 |


Построение элементов контура поковки
|
|
|
|

Рис. 4. Примеры назначения припуска на механическую обработку
и технологического радиуса скругления поковки:
а – в – внешний контур; г – ж – внутренний
Рассмотрим некоторые принципы построения контура поковок на пересекающихся поверхностях с образованием острых ребер и углов (т. е. радиусы скруглений отсутствуют). Примем во внимание, что поковку невозможно изготовить без технологических радиусов. На рис. 4 показано несколько вариантов назначения радиусов для выступающих элементов поковок.
1. Рис. 4, а. Припуск на механическую обработку находится на левой боковой поверхности перпендикулярно ей. Технологический радиус нельзя образовывать за счет уменьшения припуска. Поэтому его назначают равным припуску r = h, из-за чего на смежной поверхности образуется технологический напуск, равный по величине припуску.
Правая и торцевая поверхности поковки не имеют припусков, поэтому, из условия равенства припусков и напусков на всех трех поверхностях, максимальный радиус скругления между ними равен R = (2…4) h.
2. Рис. 4, б. При торцевом расположении припуска оба радиуса имеют минимальное значение.
3. Рис. 4, в. При отсутствии припусков на всех трех поверхностях радиусы можно выбирать исходя только из технологических требований, что приведет к увеличению напусков.
4. Рис. 4, г – ж. На рисунках показаны четыре варианта построения контура поковки для углублений (отверстий) и смежных с ними поверхностей (R – радиус, назначаемый только из требований технологии штамповки).
ПРИМЕР ВЫПОЛНЕНИЯ ЗАДАНИЯ

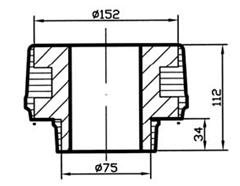
Рис. 5. Чертеж детали, изготовленной из прутка металлообработкой
Припуски на механическую обработку выбирают по массе поковки и конкретному размеру. Так как масса поковки пока неизвестна, ее рассчитывают из массы детали.
|
|
|
Массу детали находим по формуле:
G Д = V · γ,
где G Д – масса детали, кг, γ – плотность металла (табл. 3), V – объём детали, см3.
Объем детали – это сумма объемов двух цилиндров диаметрами 15,2 см и 9,5 см за вычетом объемов кольцевой канавки и отверстия:
GД = π·0,25·[15,22·7,8 + 9,52·3,4 – 7,52·11,2 – (15,22 – 11,52)·3,3]·7,85 =
= 7100 г (7,1 кг).
Так как масса поковки неизвестна, ее принимают равной
G П = 1,3 · G Д = 1,3 · 7,1 = 9,2 кг.
По табл. 1 определяют припуски:
– на нижний торец (размер 112 мм) – 2,2 мм;
– на отверстие – 2…2,2 мм = 4,4 мм;
– на торец на высоте 34 мм – 2,1 мм.
Таблица 3
Плотность деформируемых сплавов
| № п/п | Название и марка сплава | Плотность, г/см3 |
| Магниевый сплав МА14 | 1,8 | |
| Алюминиевый сплав АМг6 | 2.85 | |
| Сталь 20 | 7,8 | |
| Сталь 40Х | 7,85 | |
| Латунь Л60 | 8,4 | |
| Бронза БрОЦС4-4-4 | 9,1 |
Штамповочные уклоны назначают в зависимости от размеров заполняемых полостей штампа. По табл. 2 определяем, что все внутренние уклоны равны 5º, наружные – 3º.
Радиусы скругления зависят от размеров полостей штампа и массы поковки. Для упрощения считают их одинаковыми на всех поверхностях поковки R = 2 мм.
Поскольку диаметр отверстия более 30 мм, его можно наметить, а затем прошить. Толщина перемычки 0,1 · 75 мм = 7,5 мм.
Эскиз поковки
На обрабатываемые поверхности наносят припуски на механическую обработку (рис. 6, а). Получают эскиз идеальной поковки, которую гипотетически можно изготовить. Затем вводят напуски, штамповочные радиусы и уклоны, облой (заусенец образующийся при выдавливании избыточного металла из штампа) и получают эскиз поковки, извлекаемой из ручья формоизменяющего штампа (рис. 6, б).

а б
Рис. 6. Эскиз детали с припусками на механическую обработку (а);
эскиз поковки с поверхностью разъема и напусками (б)
|
|
|
После этого обрубают облой и удаляют перемычку под прошивку (рис. 7).

Рис. 7. Формоизменение поковки:
а – после выемки из штампа; б – после удаления заусенца и наметки под прошивку
В таком виде поковку передают на механическую обработку, где снимают только обозначенные на эскизе припуски по сопрягаемым поверхностям, и деталь обретает форму (рис. 8), которая частично не соответствует форме, заданной на чертеже (рис. 5) функциональной детали изготовленной методом резания.
|
Таким образом, конечная форма деталей полученных из штампованных поковок спроектированных таким методом, может отличается от формы аналогичных деталей изготовленных только методом резания. Чтобы форма стала одинаковой, потребуется дополнительная обработка штампованной детали.
Содержание отчёта
1. Цель работы.
2. Конспект практической части работы.
3. Эскиз детали.
4. Разработка эскиза поковки.
5. Эскиз поковки.
Вопросы для самоконтроля
1. В чем заключается сущность обработки металлов давлением?
2. Какие факторы влияют на пластичность металла и его сопротивлению деформированию?
3. Как изменяются свойства металла при наклепе?
4. Что такое рекристаллизация металлов?
5. При какой температуре обработка металлов давлением считается горячей?
6. Как выбирается температура нагрева при обработке давлением?
7. Какие дефекты могут возникнуть при неправильном нагреве?
8. Как подсчитывается масса заготовки?
9. Для чего назначаются штамповочные уклоны и радиусы скруглений?
ПРИЛОЖЕНИЕ 1
|
|
|
