 |


Требования техники безопасности и производственной санитарии
|
|
|
|
Работа станочника имеет свои психологические особенности. В этом отношении чувство уверенности станочника в станке особенно важно. Это чувство повышается, если он убежден, что безопасность его работы гарантирована конструкцией станка.
Обеспечение оптимального трудового процесса станочника — одно из важных эксплуатационных требований, предъявляемых к конструкции современного станка. Надо создать такие условия для станочника, при которых в течение всей рабочей смены сохранялась бы высокая работоспособность и была бы обеспечена безопасность. Поэтому конструктор должен ясно представить себе трудовой процесс станочника, который будет работать на проектируемом станке. С другой стороны, внимание станочника надо сконцентрировать на тех моментах обслуживания станка, которые не поддаются предварительному учету.
Общие требования безопасности работы на металлорежущих станках установлены ГОСТ 12.2.009—75. В этом ГОСТе кроме общих требований предусмотрены и требования к электрооборудованию станков и местному освещению, а также дополнительные требования к станкам различных групп (токарным, фрезерным и т. д.).
Для создания условий, обеспечивающих безопасность работы и снижение утомляемости рабочего-станочника, при конструировании станков необходимо делать следующее.
1, Предусматривать ограждения вращающихся и движущихся частей, расположенных вне корпусов станков.
8. Предусматривать устройства, защищающие рабочего от стружки, абразивной пыли и смазочно-охлаждающей жидкости (СОЖ).
Эти защитные устройства должны иметь рукоятки, скобы и т. п. для удобного и безопасного открывания, снятия, перемещения и установки. Причем необходимо, чтобы открывающиеся защитные устройства можно было перемещать при установившемся движении, прикладывая к ним силу не более 4 кгс (40 Н). Защитные устройства, снимаемые при смене детали или инструмента, при измерении обрабатываемой детали, при подналадке станка и в других подобных случаях, должны иметь массу не более 6 кг и крепление, не требующее применения инструментов. Кроме того, защитные устройства не должны вызывать неудобства при работе, наладке и уборке, а также ограничивать технологические возможности станка.
|
|
|
Станки, работающие с образованием пыли, в количествах, превышающих предельно допустимые санитарными нормами СН 245—71, необходимо снабжать телеприемниками. А станки, работающие с охлаждением инструмента методом полива или распыления и выделением вредных аэрозолей и паров сверх норм, установленных СН 245—71, нужно снабжать отсасывающими устройствами.
Выступающие при работе за пределы станины торцы узлов, перемещающихся со скоростями более 150 мм/с, необходимо окрашивать (по ГОСТ 12.4.026—76) полосами желтого и черного цветов одинаковой ширины (по 20—50 мм) и под углом 45°.
3. Автоматизировать работу станка (цикл работы, контроль размеров обрабатываемых деталей, удаление стружки, смазку, подачу охлаждающей жидкости).
4. Предусматривать рациональную систему управления станком (автоматизацию управления, дистанционное управление, программное управление, правильное устройство и рациональное расположение органов управления, надежную фиксацию рукояток управления и т. д.).
5. Снабжать станки тормозными устройствами (лучше автоматизированными).
6. Промежутки между подвижными частями станка делать не менее: 30 мм — в тех местах, куда может попасть палец рабочего; 120 мм — где может попасть рука; 350 мм — где есть опасность попадания головы или корпуса рабочего.
7. Снижать до минимума шум станка. Длительное действие шума на человека истощает нервную систему, вызывает замедление психических реакций, понижает внимание, вызывает нарушение регулирования кровяного давления, повышает травматизм и приводит к снижению производительности труда.
|
|
|
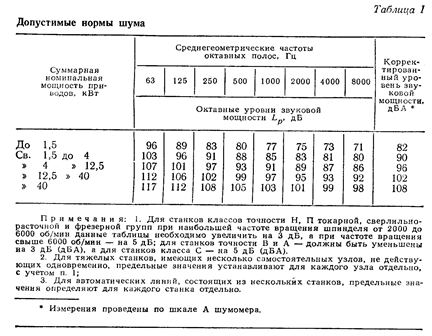
Отраслевой стандарт ОСТ2 Н89-40—75 устанавливает технические нормы па уровни шума, создаваемого станками при их работе на холостом ходу в установившемся режиме. Нормируемыми величинами для оценки шума являются: а) для опытных образцов (партии) станков — октавные уровни звуковой мощности (дБ) и корректированный уровень звуковой мощности (дБА); б) для станков, работающих в условиях единичного и серийного производства — корректированный уровень звуковой мощности (дБА).
Для более полной оценки действия шума на человеческий организм необходимо разделять шумы в зависимости от их частоты, так как уровень шума не определяет полностью степень раздражающего действия на человека. Для каждой частотной группы установлен свой допустимый уровень шума (табл. 1). Кроме того, учитывается также номинальная суммарная мощность приводов станка, одновременно работающих в процессе рабочего цикла.
В станках шум создается движущимися элементами: зубчатыми, ременными и цепными передачами, храповыми механизмами, кривошипно-шатунными и различными рычажными устройствами, подшипниками и др.
Шум в зубчатых передачах может возникнуть из-за технологических погрешностей их изготовления: ошибок основного и окружного шагов, профилей зубьев; биения зубчатого венца; недостаточного качества обработки и др. Установлено, что зубчатые колеса, нарезанные на зубофрезерных станках, работают с меньшим шумом, чем полученные долблением, а обработанные шевингованием — с меньшим шумом, чем шлифованные. Рекомендуется одну пару колес проверить на шум и только потом делать всю партию.
Возникновению шума способствуют погрешности монтажа: непараллельность валов, осевое и радиальное биение колес, излишние зазоры в подвижных соединениях и др. Реверсирование, изменение нагрузки, резкие ускорения и замедления, свойства смазки также оказывают влияние на уровень шума в зубчатых передачах. Уменьшение угла зацепления, применение колес с косыми и шевронными зубьями обеспечивает снижение шума в передачах.
|
|
|
Мерами, снижающими шум зубчатых колес, являются: подбор зубчатых колес парами по шуму и пятну контакта, шлифование и притирка зубьев, обкатка колес, применение бочкообразной формы зубьев, применение пластмасс и клееных листовых материалов для изготовления колес, установка демпфирующих чугунных разрезных колец в ободы (рис. 19), использование прокладок из демпфирующего материала (картона, хлопчатобумажной ткани и др.), проектирование зубчатых колес достаточной ширины, изготовление ступиц колес из чугуна, а не из стали, улучшение смазки, применение для передвижных колес эвольвентных шлицевых соединений.
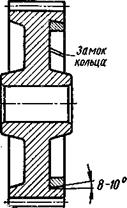
Рис. 19. Прием снижения шума при работе зубчатых колес с помощью чугунного кольца
Если шума избежать нельзя, то необходимо предусмотреть надежную звукоизоляцию установкой зубчатой передачи в специальный кожух, например, из листовой стали, на внутреннюю поверхность которого укрепить слой звукоизоляционного материала. При наличии отверстий в кожухе, если даже они занимают менее 10% общей площади, звук поглощается плохо. Поэтому желательно в отверстия помещать звукопоглощающие уплотнения. В некоторых случаях, наоборот, введение отверстий снижает шум, что зависит от размеров, толщины материала кожуха, частоты звука и др. Наиболее рациональная конструкция звукоизоляции определяется после проведения испытаний и исследований.
Для снижения шума в ременных передачах рекомендуется применять ремни со склеенными концами или бесконечные ремни и натяжные устройства для уменьшения скольжения. Для снижения шума в цепных передачах необходимо применять бесшумные цепные передачи специальных конструкций, в том числе и из пластмасс, и обеспечивать надежную смазку. Шум при работе подшипников качения (с предварительным натягом) снижается при применении надежной смазки, тщательном их монтаже, своевременном регулировании и, если необходимо, замене новыми. Использование подшипников скольжения вместо подшипников качения обеспечивает практически бесшумную работу механизма. Уровень вибрации станков не должен превышать требований СП 245—71.
|
|
|
8. Предусматривать местное освещение и рационально располагать источники света так, чтобы они освещали зону обработки детали и ее контроля, лимбы. Необходимо использовать естественный свет в правильном сочетании с искусственным, располагать источники света так, чтобы избежать их слепящего действия на рабочего. Исследованиями установлено, что наилучшие условия освещения обеспечиваются тогда, когда отношение местного и общего освещения составляет 1:1. Устройства местного освещения должны обеспечивать освещенность на рабочих поверхностях в соответствии с требованиями санитарных норм и правил СН и П ПА-9—71, а также нормативно-технической документации станкостроения.
9. Предусматривать соответствующий цвет для окрашивания станка и цвет фона для выделения обрабатываемой детали.
10. Предусматривать предохранительные устройства: ограничители хода, предохранители от чрезмерных напряжений, устройства, предотвращающие самопроизвольное опускание шпинделей, поперечин и др. (обычно массу противовеса принимают равной 90—95% массы подвижного элемента), блокировочные устройства, сигнализацию (световую, звуковую, различные указатели и др.).
11. Предусматривать местную вентиляцию, особенно для шлифовальных, заточных и полировальных станков.
12. Обеспечивать надежное закрепление инструмента и обрабатываемой детали.
13. Предусматривать хороший отвод и сбор стружки и охлаждающей жидкости.
14. Исключать возможность случайного включения пусковых кнопок и рукояток.
15. Обеспечивать надежное заземление станка.
16. Обеспечивать удобное подвешивание и устойчивое положение тяжелых деталей, узлов и станка в целом при переносе их краном во время сборки и установки. Если станок или его тяжелую деталь удобно при переносе захватывать канатом (рис. 20, а),то не надо предусматривать специальные устройства, облегчающие подъем и транспортирование. В противном случае на станке необходимо иметь грузовые винты, отверстия и т. п. Один грузовой винт или одно отверстие допустимо и достаточно иметь на станках и деталях, имеющих по сравнению с высотой небольшую длину (рис. 20, б).Место подвеса должно быть расположено значительно выше центра тяжести и лежать с ним на одной вертикали. У станков и деталей удлиненной формы и в тем случае, когда точку подвеса по конструктивным соображениям нельзя расположить в требуемом месте, предусматривают два грузовых винта или два отверстия (рис. 20, в).
17. Обеспечивать простоту и легкость обслуживания и ремонта станка.
Нормальный высокопроизводительный труд станочника в значительной степени зависит от условий его работы, от воздействия на него окружающей среды. Различают четыре типа условий работы: невыносимые, некомфортные, комфортные, высшего комфорта (рис. 21).
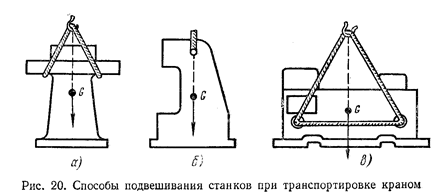
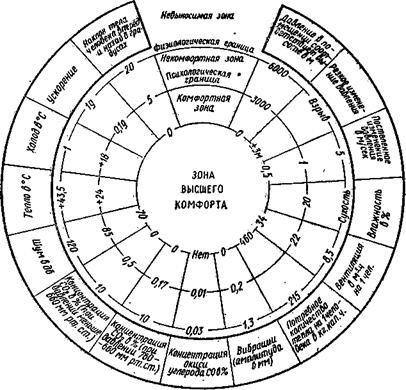
Рис. 21. Схема внешних условий, определяющих степень комфорта
|
|
|
