 |


Кинематическая схема станка модели 6Н81
|
|
|
|
Движение резания. От фланцевого электродвигателя мощностью 5,8 кВт движение передается полужесткой муфтой валу I коробкой скоростей.
 об/мин
об/мин
Движение подач
Механизмы консоли получают вращение электродвигателя N=1,7 кВт, непосредственно связанного полужесткой муфтой с первым валом VIII коробки подач.
Общая формула, например, продольной подачи может быть записана

Скорость быстрых перемещений стола
 мм/мин
мм/мин
т.е. минуя коробку подач.
Назначение и классификация делительных головок
Делительные устройства и головки применяются при работе на металлорежущих станках: фрезерных, сверлильных, расточных, строгальных, заточных, шлифовальных и др. С помощью делительных головок выполняются: фрезерование простых плоскостей и пазов, нарезание цилиндрических зубчатых колес с прямыми и винтовыми зубьями, червяков, червячных колес, фрезерование кулачков, нанесение точных делений на шкалах и лимбах. Делительные головки широко применяются также при ' изготовлении и заточки режущего инструмента.
Простые делительные головки применяются для прямого (непосредственного) деления. Делительный механизм, как правило, состоит из делительного диска, имеющего точно исполненные пазы или отверстия, куда входит фиксирующий палец или защелка. Количество отверстий или пазов, выполняемое обычно на диске – 12,18,24 или 36. Количество пазов на диске определяет предел делительной головки
Универсальные делительные головки.
К основным особенностям УДГ относятся следующие:
1) они позволяют устанавливать шпиндель вместе с заготовкой под углом в вертикальной плоскости;
2) обеспечивать деление окружности заготовки на любое число частей;
|
|
|
3) дают возможность фрезеровать винтовые и спиральные канавки благодаря наличию устройства для присоединения привода станка.
Способы деления
На разных конструкциях делительных головок деление {окружности выполняется разными способами: непосредственным делением; простым делением; комбинированным, универсальным, дифференциальным и широкодиапазонным.
Непосредственное деление, или прямое, выполняется на простых и универсальных головках при делении окружности заготовки на малое число частей от 2 до 36 при фрезеровании лысок и т.д. В случае работы с УДГ червяк выводится из зацепления с червячным колесом и поворот шпинделя осуществляется непосредственно от руки. Область использования непосредственного деления весьма отграничена.
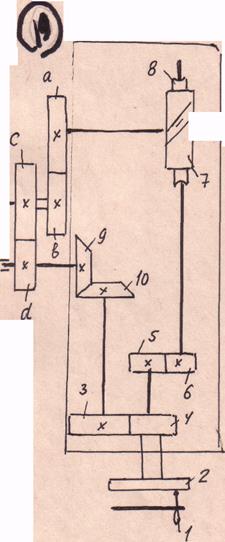
Способ простого деления. Кинематическая схема УДГ при настройке способом простого деления показана на рисунке. Вращение шпинделю передается от рукоятки 1 через группы рубчатых колес и червячную передачу 7-8. Положение рукоятки при повороте на необходимый угол фиксирует делительный диск 2.
Передаточное отношение всех передач, кроме червячной, (и сменных колес) равно 1.
Способ простого деления применяется в тех случаях, когда передаточное отношение цепи между валом с рукояткой и шпинделем головки может быть выражено в виде простой дроби. Если Z – число равных частей, на которое необходимо разделить окружность, то величина периодического поворота и шпинделя головки составит 1/ Z оборота. Для этого рукоятку 1 надо повернуть относительно неподвижного диска 2 на nр оборотов
 (1)
(1)

|
Обозначая  и решая уравнение (1) найдем потребное число оборотов рукоятки.
и решая уравнение (1) найдем потребное число оборотов рукоятки.
 (2)
(2)
Величину N называют характеристикой делительной головки. Чаще всего N = 40. Полученное значение nр выражают в виде простой дроби
 ,
,
у которой В – равно числу отверстий на одной из окружностей делительного диска; А – числу отверстий этой же окружности, на которое нужно повернуть рукоятку.
|
|
|
Пример:  (6 – число полных оборотов рукоятки; 21 – число отверстий соответствующего круга лимба; 14 – число промежутков, на которое нужно повернуть рукоятку после 6 полных оборотов).
(6 – число полных оборотов рукоятки; 21 – число отверстий соответствующего круга лимба; 14 – число промежутков, на которое нужно повернуть рукоятку после 6 полных оборотов).
Способ дифференциального деления. Применяется в тех случаях, когда подобрать диск с необходимым количеством отверстий способом простого деления не удается. Сущность дифференциального деления состоит в следующем. Подбирают фиктивное число частей ZФ, на которое необходимо произвести деление, близкое к заданному Z, и удовлетворяющее простому способу деления. Если выполнить простое деление, то шпиндель повернется на 1/Zф вместо 1/Z оборота. Для компенсации полученной разницы шпинделю сообщают дополнительный поворот, равный 1/Z - 1/Zф. Если эта разница будет положительна, то дополнительный поворот делают в ту же сторону, что и основной. Если отрицатель ной, то в противоположную сторону.
Таким образом, рукоятка 1 должна совершить основной поворот, чтобы разделить на Zф частей, и дополнительный, чтобы компенсировать указанную разницу.
Это достигается медленным вращением диска 2 на величину дополнительного поворота рукоятки. Вращение диску передается от делительной головки через сменные колеса а-в, с-d, коническую пару 9-10 и зубчатые колеса 3-4. Расчет настройки сводится:
1) к определению nр для поворота на Zф;
2) к определению передаточного отношения сменных зубчатых колес а-в, с-d.
Чтобы повернуть шпиндель на 1/Z и 1/Zф оборота, нужно повернуть рукоятку соответственно:
, об.;  , об. (3)
, об. (3) 
Фрезерование винтовых кана вок, расположенных равномерно по окружности осуществляется следующим образом. Заготовку, установленную в центрах делительной головки и задней бабки вместе со столом поворачивают на угол β, равный углу наклона винтовой линии канавки.
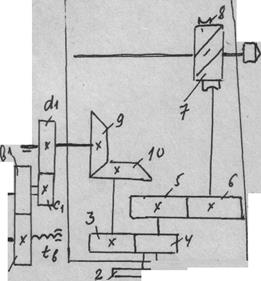
В результате этого средняя плоскость дисковой фрезы совпадает с направлением канавки. Заготовке сообщают непрерывное вращение, а столу – продольную подачу вдоль линии канавки. Вращение шпинделя УДГ осуществляется от ходового винта продольной подачи стола по цепи сменных зубчатых колес а1 –b1; с1 – d1, далее через пары 9-10, 3-4 и диск 2 на рукоятку 1, затем на передачи 5-6 и 7-8. За один оборот шпинделя стол должен переместиться на величину шага винтовой линии канавки tР.
|
|
|
Уравнение кинематического баланса примет вид:

Здесь tв – шаг ходового винта.
Учитывая, что
получим уравнение настройки кинематической цепи:
 .
.
В практике винтовую линию канавки задают не шагом tр, а углом наклона β (или углом подъема винтовой линии Ψ = 90 - β) и диаметром d. В этом случае шаг определяется по формуле:
 .
.
Безлимбовые делительные головки отличаются от лимбовых тем, что они не имеют делительных дисков, рукоятка поворачивается на один полный оборот и фиксируется в постоянном положении на неподвижном диске. Величину поворота шпинделя устанавливают сменными колесами а2-в2, с2-d2. При простом делении на Z частей уравнение кинематического баланса примет вид:
 ,
,
а передаточное отношение звена настройки:
 ,
,
где N = Z3/Z4 – характеристика головки. Для деления на равные и неравные части с повышенной точностью (0,25') применяют оптические делительные головки. Прием деления заключается в простом поворачивании шпинделя на заранее вычисленные углы, отсчитываемые через окуляр микроскопа по шкале диска.
|
|
|
