 |


15.4.2. Промышленное применение
|
|
|
|
15. 4. 2. Промышленное применение
Ультразвуковую сварку применяют для соединения относительно тонких фольги, листов, проволок и др. Особенно предпочтителен этот процесс для соединения разнородных материалов.
Области использования – микроэлектроника, производство полупроводниковых приборов, нагревателей бытовых холодильников, приборов тонкой механики и оптики, сращивание концов рулонов различных тонколистовых материалов (медь, алюминий, никель и их сплавы).
15. 4. 3. Технологические возможности метода
Легче всего по этому методу соединяются пластичные металлы (серебро, медь, алюминий, никель, золото и т. п. ) как между собой, так и с твёрдыми малопластичными материалами. С увеличением твёрдости свариваемость этим методом ухудшается. Металлические заготовки могут привариваться к стеклу, керамике, полупроводниковым материалам (кремний, германий). Успешно свариваются тугоплавкие металлы: вольфрам, ниобий, тантал, цирконий, молибден. Можно проводить сварку заготовок через прослойку из третьего металла, например, сталь со сталью через алюминий. Успешно свариваются металлы, покрытые слоем искусственного оксида, естественных оксидов, лаками, полимером и т. п.
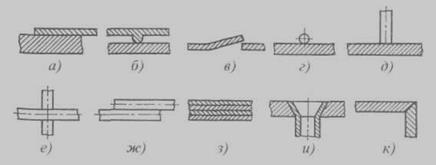 |
При сварке металлов основным типом соединения является нахлёсточное с различным конструктивным оформлением его элементов (рис. 15. 13).
Рис. 15. 13. Основные типы сварных соединений металлов: а – внахлёстку; б – по рельефам; в – с раздавливанием кромок; г – параллельное, круглого элемента с плоским; д – встык круглого элемента с плоским; е – крестообразное, круглых элементов; ж – параллельное, круглых элементов; з – многослойных деталей и плёнок; и, к – угловое
|
|
|
Сварка может выполняться одной или несколькими точками, непрерывным швом, по замкнутому контуру. В отдельных случаях специальной предварительной формовкой конца проволочной заготовки осуществляются тавровые соединения проволоки с плоскостью. Возможна сварка одновременно нескольких заготовок (пакетом).
С повышением толщины заготовки необходимо использовать колебания большей амплитуды для компенсации потерь энергии в толще материала. Увеличение амплитуды допустимо до определённого предела, связанного с опасностью появления усталостных трещин и образованием значительных вмятин от инструмента на поверхности заготовок.
Практически осуществляется сварка плоских элементов толщиной от 3…4 мкм до 0, 5…1 мм или диаметром 0, 01…0, 5 мм. Толщина второй детали, контактирующей с опорным элементом, может быть существенно больше.
Кратковременность пребывания при повышенных температурах позволяет получать высококачественное соединение разнородных материалов, склонных к образованию интерметаллидов.
Свариваемый материал при сварке незначительно меняет свойства, не загрязняется посторонними примесями. Соединения обладают высокой химической однородностью.
На поверхности свариваемых деталей остаются вмятины от инструмента. Материал детали приваривается в отдельных точках к инструменту, что и ведёт к его износу.
15. 4. 4. Технология сварки
Подготовка поверхностей.
Метод ультразвуковой сварки не требует сложной предварительной подготовки. Для повышения стабильности качества соединения бывает целесообразно лишь обезжиривать растворителем поверхности деталей.
Процесс передачи энергии в свариваемые заготовки, определяющий кинетику сварки, протекает в непрерывно меняющихся условиях трения соединяемых деталей между собой и с инструментом.
|
|
|
Выбор параметров режима сварки.
Основными параметрами процесса являются:
- амплитуда А колебаний рабочей части инструмента, мкм;
- сжимающая статическая сила Р, Н;
- время сварки t, с
- частота колебаний f, кГц.
Р = 0, 3…4000 Н (меньшее значение относится к случаю сварки малых толщин); А = 14…25 мкм; t = 0, 1…4 с; f = 15…75 кГц.
При правильном ведении процесса соотношение сил трения в парах инструмент-деталь, деталь-деталь, деталь-опора должно быть таким, чтобы отсутствовало сколько-нибудь значительное проскальзывание инструмента и опоры по поверхности заготовок. При малой Р инструмент проскальзывает по детали и сварка становится невозможной. Чрезмерное увеличение этого параметра приводит к значительным пластическим деформациям заготовок (вмятины) и делает невозможным относительные сдвиговые смещения в плоскости деталь-деталь. Отсутствие же внешнего трения между поверхностями заготовок в начальный период не позволяет избавиться от поверхностных загрязнений, что является причиной некачественного соединения.
При увеличении толщины свариваемого материала и размера сварной точки значение силы сжатия должно возрастать. С увеличением толщины заготовки необходимо назначать и более высокие значения амплитуды.
|
|
|
