 |


4.Технологическая подготовка производства. Единичный, типовой и групповой технологические процессы. Технологическая документация.
|
|
|
|
4. Технологическая подготовка производства. Единичный, типовой и групповой технологические процессы. Технологическая документация.
ГОСТ 14. 302-73 устанавливает два
вида технологических процессов: единичный и типовой. и групповой Вид технологического процесса определяется количеством изделий, охватываемых процессом (одно изделие, группы однотипных или разнотипных изделий).
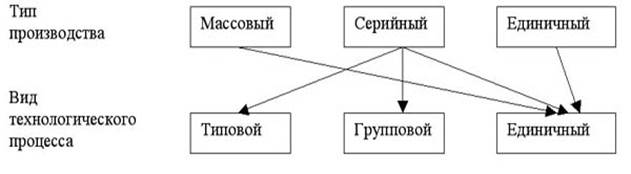
Единичный технологический процесс применяется для изготовления изделийодного наименования, типоразмера и исполнения независимого от типа
производства.
Типовой технологический процесс применяется:
а) как информационная основа при разработке рабочего технологическогопроцесса;
б) как рабочий технологический процесс при наличии всей необходимойинформации для изготовления детали, база для разработки стандарта на типовые технологические процессы.
Групповой, охватывает группы однотипных или разнотипных изделий). Каждый вид технологических процессов характеризуется следующими признаками:
а) основным назначением процесса:
-рабочий, -перспективный;
б) степенью детализации содержания процесса:
-маршрутный, -операционный, -маршрутно-операционный.
Рабочий технологический процесс применяется для изготовления конкретного изделия в соответствии с требованиями рабочей технической
документации. Перспективный технологический процесс разрабатывается как
информационная основа для для разработки рабочих технологических процессов при техническом и организационным перевооружении производства. Рассчитан на применение более совершенных способов обработки, более производительных и экономически эффективных средств технологического оснащения и изменения принципов организации производства.
|
|
|
ГОСТ 3. 1109-73 устанавливает следующие наименования технологических
процессов.
Проектный технологическ ий процесс - технологический процесс,
выполняемый по предварительному проекту технологической документации.
Стандартный технологический процесс - технологический процесс, установленный стандартом. Временный технологический процесс - технологический процесс, применяемый на предриятии в течении ограниченного периода времени из-за
отсутствия надлежащего оборудования или в связи с аварией до замены наболее современный.
Оформление технологической документации изготовления детали
Разработка технологического процесса заканчивается составлением и оформлением комплекта технологических документов .
Состав и форма технологических к арт, входящих в комплект документов, зависят от вида технологического процесса, типа производства и степени использования средств вычислительной техники и информационных технологий.
В маршрутно-операционном технологическом процессе предусматривается краткое описание содержания отдельных операций в маршрутной карте, а остальные операции оформляются в операционных картах
Маршрутная карта является основным и обязательным документом любого технологического процесса. Формы и правила оформления регламентируется по ГОСТ 3. 1118-82.
К заполнению граф технологических документов предъявляются следующие требования:
1) каждая строка мысленно делится по горизонтали пополам и информацию записывают в нижней части, оставляя верхнюю часть для внесения изменений;
2) для граф, выделенных утолщенными линиями, существует три варианта заполнения:
– графы заполняются кодами и обозначениями по классификаторам и стандартам;
– информация записывается в раскодированном виде;
|
|
|
– информация записывается в виде кодов с расшифровкой.
Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки, и предназначены для обработки информации средствами автоматизации. В качестве служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки.
Операционная карта. Структура построения операционной карты идентична маршрутной. Запись информации выполняется построчно с привязкой к соответствующим служебным
Информацию о технологической оснастке следует записывать в такой последовательности:
1) приспособления;
2) вспомогательный инструмент;
3) режущий инструмент;
4) средства измерения.
Допускается применять условное обозначение видов технологической оснастки: ПР – приспособление, ВИ – вспомогательный инструмент, РИ – режущий инструмент, СИ – средства измерения.
При описании содержания перехода необходимо указывать данные по основному и вспомогательному времени на уровне строки, где заканчивается описание содержания перехода по служебным символом «О». Основные графы операционной карты соответствуют аналогичным графам маршрутной карты.
|
|
|
