 |


Пример изготовления штампованной поковки
|
|
|
|
За три технологических операции
Заготовку для штамповки, как правило, отрезают от прутков сортового проката длиной 5–6 м на пресс-ножницах. Наибольший разрезаемый диаметр заготовки равен 150 мм (рис. 9, а). Далее проводят осадку заготовки (рис. 9, б). Затем производится штамповка за один переход в открытом штампе на прессе или молоте (рис. 9, в – д).

|
ВАРИАНТЫ ЗАДАНИЯ ДЛЯ ВЫПОЛНЕНИЯ РАБОТЫ
(материал изделия указывает преподаватель)
1)
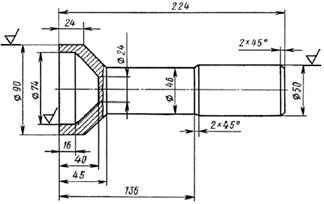
 Ступица
Ступица
| 2)
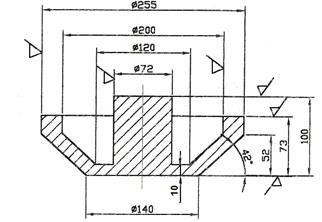
 Крышка
Крышка
|
3)
 Ступица
Ступица
| 4)
 Полумуфта
Полумуфта
|
5)
 Фланец
Фланец
| 6)
 Шестерня
Шестерня
|
7)
 Штуцер
Штуцер
| 8)
 Ступица
Ступица
|
9)
 Фланец
Фланец
| 10)
 Ступица
Ступица
|
11)
 Цапфа
Цапфа
| 12)
 Фланец Фланец
|
ЛАБОРАТОРНАЯ РАБОТА №6
ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ
РУЧНОЙ ДУГОВОЙ И КОНТАКТНОЙ СВАРКИ
Цель работы
1. Изучить оборудование и основные параметры режима ручной дуговой сварки.
2. Изучить разновидности и оборудование электрической контактной сварки.
3. Освоить элементы практических навыков сварки.
Материалы и оборудование
1. Сварочный пост ручной дуговой сварки.
2. Машины для электрической контактной сварки.
3. Приборы для измерения напряжения и тока.
4. Образцы для сварки и сварочные материалы.
Порядок выполнения работы
1. Ознакомиться с основными сведениями по теме работы.
2. Выполнить экспериментальную часть в соответствии с методическими указаниями.
3. Проанализировать полученные результаты и сделать выводы по результатам работы.
Основные положения
|
|
|
Ручная дуговая сварка покрытым плавящимся электродом
Сварка – это процесс получения неразъемных соединений путем установления межатомных связей между поверхностями свариваемых заготовок за счет их плавления и пластической деформации.
В производстве сварных металлоконструкций чаще других способов используется ручная дуговая сварка, что обусловлено следующими ее преимуществами: высокими прочностными свойствами сварных соединений, возможностью применения в труднодоступных местах, простотой и надежностью оборудования, широким выбором типов сварочных электродов и, следовательно, большим диапазоном технологических возможностей.
Ручная дуговая сварка выполняется за счёт мощного электродугового разряда поддерживаемого между заготовкой и электродом. Все операции по зажиганию дуги, перемещению дуги относительно изделия и подаче электрода в зону дуги выполняются вручную, с помощью электрододержателя, который держит в руке сварщик.
Принцип работы сварки основан на использовании тепловой энергии сварочной дуги, внутри которой температура поднимается до 6000 –8000 °С. Сварочная дуга – это мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка начинается в момент зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги обычно включает три этапа:
1) короткое замыкание электрода на заготовку, при этом в точках касания происходит разогрев металла;
2) отвод электрода на расстояние 3 – 6 мм. На этом этапе под действием электрического поля начинается эмиссия электронов с поверхности разогретых пятен. Столкновение быстро движущихся электронов с молекулами газов и паров металла приводит к ионизации воздушного зазора, дуговой промежуток становится электропроводным;
3) возникновение устойчивого дугового разряда.
|
|
|
|
|
|
