 |


И агрегатирование в станкостроении
|
|
|
|
Стандартизация — установление единых норм и требований, предъявляемых к сырью, полуфабрикатам, готовым изделиям и материалам.
Существуют стандарты государственные, отраслевые и стандарты предприятий. Ежегодно выпускают указатели действующих государственных и отраслевых стандартов, которые при каждом выпуске изменяют и дополняют.
В станкостроении стандартизованы основные параметры большинства металлорежущих станков, а также размеры ряда узлов, деталей и элементов деталей (делительные головки, столы, кольца установочные, концы шпинделей и др.). Основой стандартизации являются предпочтительные числа и ряды предпочтительных чисел (см. приложение 1). ГОСТ 8032—56 устанавливает предпочтительные числа и ряды предпочтительных чисел, которые должны применяться при выборе параметров и размеров изделий и их отдельных частей. Ряды предпочтительных чисел представляют собой десятичные ряды геометрической прогрессии со знаменателями:

В станкостроении используются несколько дополнительных значений знаменателей геометрической прогрессии (см. ниже).
Методику применения предпочтительных чисел при выборе линейных размеров и конструировании, а также методику конструирования с использованием их см. в книге [64].
Унификация — устранение многообразия в типоразмерах и марках продукции (машин, узлов, деталей), а также сведение к рациональному минимуму характеристик изделий и методов испытания.
В станкостроении унификация получила широкое распространение. Существует внутрирядовая (внутриразмерная) унификация (унификация узлов и деталей внутри ряда однотипных станков) и внерядовая (межразмерная) унификация (унификация узлов и деталей среди разнотипных станков).
|
|
|
Показателями унификации являются следующие коэффициенты.
1. Коэффициент унификации по числу деталей
 У
У
где  — число унифицированных деталей; деталей;
— число унифицированных деталей; деталей;  – общее число деталей.
– общее число деталей.
2. Коэффициент унификации по массе

где  – масса унифицированных деталей;
– масса унифицированных деталей;  – масса всего станка.
– масса всего станка.
3. Коэффициент унификации по трудоемкости

где  – суммарная трудоемкость изготовления унифицированных деталей;
– суммарная трудоемкость изготовления унифицированных деталей;  – полная трудоемкость изготовления станка.
– полная трудоемкость изготовления станка.
Стандартизация, нормализация и унификация при проектировании и производстве станков позволяют обеспечить взаимозаменяемость узлов и деталей, укрупнить серийность изготовляемых деталей, проводить типизацию технологических процессов, сократить сроки и трудоемкость освоения новых станков, многократно использовать изготовленную технологическую оснастку, увеличить долговечность станков применением уже испытанных в эксплуатационных условиях конструкций, специализировать заводы (организовать поставки по кооперации), повысить ритмичность работы предприятий.
Агрегатирование — метод создания металлорежущих станков (и любых других машин) в основном из нормализованных и стандартных узлов и деталей.
В современном машиностроении с каждым годом увеличивается применение специальных станков, так как они более производительны и экономичны по сравнению с универсальными станками. Однако непрерывный рост числа и номенклатуры выпускаемых промышленностью изделий и постоянное совершенствование их конструкций требуют частой перестройки производства (т. е. разработки новых технологических процессов, изготовления новой технологической оснастки, нового специального оборудования и т. д.). Следовательно, необходимо применять такой метод создания специального оборудования, который позволил бы проектировать, изготовлять и переналаживать его при смене объекта производства с минимальными материальными затратами и в кратчайшие сроки. Эти требования могут быть выполнены лишь тогда, когда конструкции станков создают, используя методы агрегатирования. Еще больший эффект можно получить, если при этом провести также типизацию технологических процессов и агрегатирование технологической оснастки. Проектирование станка в этом случае заключается в рациональной компоновке (рис. 1 и 2)имеющихся нормализованных и стандартных узлов и деталей и разработке отдельных специальных узлов и деталей в зависимости от выбранной схемы компоновки и особенностей обрабатываемой детали.
|
|
|
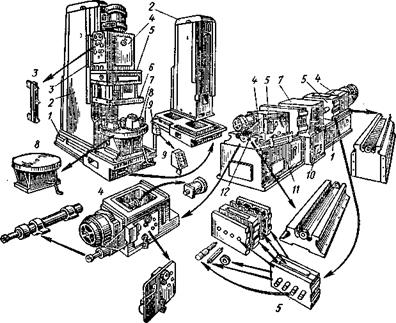
Рис. 1. Узлы агрегатных станков:
1– станина; 2 — колонна; 3 — упор управления; 4 — силовая головка; 5 — шпиндельная коробка; 6 — кондукторная плита; 7 — приспособление; 8 — поворотный стол; 5 — пульт управления; 10 — средняя часть; 11 — наклонная станина; 12 – салазки с направляющими
Агрегатные станки наиболее часто используют для сверлильно-расточных, резьбонарезных и фрезерных работ. На агрегатных станках можно получить второй класс точности, а при тщательном и точном изготовлении станка — первый. Шероховатость обработанной поверхности зависит от режимов обработки, применяемых инструментов и станка.
К нормализованным узлам агрегатных станков относятся силовые головки, силовые столы, бабки силовые, бабки фрезерные, станины, поворотные столы, стойки, основания, гидропанели, гидроцилиндры, электрошкафы, пульты управления, упоры управления, вспомогательный инструмент и т. д. К специальным узлам относятся шпиндельные коробки, приспособления, кондукторы, люнеты, специальные станины, электрооборудование, специальные поворотные столы и т. д. Отдельные детали шпиндельных коробок, приспособлений, кондукторов, люнетов, инструментов, электрооборудования и других узлов также нормализованы.
Выпускают несколько размеров однотипных по конструкции нормализованных узлов и деталей агрегатных станков, что позволяет создавать различные по размерам агрегатные станки.

По общей компоновке агрегатные станки могут быть- а) горизонтальными, вертикальными, наклонными, комбинированными; б) односторонними, двусторонними, многосторонними; в) с неподвижным, с поворотным или с подвижным столом; г) однопозиционными, двух позиционными, многопозиционными.
|
|
|
Конструктор должен выбрать наиболее рациональную компоновку станка, в которой максимально использованы нормализованные и стандартные узлы и детали и обеспечены преимущества метода агрегатирования.
Агрегатные станки имеют ряд существенных преимуществ по сравнению со специальными станками неагрегатного типа Объем конструкторских работ при проектировании агрегатного станка по сравнению с проектированием специального станка такой же сложности сокращается примерно в 5—6 раз, а производственный цикл в 4—5 раз. Появляется возможность переналадки станка и многократного использования многих узлов и деталей при смене объекта производства. Благодаря всему этому снижается себестоимость и трудоемкость изготовления агрегатных станков
При использовании на агрегатных станках большого числа одновременно работающих инструментов и уменьшении числа операций (благодаря концентрации операций) значительно повышается производительность и снижается трудоемкость обработки.
Не только специализированные проектные организации и заводы, но и заводы-потребители могут компоновать нужные для своего производства агрегатные станки. Это позволяет осуществить в кратчайшие сроки и в широких масштабах механизацию и автоматизацию производственных процессов. Вследствие концентрации операций и замены нескольких универсальных станков одним агрегатным значительно уменьшаются производственные площади, увеличивается долговечность станков, поскольку в них применяются уже испытанные в эксплуатационных условиях и хорошо себя зарекомендовавшие конструкции узлов и деталей. Это приводит к уменьшению расходов на эксплуатацию и повышает ритмичность работы предприятий. Появляется возможность периодической модернизации станков с заменой отдельных узлов и деталей, упрощается их обслуживание и ремонт, повышается культура производства и улучшаются условия труда.
|
|
|
Применение агрегатных станков открывает широкие возможности для специализации заводов про производству нормализованных узлов и деталей.
На агрегатные станки и их узлы созданы кроме нормалей отдельных заводов и проектных организаций нормали машиностроения (например: МН 2753—61 — на основные параметры агрегатных станков; МН 2754—61 — на силовые головки; МН 2755—61 — на силовые столы прямолинейной подачи; МН 3447—
— 62 — на корпусные базовые детали; МН 5804—66 МН 5806—66 и МН 1643—61—МН 1743—61 — коробки многошпиндельные и др. [45].
Нормаль машиностроения МН 2753—61 устанавливает основные параметры агрегатных станков. На рис. 3 показаны различные компоновки агрегатных станков, предусмотренные этой нормалью. Основные размеры агрегатных станков установлены ГОСТ 19468—74.
Метод агрегатирования широко применяется и при создании автоматических станочных линий (рис. 4). Нормализованными элементами в данном случае являются: узлы агрегатных станков, приводы шаговых транспортеров, кантователи межоперационные, толкатель гидравлический, привод поворотного устройства, ключи электромеханические, гидростанции, пневматические приводы и другие узлы и детали. Использование нормализованных узлов и деталей и в этом случае имеет большие преимущества и обеспечивает значительный экономический эффект.
Следовательно, на всех стадиях проектирования, изготовления и испытания опытных образцов должно быть обращено особое внимание на использование стандартных, нормализованных агрегатов, узлов и деталей, а также на рациональную унификацию узлов и деталей, элементов деталей, заготовок, материалов, видов покрытий, термической обработки и т. д.
Перед конструкторами-станкостроителями стоят большие задачи в части создания унифицированных узлов и деталей для агрегатирования большинства групп и типов станков, станочной оснастки, загрузочных устройств, вспомогательного инструмента и др., в том числе станков с ЧПУ, многооперационных станков, автоматизированных участков и производств. Надо полагать, что будущее станкостроения — это станки, автоматические линии, автоматизированные участки и производства, скомпонованные из отдельных стандартизованных «кирпичиков» (элементов). При этом эти «кирпичики» должны быть выдержаны в едином стиле, иметь высокие технические и эстетические качества.


Рис. 4. Автоматическая линия из агрегатных станков (нормализованные узлы не заштрихованы, специальные — заштрихованы)
|
|
|
