 |


Семь простейших японских инструментов качества.
|
|
|
|
Управление качеством на базе статических методов зародилось в 30 года 20 века в связи с применением в США контрольных карт. Широкое применение статических методов началось в Японии с 50 годов (1949 г).
Преимущество Японских методов:
-Простота
- Наглядность
- Возможность использования без материальной подготовки
- Сохраняемость связи со статистикой
Статические методы разделяются на 2 группы:
1) Для анализа и сбора числовых данных.
2) Для анализа и сбора не числовых данных.
По степени сложности методы разделяются на 3 категории:
I) Элементарные методы (7 инструментов качества):
- расслоение
- графика
- Диаграмма Парето
- Причинно-следственная диаграмма
- Гистограмма
- Диаграмма разброса
- Контрольная карта
II) Промежуточный статический метод, рассчитанный на инженеров и специалистов в области управления качеством. Включает в себя:
- статистический выборочный контроль
- теорию выборочных исследовании
- способы расчета экспериментов и.т.д.
III) Передовой статический метод, рассчитанный на ограниченное число специалистов. Включает в себя:
- многофакторный анализ
- исследование операции
- передовые способы расчета эксперимента и т.д.
Сбор данных. Контрольный листок. Таблица проверок.
Контрольный листок не относится к семи инструментам качества. Он необходим для составления гистограмм контрольных карт и т.д. форма листка должна быть простой и понятной без пояснении. Например:
1) Контрольный листок для количественных данных
| Р – Р (1) | (2) | 
|
| >ES | (3) | |
 (5) (5)
| ||
  
| ||

| ||
| <EI | (4) |
1-размер, или контролируемый параметр (температура печи).
2- общие сведения (цех, участок, деталь, время)
|
|
|
3- количество деталей, превышающих верхнюю границу допуска.
4- количество деталей ниже нижней границы допуска.
5- количество интервалов.
2) Причины брака:
| Причина брака |
| |||
| А | В | С | ||
|
|
| |||

|  
| |||
|
|
Расслоение (стратификация)
Данные группируются в зависимости от условий их получения. Обработка данных для каждой группы производится в отдельности. Расслоение позволяет выявить причину брака, если есть разница между слоями.
Пример: установить причину появления повышенного брака деталей, изготавливаемых на трех станках в 2 смены. Факторами расслоения могут быть следующие:
- оборудование (тип, конструкция, срок службы).
- человеческий фактор (рабочий, стаж работы, мужчина или женщина и т.д.).
- исходные материалы (изготовитель, партия).
- время (смена: 1 или 2, день или ночь).
- методы (методы операции, условия операции).
1) Расслоение по человеческому фактору показывает, что возможная причина – рабочий на втором станке во вторую смену.
| станки | смены |
| |
| I | II | ||
 2 2
| |||
|
|
2) Расслоение по станкам показывает, что возможная причина – второй станок.
| станки | смены |
| |
| I | II | ||
 5 5
| |||
|
|
3) Расслоение по сменам показывает, что возможная причина – вторая смена (возможно, в темное время суток):
| станки | смены |
| |
| I | II | ||
 5 5
| |||
|
|
Расслоение эффективно в сочетании с другими методами, графиками, гистограммами.
Графики
2.1 Графики, выраженные ломаной линией:
Точки на графике соединяют ломаной линией. Эффективность информации повышается, если применить расслоение и провести регрессионный анализ, т.е. найти коэффициенты уравнения регрессии. Для обнаружения тенденции трейда (дрейфа) можно применить сглаживание.
|
|
|
Пример: размер детали в зависимости от номера детали:
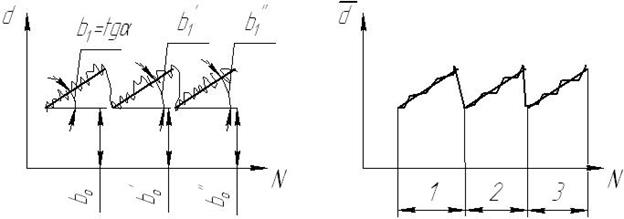
Сглаживание позволяет выявить и произвести расслоение по поднастройкам.
Коэффициенты уравнения регрессии определяем для каждой поднастройки:
 уровень начальной настройки.
уровень начальной настройки.
 износ инструмента на одну деталь.
износ инструмента на одну деталь.
2.2 Столбчетые графики:
По оси абсцисс откладывают факторы, по оси ординат количественный признак:
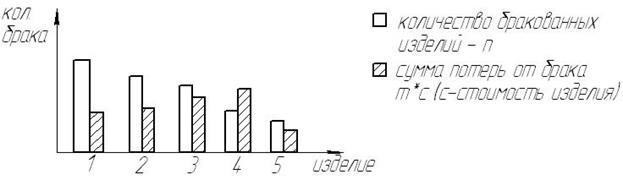
Наибольший эффект достигается, если устранить брак 3 и 4 изделий.
2.3 Круговой график:
Круговой график выражает соотношение составляющих какого-либо целого параметра.
Пример:
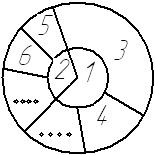 1 – прямые расходы
1 – прямые расходы
2 – косвенные расходы
3 – стоимость сырья и материалов
4 – расходы на зарплату
5 – стоимость отопления и освещения
6 – прочие расходы
2.4 Ленточный график:
Ленточный график используется для наглядного представления соотношения параметров и изменения соотношения во времени.
Изменение соотношения погрешностей по времени:
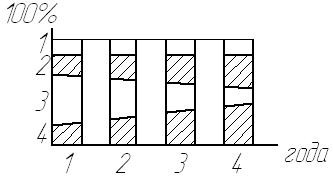 1…4 – факторы.
1…4 – факторы.
1 – погрешность настройки инструмента.
2 – упругие отжатия инструмента и технологической системы.
3 – прочие погрешности.
4 – погрешности станка.
График показывает, что доля погрешностей, связанная со станком возрастает из-за износа станка и уменьшения его жесткости.
2.5 Радиационная диаграмма:
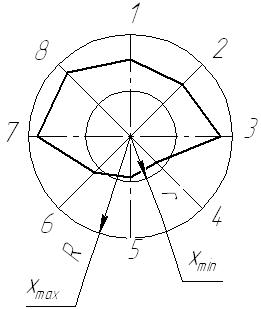 Проводят 1 или 2 окружности соответствующие стандартному значению или предельным значениям факторов (r,R). Из центра проводят радиусы по числу факторов. На радиусах наносят градуировку. Масштаб определяют по
Проводят 1 или 2 окружности соответствующие стандартному значению или предельным значениям факторов (r,R). Из центра проводят радиусы по числу факторов. На радиусах наносят градуировку. Масштаб определяют по  или
или  .
.
Например:  .
.
Наносят значения факторов и соединяют линиями.
2.6 Z – образный график:
График используется для оценки общей тенденции по времени и состоит из 3 графиков.
1. Откладывается значение параметра по времени
(например, за месяц).
2. Строится кумулятивный график (т.е. сумма предыдущих).
3. Строится итоговый график (за год предшествующий данному месяцу).
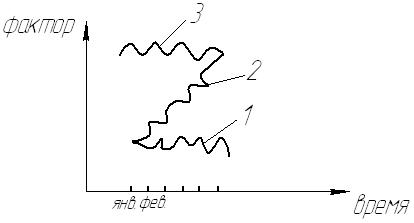
Фактор – например, число бракованных деталей.
Диаграмма Парето
Диаграмма Парето строится для наглядного представления результатов разделения факторов по их значимости. Например: погрешность обработки деталей на токарном автомате.
I. 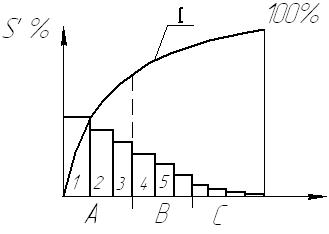 Кумулятивная кривая фактора.
Кумулятивная кривая фактора.
1 – погрешность настройки.
|
|
|
2 – износ инструмента.
3 – погрешность позиционирования.
4 – деформации технологической системы.
5 – температурные погрешности.
Все факторы разбиваются на 3 группы: A, B, C. Устранение погрешностей группы А дает наибольший эффект. Погрешности группы С устраняют, если затраты на устранение малы или затрат нет.
|
|
|
