 |


На токарно-винторезном станке
|
|
|
|
Конические поверхности на токарных станках обрабатывают следующими способами:
первый способ заключается в том, что корпус задней бабки смещают в поперечном направлении на величину h. Вследствие этого ось заготовки образует определенный угол с осью центров, а резец при своем движении обточит коническую поверхность.
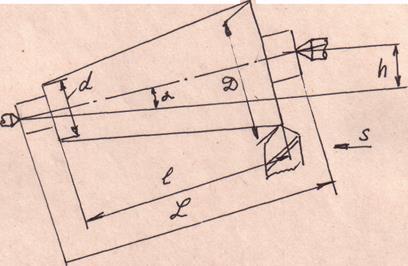
По схеме видно, что величина смещения
 .
.
 , решая совместно оба уравнения, получим
, решая совместно оба уравнения, получим
 .
.
Для изготовления точных конусов этот способ не пригоден, вследствие неправильного положения центровых отверстий относительно центров.
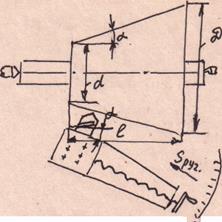
Второй способ заключается в том, что резцовые салазки поворачивают на угол α, определяемый по формуле
Так как подача в этом случае осуществляется обычно вручную, данный способ используется при обработке конусов небольшой длины.
Третий способ основан на применении специальных приспособлений, имеющих копировальную линейку, укрепленную задней стороне станины на кронштейнах.
Рассмотренный способ обеспечивает получение точных конусов любой длины.
Четвертый способ – способ широкого резца. Ведь проще всего короткие конические поверхности обтачивать широкими резцами при поперечной подаче. Длина режущей кромки в этом случае равна, или больше длины образующей конуса.
Используется в серийном и массовом производстве.
 |
Пятый способ – с помощью двух подач.

Револьверные станки
Станкостроительная промышленность России выпускает токарно-револьверные станки следующих моделей: 1А36; 1М36; 1318; 1338; 1325; 1341; 1336П; 1П326; 1336М (самый распространенный станок Киевского завода им. Горького).
Револьверные станки предназначены для обработки деталей сложной конфигурации, имеющих форму тел вращения и требующих последовательного применения при обработке различного режущего инструмента (резцов, сверл, зенкеров, разверток и т.д.).
|
|
|
На этих станках можно выполнять все основные токарные операции. От токарно-винторезных же револьверные станки отличаются тем, что не имеют задней бабки и ходового винта, а имеют револьверную головку, в гнездах которой может быть установлен различный инструмент.
При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов.
По конструкции револьверной головки станки делят на:
а) станки с многогранной револьверной головкой, вращающейся относительно вертикальной оси.
Кроме револьверной головки станки имеют один или два (передний и задний) поперечных суппорта;
б) станки с круглой головкой, вращающейся относительно горизонтальной оси.
Токарные автоматы
Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовки, а также загрузка заготовок и выдача обработанной детали.
Обслуживание автомата сводится к периодической подаче материала (штучных заготовок или прутка) и контролю обрабатываемых деталей.
По количеству шпинделей автоматы делятся на одношпиндельные и многошпиндельные; по расположению оси шпинделей – горизонтальные и вертикальные; по технологическому назначению – на фасонно-отрезные, фасонно-продольные и револьверные.
Карусельные станки
Карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины; на них можно производить почти все виды токарных работ.
Горизонтальное расположение плоскости круглого стола (планшайбы), на котором крепится заготовка, значительно облегчает ее установку и выверку, что весьма затруднено при обработке тех же деталей на токарных и токарно-лобовых станках.
|
|
|
Карусельные станки выпускаются одностоечными с планшайбой диаметром до 1,6 м, и двухстоечными, с более крупными планшайбами для обработки деталей до 16 м диаметром и более; имеются токарно-карусельные станки, на которых можно обрабатывать детали диаметром до 24 м.
|
|
|
