сложных корпусных деталей. Шпиндельная бабка ШБ перемещается (координата Y) по вертикальным направляющим стойки 3, которая может быть подвижной (координата Z) или неподвижной. Отдельные станки имеют выдвижной шпиндель. На продольном столе (координата X) расположен поворотный стол 1. На верхнем торце стойки смонтирован инструментальный магазин М. В устройство автоматической смены инструмента входит автооператор А. Поворотная платформа 4 служит для установки на столе-спутнике очередной заготовки во время обработки предыдущей детали той же или совершенно иной конфигурации.
На МЦ вертикальной компоновки (рис. 5.15) ось вращения шпинделя Ш расположена вертикально. Станки удобны при обработке многих плоских деталей сложной формы (штампов, пресс-форм, рычагов, крышек, фланцев и т.д.). Шпиндельная бабка ШБ перемещается (координата Z) по вертикальным направляющим стойки. Шпиндель обычно выдвижной. Продольный и поперечный суппорты обеспечивают перемещение детали по координатам X и К Варианты конструкции инструментального магазина М и автооператора А весьма разнообразны.
Типоразмерные ряды МЦ строятся по ширине стола (от 100 до 5000 мм) с коэффициентом геометрической прогрессии 1,26. Величины
перемещения рабочих органов назначают по наибольшему размеру заготовок, устанавливаемых на стол, с учетом возможности выхода режущего инструмента за пределы обрабатываемых поверхностей. В условиях мелкосерийного и серийного производства доля машинного времени в общем времени работы МЦ достигает 70-90% (для сравнения: доля машинного времени на универсальных станках составляет 20-30%), а производительность изготовления деталей превышает производительность обработки на универсальных станках до 10 раз.
|
|
|
Современные МЦ имеют в приводах главного движения чаще всего достаточно мощные электродвигатели постоянного тока с двухзонным регулированием частоты вращения, что обеспечивает работу каждого инструмента в оптимальных режимах. Диапазон регулирования частоты вращения таких электродвигателей от номинальной при постоянной мощности достигает 8:1, а при постоянном крутящем моменте до 1:1000. Механическая часть приводов значительно упрощена и представляет собой двух- и трехступенчатую коробку скоростей, благодаря чему достигаются высокие динамические качества приводов.
Приводы подач МЦ обеспечивают широкий диапазон регулирования рабочих подач (до 10000 раз и более) при постоянном крутящем моменте, высокую скорость вспомогательных перемещений (до 20 м/мин), достаточные тяговые усилия, стабильность и надежность работы. Выполнение этих требований обусловливает широкие возможности МЦ, их высокую точность и производительность. Наибольшее распространение имеют приводы подач с регулируемыми высокомоментными электродвигателями постоянного тока, которые передают движение рабочему органу через винтовую пару качения.


Кинематическая схема станка мод. ИР320ПМФ4 с горизонтальной осью вращения шпинделя приведена на рис. 5.16. Привод главного движения имеет две кинематические цепи. В диапазоне частот вращения шпинделя 1290-5000 мин"1 движение от электродвигателя постоянного тока Ml передается через ременную передачу 1, 2 и зубчатую муфту 5. В диапазоне частот вращения шпинделя 13-1290 мин~' движение от Ml передается через передачу 1, 2 и зубчатые колеса 4, 3, 6 и 7. Прямолинейные перемещения по координатам осуществляются как в режиме установочных движений, так и в режиме подач от высо-комоментных электродвигателей М2, МЗ и М4 через винтовые пары качения 8-9, 27-28, 29-30. Вращение поворотного стола (координата В) осуществляется от высокомоментного электродвигателя М5 в двух режимах. В режиме скоростного вращения (обтачивание) зубчатая муфта 17 передает движение на стол с частотой вращения 10-200 мин-1 через зубчатые колеса 14, 15, 13, 12, 11, 10. В следящем режиме (круговое фрезерование) муфта 17 подключает зубчатые колеса 18, 19, 20, 21, 22, 16, в результате чего частота вращения стола снижается до 0,05-10 мин-1. Привод поворота инструментального магазина содержит высокомоментный электродвигатель Мб и зубчатые колеса 23, 24. Привод устройства автоматической смены столов-спутников с заготовками имеет электродвигатель М7 и червячную передачу 26, 25.
|
|
|
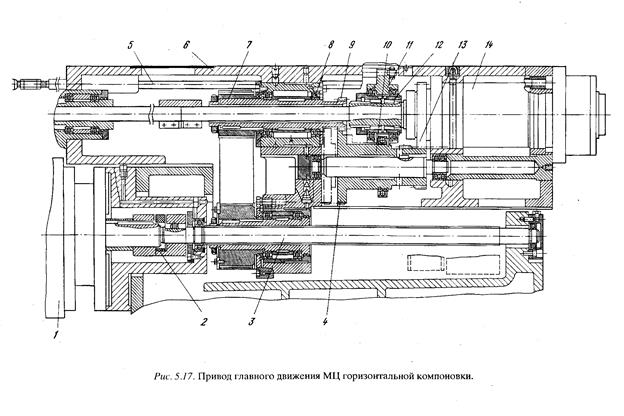
На рис. 5.17 показан пример привода главного движения МЦ горизонтальной компоновки. Электродвигатель 1 соединен муфтой 2 с шли-цевым валом 3. Через поликлиновой ремень 7 вращение передается на втулку 9, смонтированную на подшипниках 8 в корпусе 6. На правом конце втулка имеет зубчатый венец, который может быть соединен либо с зубчатым колесом 4 блока 10 (как на рис.), либо с зубчатой муфтой 12. В первом случае вращение шпинделю 14 передается через колесо 13. Во втором случае вращение шпинделю передается непосредственно от втулки 9. Переключение двухступенчатой коробки скоростей производится гидроприводом с помощью вилки 11, установленной на штанге 5.
(Шпиндельные узлы МЦ являются многофункциональными механизмами, которые служат для установки режущего инструмента, сообщения ему вращения и автоматической замены. При этом требования к основным характеристикам шпиндельных узлов (точности, жесткости, диапазону регулирования частот вращения, быстроходности, надежности и долговечности) постоянно повышаются. Наиболее распространены в МЦ невыдвижные шпиндели на подшипниках качения (рис. 5.18). Опоры шпинделя монтируются либо в корпусе шпиндельной бабки, либо в вынесенной вперед гильзе 11с фланцем для ее крепления в корпусе бабки. Такая конструкция шпинделя позволяет создать на единой конструктивной базе различные модификации шпиндельных узлов по размеру и конфигурации поверхностей для закрепления инструмента, диапазону регулирования частот вращения, положению оси вращения шпинделя, а также облегчает монтаж, регулировку и ремонт шпиндельных узлов.


На рис. 5.18 шпиндель 8 установлен в гильзе 11 на двухрядных роликовых подшипниках 14 и 21, воспринимающих радиальную нагрузку. Осевую нагрузку воспринимает шариковый упорно-радиальный подшипник 12. Натяг в переднем радиальном подшипнике регулируется изменением толщины кольца 16 и перемещением через промежуточное кольцо 13 внутреннего кольца подшипника (с конической шейкой) гайками 9 и 10. Натяг в аналогичном заднем подшипнике изменяется за счет толщины кольца 20 при затягивании болтов 7, в результате чего через втулку 22 смещается внутреннее кольцо подшипника.
|
|
|
Крутящий момент на шпиндель передается от привода главного движения через зубчатую муфту 23. Крутящий момент на режущий инструмент передается через две торцовые шпонки 17. Инструментальные оправки 15 базируются в шпинделе по коническому отверстию. Зажим оправок осуществляется тарельчатыми пружинами 24; усилие зажима можно регулировать гайкой 25. На переднем конце тяги 6 имеется замок, который при перемещении тяги соединяется посредством шариков 19 с хвостовиком 18 оправки. Освобождение оправки выполняется гидроблоком 28 через втулку 4, расположенную в ступице 5. В поршне 27 гидроблока на подшипнике установлен упор 29, который перемещает тягу 6. Освобождение оправки инструмента контролируется бесконтактными датчиками 1, 2, 3.

Коническое отверстие шпинделя и конус оправки обдуваются сжатым воздухом через канал 26.
В корпусе гидроблока (рис. 5.19) с гидроцилиндром 1 расположен привод датчика 5 угловой ориентации шпинделя. Привод состоит из зубчатого колеса 8, передающего вращение от шпинделя, и сдвоенного колеса 7, позволяющего компенсировать боковой зазор в зубчатом зацеплении. Датчик крепится на корпусе винтами 6. Ориентацией шпинделя в заданном угловом положении (для смены инструмента) управляет система ЧПУ. Бесконтактные датчики 3, 4 установлены на кронштейне 2.
На рис. 5.20 показан пример шпиндельной бабки горизонтального станка с вертикальным расположением главного двигателя 1. Враще-

ние от двигателя передается на шпиндель 6 через пару конических колес 2, вращающихся с большой частостой, что обусловливает весьма высокие требования к точности их изготовления и монтажа. При угловой ориентации шпинделя происходит замедление вращения двигателя и его отключение конечным выключателем 4, осуществляющим грубое позиционирование. Точное позиционирование производится с помощью гидроцилиндра 5 и ролика, попадающего во впадину кулачка 3.
На рис 5 21 приведено поперечное сечение шпиндельной бабки. Вертикальное перемещение бабки производится в направляющих качения 2 и 8 с помощью шариковой винтовой передачи, гайка которой закрепляется на фланце 1 корпуса. Переключение блока зубчатых колес 3 производится гидроцилиндром 5, через рычаг 4, а контроль положения осуществляется с помощью штока 7 и конечных выключателей 6.
На рис 5.22 показан пример привода главного движения МЦ вертикальной компоновки. Вращение шпинделя 1 осуществляется либо через ременную передачу 7 при включенной зубчатой муфте 2 и нейтральном положении блока шестерен 3, либо через коробку скоростей при зацеплении колес 9 и 8. Шестерни 4 и 5 закреплены на втулке 6, связанной с хвостовиком шпинделя шпоночным соединением. Механизм перемещения вилки 12 содержит электродвигатель 17, зубчатую передачу 11 и винт 10 Между гайкой и вилкой установлена пружина 18, которая сжимается в случае совпадения зубьев переключаемых элементов, а затем при их медленном повороте досылает муфту в рабочее положение Величину перемещения вилки настраивают кулачками 13 и 14, ~ воздействующими на микровыключатели 15 и 16. Механизм перемеще-
ния блока шестерен 3 устроен аналогично.
На рис 5.23 изображен вариант привода подач МЦ на примере привода вертикальной подачи шпиндельной бабки (см. также рис. 5.14, координата Y). Высокомоментный электродвигатель 7 закреплен на стойке МЦ с помощью основания 6; он соединен с ходовым винтом 1 винтовой пары качения через сильфонную муфту 5, которую устанавливают на конических втулках 9, 10 и фиксируют болтами 8. Ходовой винт 1 установлен в радиально-упорном подшипнике 3 в расточке основания 6. Натяг в упорном подшипнике регулируется за счет изменения длины L втулки радиального подшипника при соответствующем повороте гайки 4 и последующем стопорении ее винтом 11. Гайка качения 2, работающая в паре с ходовым винтом 1, закреплена на шпиндельной
бабке В электродвигатель встроена тормозная муфта, предотвращающая падение шпиндельной бабки при отключении электропитания. Обратная связь по положению рабочего органа (координата Y) осуществляется с помощью датчика (например, линейного индуктосина).
Вариант конструкции привода поворотного стола МЦ, показанный на рис. 5.24, содержит червячную передачу 15, 14. Червяк 15 соединен через муфту с высокомоментным электродвигателем. Поворотный стол 5 вместе с фланцем 13 и гидроцилиндром 11 установлен на неподвижной оси 1 в корпусе 18 прямоугольного стола (см. также рис. 5.14, координата X). Перед поворотом выводятся из зацепления полумуфты 2 и 3, фиксирующие поворотный стол относительно корпуса 18, для чего стол приподнимается поршнем 10. При этом масло подается по каналу К4 и стол вместе с гидроцилиндром перемещается вверх до тех пор, пока не будет выбран зазор в упорном шарикоподшипнике 19. Электродвигатель через червячную передачу поворачивает гидроцилиндр и связанный с ним шпонкой 4 стол на заданный угол. По окончании

Рис. 5.22. Привод главного движения МЦ вертикальной компоновки.

Рис. 5.23. Привод подач МЦ.
поворота масло подается по каналу Kj и стол опускается с фиксацией зубьями полумуфт. В верхней части поворотного стола расположен гидроцилиндр 9 для закрепления столов-спутников 7, которые базируются пальцами 6, 12 и поджимаются фланцем 8 при подаче масла по каналу К2. Для снятия спутников с фиксаторов масло подается по кана лу Кз в верхнюю полость гидроцилиндра 9. Прямоугольный (основной) стол имеет направляющие скольжения с накладками 16, 17, 21 из фторопласта и роликовые направляющие качения 20, 22, 23. Конструкция поворотного стола приведена на рис. 5.25. Вращение
стола осуществляется червячной парой 9, а точная угловая ориентация производится круговым индуктосином. Статор 3 индуктосина установлен на фланце 4, который в свою очередь, через трубу 5 закрепляется к неподвижному корпусу 11 стола. Ротор 2 индуктосина через фланец 1 установлен на поворотной части стола 6. При повороте стол базируется в цилиндророликовых подшипниках 12. Фиксация поворотной части стола после поворота осуществляется с помощью фрикционного тормоза, один диск 7 которого закрепляется на поворотной части, а другой 8 - на неподвижной части стола.

Рис. 5.24. Привод поворотного стола МЦ.
При подаче масла в отдельные карманы 13 зажимного устройства


(выполненного в виде отверстий с вставленной в них манжетой) происходит закрепление поворотной части. Подача масла и воздуха вспутник при его установке на столе производится по соответствующим трубопроводам 10.
МЦ отличает высокое быстродействие всех механизмов. Скорость вспомогательных перемещений приводов подач достигает 20 м/мин. Устройства автоматической смены инструмента обычно имеют цикл работы 5-10 с. Время автоматической смены заготовок при использовании столовспутников может занимать 30-50 с. В то время как один из столов-спутников находится на станке и установленная на нем заготовка обрабатывается, на других столах-спутниках могут производиться следующие операции: смена обработанной заготовки на необработанную, переустановка и зажим частично обработанной заготовки в другое положение, доставка заготовки после обработки в по зиции контроля или промывки, доставка детали на межоперационные транс портные устройства.
Комплект режущего и вспомогательного инструмента для МЦ при обработке корпусных и плоских деталей показан на рис. 5.26. Вспомо гательным инструментом является ряд шпиндельных оправок, переход ных оправок и зажимных патронов. Непосредственно в шпинделе станка закрепляются: оправки а; б, в для расточного инструмента; оправка г, д, е для фрез с торцовой или продольной шпонкой, передающих крутящий момент режущему инструменту; цанговый патрон ж для сверл, зенкеров, разверток и небольших фрез, имеющих цилиндрический хвостовик; специальный патрон з для метчиков; патрон и для переходных оправок н-ф, позволяющих регулировать осевое положение инструмента; оправка-центроискатель к; оправка л для концевого инструмента с конусом Морзе и с поводком; оправка м для концевого инструмента с конусом Морзе, без поводка. На рис. 5.27 показан вариант привода поворота инструментального магазина, размещенного на верхнем торце стойки 2 станка (см. также рис. 5.14). Приводом поворота магазина (с вертикальной сью вращения) служит высокомоментный электродвигатель 10 и зубчатая передача 12, 18. Угол поворота отсчитывается с помощью датчиков 14 и 15, установленных на кронштейне 13: датчик 14 взаимодействует с упором 17, фиксирующим исходное положение магазина, а датчик 15 с упорами 16, установленными против каждого гнезда 20 и служащими для отсчета гнезд инструментальных оправок 21. Корпус магазина 19 имеет круговые направляющие скольжения с накладками 3,4,5.
Магазин оснащен фиксирующим устройством. На валу электродви гателя закреплен диск 11с двумя полукруглыми пазами П. Когда инструментальная оправка подходит к позиции смены инструмента, ролик 9 вводится штоком гидроцилиндра 6 в паз диска, а датчик 8 подает команду на выключение электродвигателя и вызов автоматического цикла смены инструмента. Перед следующим поворотом ролик выводится из паза диска и датчик 7 включает электродвигатель. Инструментальные оправки фиксируются в гнездах магазина фиксаторами 24 с

Рис. 5.27. Привод инструментального магазина.
шариками 23 и пружинами 22. Датчик 1 контролирует наличие оправки в соответствующем гнезде. Каждая оправка устанавливается в гнездо магазина в определенном угловом положении по направляющей шпонке, что необходимо для совмещения паза оправки со шпонками шпин-
деля, который при смене инструмента также останавливается в определенном угловом положении.
Чтобы захватить инструмент из магазина, корпус 4 автооператора (рис. 5.28) поднимается гидроцилиндром 6 по цилиндрическим направляющим 5, 7 и один из захватов фиксирует фланец соответствующей оправки. Захваты 9, 10 с пружиной 13 и осями 11, 12 смонтированы в корпусе 20, соединенном с гильзой 18. В крышке 17 гильзы закреплен шарикоподшипник 16, посаженный на шток 15 гидроцилиндра 21. При перемещении поршня 22 движется гильза 18 с захватами и оправки с режущим инструментом выводятся из гнезда магазина или из посадочного конуса шпинделя. Для поворота корпуса 20 с захватами на 180° служат гидроцилиндр 8 и рейка 3, которая зацеплена с зубчатым венцом 2, закрепленным на стакане 1. Правая часть стакана соединена
двумя шпонками 14 и 19 с гильзой 18.
Устройство автоматической смены столов-спутников с обрабатываемыми деталями показано на рис. 5.29 (см. также рис. 5.14). Спутник 11 устанавливают на поворотную платформу 7 (вместимостью два спутника), на которой смонтированы гидроцилиндры 10 и 13 с Т-образными захватами 6 и 14 на штоках. При установке на платформу (перемещение по стрелке Б) спутник скобой 12 входит в зацепление с захватом 14.
Спутник базируется в позиции ожидания и может перемещаться гидроцилиндром 10 по роликам 8 и 9. Очередную заготовку закрепляют на спутнике во время обработки предыдущей заготовки в позиции ожидания либо вне платформы.
После завершения обработки заготовки стол станка автоматически передвигается к устройству смены спутников и фигурная скоба спутника входит в зацепление с захватом 6, предварительно выдвинутым штоком по стрелке А. Затем гидроцилиндром 13 спутник с обработанной заготовкой перемещается на платфому. Чтобы поменять два спутника местами, платформа со стойкой 15 поворачивается на 180° с помощью привода, имеющего гидроцилиндры 5, 16 и реечную передачу 4-3. Положение платформы относительно стола станка можно регулировать болтами 2,17, расположенными на плите 1.
Обработка на МЦ с интенсивным, во многих случаях длительным процессом резания требует эффективного охлаждения смазочно-охлаждающей жидкостью (СОЖ) режущего инструмента и обрабатываемой

Рис. 5.28. Автооператор

Рис. 5.29. Устройство автоматической смены столов-спутников.
заготовки, а также удаления стружки из зоны обработки. МЦ обычно снабжаются системами СОЖ производительностью до 100-150 л/мин.
В условиях автоматической работы станка при изменяющихся в широких пределах размерах заготовок и оснастки необходимо, чтобы СОЖ попадала в различные зоны обработки и места возможного скопления стружки. Для этого СОЖ подается через несколько регулируемых каналов в гильзе шпинделя и вокруг него. При обработке труднодоступных мест можно подавать СОЖ непосредственно через инструментальную оснастку. (Станочное оборудование автоматизированного производства. Т.2. Под ред. В.В. Бушуева. – М.: Изд-во «Станки», 1994.-656 с.)
|
|
|
