 |


Ремонт подшипников роликовых сферических двухрядных
|
|
|
|
7.3.1 Ремонт сферического подшипника с заменой забракованного наружного кольца производится в следующей последовательности: из каждого ряда сепаратора вынимаются по четыре-шесть роликов; внутреннее кольцо с роликами и сепараторами вынимается из наружного кольца; вместо поврежденного наружного кольца устанавливается предварительно подобранное наружное кольцо.
Ролики рекомендуется вынимать с помощью приспособления, представленного на рисунке 18.
7.3.2 Диаметр дорожки качения наружных колец сферических подшипников измеряется на приборах 064 (рисунок 67) или 4165Л.
При измерении диаметра на приборе 064, кольцо подшипника укладывается на наклонную плиту прибора, устанавливается передвижной упор, расположенный в пазу, чтобы на него опиралась измеряемое кольцо подшипника с внутренней стороны. При этом кольцо упора по высоте должно быть установлено таким образом, чтобы кольцо сферического подшипника опиралось на него по середине одной из дорожек качения. Затем второй упор, расположенный сбоку плиты, устанавливается вплотную к кольцу подшипника с внешней стороны.
Внутри кольца устанавливается индикатор часового типа с ценой деления 0,002 мм с закреплением его в пазу плиты. Наконечник индикатора, установленного на плите, должен упираться в середину дорожки качения, на которую установлен упор. Если необходимо определить точное значение диаметра наружного кольца по дорожке качения, настройка производится по эталонному кольцу, соответствующему наружному кольцу измеряемого подшипника.
После измерения внутреннего диаметра по одной дорожке качения наружного кольца сферического подшипника, измеряется диаметр по другой дорожке качения. Для этого, не меняя положения упоров и индикатора,
|
|
|
|
| Рисунок 67 – Прибор 064-2М для измерения дорожки качения наружного кольца сферического подшипника |


1 – нижний пуансон, 2 – сепаратор,3 – верхний пуансон
Рисунок 66 – Установка сепаратора в нижнем пуансоне пресса
кольцо измеряемого подшипника переворачивается и укладывается на наклонную плиту прибора другой стороной.
7.3.3 Подбор наружного кольца взамен забракованного осуществляется путем установки забракованного кольца на плите прибора 064 и измерения его диаметра по серединам дорожек качения.
Зная радиальный зазор, который был у неисправного подшипника до его разборки, на этом же приборе подбирается другое кольцо с таким диаметром по дорожке качения, чтобы после сборки подшипника его радиальный зазор находился в пределах норм.
Диаметры по дорожкам качения измеряются с поворотом кольца подшипника на 360о. При этом фиксируются минимальный и максимальный диаметры. За истинный диаметр принимается среднее арифметическое значение из максимального и минимального результатов измерений. Диаметр дорожки качения наружного кольца подшипника с использованием прибора 4165Л производится в соответствии с руководством по его эксплуатации.
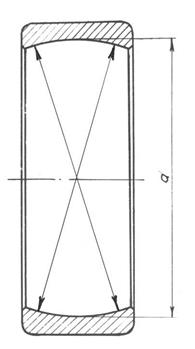
Диаметры дорожек качения сферического подшипника в локомотивных депо, не производящих текущий ремонт ТР-3 локомотивов, допускается измерять индикаторным нутромером по двум направлениям, расположенным под углом 90о. Фактический диаметр кольца определяется как среднее значение из всех замеров. При измерении диаметров по дорожкам качения индикаторным нутромером руководствуются схемой, представленной на рисунке 68.
7.3.4 Подшипники, требующие замены роликов, полностью разбираются. Все детали разобранных подшипников тщательно осматриваются. При заводских ремонтах локомотивов кольца и ролики подшипников проверяются магнитопорошковым дефектоскопом.
|
|
|
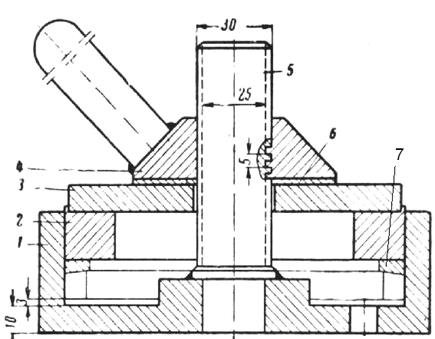
7.3.5 Массивные латунные сепараторы (гребешковые) с деформированными перемычками, забракованные по выпадению роликов, восстанавливаются путем их обжимки в калиброванном по диаметру сепаратора приспособлении (рисунок 69) до устранения выпадения роликов.
|
| Рисунок 68 – Схема измерения внутреннего диаметра по дорожке качения сферического подшипника при подборе наружного кольца для замены |
|
| 1 – матрица; 2 – кольцо с прорезью; 3 – нажимная шайба; 4 – гайка; 5 – винт; 6 – шайба; 7 – сепаратор Рисунок 69– Приспособление для обжимки сепаратора сферических подшипников |
Сепаратор осматривается на предмет отсутствия трещин, обращая особое внимание на углы его гнезд. В собранном подшипнике ролики в гнездах сепаратора должны свободно вращаться.
В подшипниках типа 23956 опорного узла тягового редуктора электровозов серий ЧС 2, ЧС2Т при ревизии второго объема подшипниковых узлов при заполнении латунного сепаратора роликами специальным щупом контролируется зазор между роликами и перемычками в гнездах сепаратора. Контроль зазора производится вдоль ролика с торца сепаратора при его горизонтальном положении в месте прохождения центровой окружности гнезд (посередине перемычки). Щуп (или набор) должен иметь толщину 0,55 мм, ширину 2 мм и заплечик или риску на расстоянии 18 мм от его торца.
Если щуп проходит в зазор на глубину 18 мм от поверхности торца ролика (до заплечика или риски) более чем в одном гнезде, сепаратор бракуется. При меньшей глубине прохождения щупа сепаратор считается годным.
7.3.6 Ролики, годные для комплектования подшипников, сортируются по наибольшему диаметру. Для сортировки роликов применяются приборы типа Д312 с двух или одно микронной измерительной головкой или прибор модели 4155Л.
Для измерения наибольшего диаметра роликов с использованием прибора типа Д312 применяется плоский наконечник. Сортировка роликов на приборе типа Д312 производится в следующей последовательности: по одному из роликов, принятому за эталон для данной группы роликов, настраивается прибор на нулевое положение миниметра; ролики сортируются на группы по максимальному диаметру через 5 мкм; подшипник комплектуется из одной группы роликов. Смешивать ролики из разных сортировочных групп запрещается.
|
|
|
Настройка прибора для сортировки роликов и их измерение производится при установке всех роликов на одну и ту же торцовую базу. Для нессиметричных роликов этой базой является их большой торец. Этим торцом ролик устанавливается на плите прибора. Для роликов со сферическим торцом (нессиметричные ролики) применяется плоское подкладное кольцо с диаметром отверстия меньше диаметра ролика у торца на 4-5 мм, наружным диаметром около 40 мм и толщиной 4-5 мм.
Измерение диаметра ролика и их сортировка по группам с использованием прибора модели 4155Л производится в соответствии с руководством по эксплуатации прибора.
7.3.7 В скомплектованном подшипнике проверяется радиальный зазор в каждом ряде подшипника. Радиальный зазор измеряется пластинчатым щупом в трех положениях подшипника.
Для отремонтированных подшипников разность крайних значений радиального зазора в каждом ряду подшипника не должна превышать 30 мкм. Разница в радиальных зазорах двух рядов не должна превышать 30 мкм.
7.3.8 Завершающей операцией по ремонту сферического подшипника является проверка на легкость его вращения от руки. Для этого собранный подшипник устанавливается торцом внутреннего кольца на внутреннее кольцо другого (разобранного) подшипника. Собранный подшипник проворачивается усилием руки с разгоном за наружное кольцо. Подшипник при этом должен иметь ровный без заеданий ход. Каждый подшипник проверяется на легкость вращения дважды с его установкой поочередно на оба торца внутреннего кольца.
|
|
|
