 |


Виды заготовок и метод их получения. Требования к заготовкам. Коэффициент использования материала.
|
|
|
|
Основное назначение заготовительного производства состоит в обеспечении механических цехов высококачественными заготовками.
В машиностроении используют заготовки, получаемые литьем, обработкой давлением, сваркой, а также из пластмасс и порошковых материалов. Современное заготовительное производство располагает возможностью формировать заготовки самой сложной конфигурации и самых различных размеров и точности.
Главная тенденция в развитии заготовительного производства состоит в снижении трудоемкости механической обработки при изготовлении деталей машин за счет повышения точности их формы и размеров.
Заготовкой, согласно ГОСТ 3.1109-82, называется предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь.
Различают три основных вида заготовок:
машиностроительные профили,
штучные,
комбинированные.
Машиностроительные профили изготавливают постоянного сечения (например, круглого, шестигранного или трубы) или периодического. В крупносерийном и массовом производстве применяют также специальный прокат.
Штучные заготовки получают литьем, ковкой, штамповкой или сваркой.
Комбинированные заготовки - это сложные заготовки, получаемые соединением (например, сваркой) отдельных более простых элементов. В этом случае можно снизить массу заготовки, а для более нагруженных элементов использовать наиболее подходящие материалы.
Рассмотрим основные рекомендации по выбору метода получения заготовки.
Отливки используют в качестве заготовок для корпусных деталей, которые выполняют функции несущих конструкций. Чугунные отливки применяют для изделий сложной конфигурации, которые не подвергаются ударным нагрузкам, а также действию растягивающих и изгибающих напряжений. Сталь по сравнению с чугуном обладает меньшей жидкотекучестью, но более высокой прочностью. Поэтому стальные отливки применяют для деталей с менее сложной конфигурацией, работающих в более тяжелых условиях нагружения. Отливки из цветных металлов используют для деталей с особыми эксплуатационными свойствами: коррозионной стойкостью, малой массой и.т.д.
|
|
|
Сварные заготовки используют для корпусных деталей в единичном и мелкосерийном производстве, когда применение дорогостоящей литейной оснастки экономически невыгодно.
Поковки, полученные свободной ковкой, используют в качестве заготовок для крупных деталей, а также для более мелких деталей в единичном и мелкосерийном производствах, когда применение дорогостоящей оснастки (штампов) экономически невыгодно.
Штампованные заготовки имеют ряд преимуществ перед заготовками, полученными другими методами. Так, в частности, они имеют размеры близкие к размерам детали, что уменьшает припуски на механическую обработку, а также более однородную структуру металла, что повышает его механические свойства. Однако из-за высокой стоимости инструмента для штамповки (штампов) ее применение эффективно при большой производственной программе выпуска изделий, т.е. в условиях крупносерийного или массового производства.
Прокат с круглым поперечным сечением применяется преимущественно для изготовления гладких и ступенчатых валов, поперечное сечение которых незначительно изменяется по длине. Заготовки для валов с существенным отличием диаметров по ступеням получают штамповкой, что позволяет уменьшить припуски и сократить отходы при механической обработке.
Заготовки характеризуются конфигурацией и размерами, точностью полученных размеров, состоянием поверхности и т.д.
|
|
|
Формы и размеры заготовки в значительной степени определяют технологию как ее изготовления, так и последующей обработки. Точность размеров заготовки является важнейшим фактором, влияющим на стоимость изготовления детали. При этом желательно обеспечить стабильность размеров заготовки во времени и в пределах изготавливаемой партии. Форма и размеры заготовки, а также состояние ее поверхностей (например, отбел чугунных отливок, слой окалины на поковках) могут существенно влиять на последующую обработку резанием. Поэтому для большинства заготовок необходима предварительная подготовка, заключающаяся в том, что им придается такое состояние или вид, при котором можно производить механическую обработку на металлорежущих станках. Особенно тщательно эта работа выполняется, если дальнейшая обработка осуществляется на автоматических линиях или гибких автоматизированных комплексах. К операциям предварительной обработки относят зачистку, правку, обдирку, разрезание, центрование, а иногда и обработку технологических баз.
Основные способы производства заготовок:
1. литье,
2. обработка давлением,
3. сварка.
Способ получения той или иной заготовки зависит от служебного назначения детали и требований, предъявляемых к ней, от ее конфигурации и размеров, вида конструкционного материала, типа производства и других факторов.
Литьем получают заготовки практически любых размеров как простой, так и очень сложной конфигурации. При этом отливки могут иметь сложные внутренние полости с криволинейными поверхностями, пересекающимися под различными углами. Точность размеров и качество поверхности зависят от способа литья. Некоторыми специальными способами литья (литье под давлением, по выплавляемым моделям) можно получить заготовки, требующие минимальной механической обработки.
Отливки можно изготавливать практически из всех металлов и. сплавов. Механические свойства отливки в значительной степени зависят от условий кристаллизации металла в форме. В некоторых случаях внутри стенок возможно образование дефектов (усадочные рыхлоты, пористость, горячие и холодные трещины), которые обнаруживаются только после черновой механической обработки при снятии литейной корки..
|
|
|
Обработкой металлов давлением получают машиностроительные профили, кованые и штампованные заготовки.
Машиностроительные профили изготавливают прокаткой, прессованием, волочением. Эти. методы позволяют получить заготовки, близкие к готовой детали по поперечному сечению (круглый, шестигранный, квадратный прокат; сварные и бесшовные трубы). Прокат выпускают горячекатаный и калиброванный. Профиль, необходимый для изготовления заготовки, можно прокалибровать волочением. При изготовлении деталей из калиброванных профилей возможна обработка без применения лезвийного инструмента.
Ковка применяется для изготовления заготовок в единичном производстве. При производстве очень крупных и уникальных заготовок (массой до 200...300 т) ковка - единственный возможный способ обработки давлением. Штамповка позволяет получить заготовки, более близкие по конфигурации к готовой детали (массой до 350...500 кг). Внутренние полости поковок имеют более простую конфигурацию, чем отливок, и располагаются только вдоль направления движения рабочего органа молота (пресса). Точность и качество заготовок, полученных холодной штамповкой, не уступают точности и качеству отливок, полученных специальными методами литья.
Обработкой давлением получают заготовки из достаточно пластичных металлов. Механические свойства таких заготовок всегда выше, чем литых. Обработка давлением создает волокнистую макроструктуру металла, которую нужно учитывать при разработке конструкции и технологии изготовления заготовки. Например в зубчатом колесе, изготовленном из проката (рис.3.1, а), направление волокон не способствует повышению прочности зубьев. При изготовлении заготовки штамповкой из полосы (рис.3.1,6) или осадкой из прутка (рис.3.1, в) можно получить более благоприятное расположение волокон.
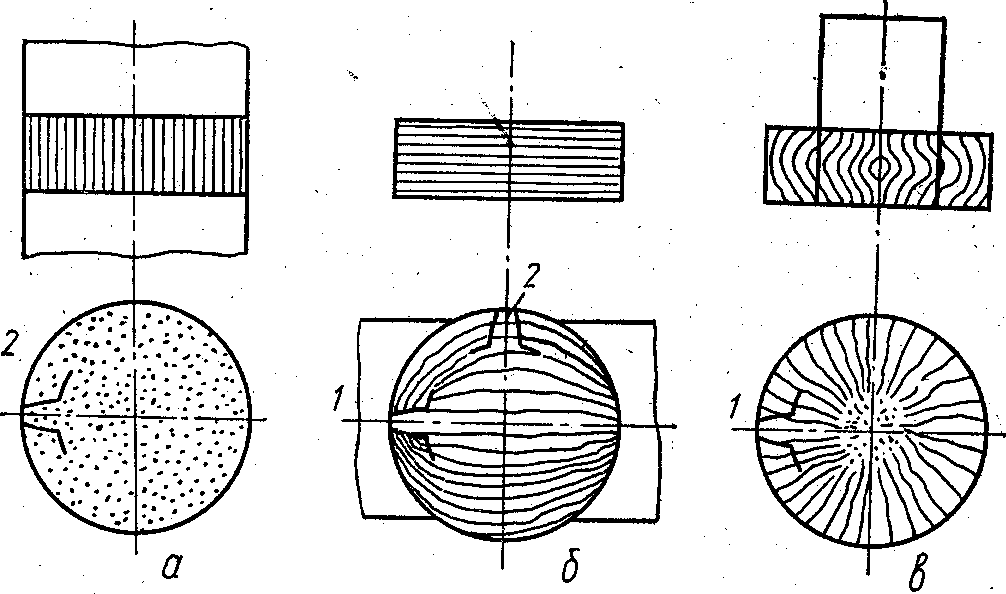
| 1-благоприятное; 2-неблагоприятное расположение волокон |
| Рис. 3.1. Макроструктура зубчатых колес, изготовленных: а - из проката; б - штамповкой из полосы; в - осадкой из прутка |
Сварные заготовки изготавливают различными способами сварки от электродуговой до электрошлаковой. В ряде случаев•сварка упрощает изготовление заготовки, особенно сложной конфигурации. Слабым местом сварной заготовки является сварной шов или околошовная зона. Как правило, их прочность ниже, чем основного металла. Кроме того, неправильная конструкция заготовки или технология сварки могут привести к дефектам (коробление, пористость, внутренние напряжения), которые трудно исправить механической обработкой.
|
|
|
Комбинированные заготовки сложной конфигурации дают значительный экономический эффект при изготовлении элементов заготовки штамповкой, литьем, прокаткой с последующим соединением их сваркой. Комбинированные заготовки применяют при изготовлении крупных коленчатых валов, станин кузнечнопрессового оборудования, рам строительных машин и т.д.
Перспективно в настоящее время получение заготовок из пластмасс и порошковых материалов. Характерной особенностью таких заготовок является то, что они по форме и размерам могут соответствовать форме и размерам готовых деталей и требуют лишь незначительной, чаще; всего отделочной обработки.
Основные принципы выбора способа получения заготовок
Одну и ту же деталь можно изготовить из заготовок, полученных различными способами. Одним из основополагающих принципов выбора заготовки является ориентация на такой способ изготовления, который обеспечит ей максимальное приближение к готовой детали. В этом случае существенно сокращается расход металла, объем механической обработки и производственный цикл изготовления детали. Однако при этом в заготовительном производстве увеличиваются расходы на технологическое оборудование и оснастку, их ремонт и обслуживание. Поэтому при выборе способа получения заготовки следует проводить технико-экономический анализ двух этапов производства - заготовительного и механообрабатывающего.
Разработка технологических процессов изготовления заготовок должна осуществляться на основе технического и экономического принципов. В соответствии с техническим принципом выбранный технологический процесс должен полностью обеспечить выполнение всех требований чертежа и технических условий на заготовку;
В соответствии с экономическим принципом изготовление заготовки должно вестись с минимальными производственными затратами.
Из нескольких возможных вариантов технологического процесса при прочих равных условиях выбирают наиболее экономичный, при равной экономичности - наиболее производительный. Если ставятся специальные задачи, например срочный выпуск какой-нибудь важной продукции, решающими могут оказаться другие факторы (более высокая производительность, минимальное время подготовки производства и др.).
|
|
|
