 |


а – дисковой фрезой; б – концевой фрезой; 1 – заготовка; 2 – дисковая фреза; 3 – концевая фреза
|
|
|
|
а – дисковой фрезой; б – концевой фрезой; 1 – заготовка; 2 – дисковая фреза; 3 – концевая фреза
Другой разновидностью нарезания зубчатых колес методом копирования является
протягивание как наружных, так и внутренних зубчатых поверхностей, характеризую-точность зависит от точности резцовой головки
При методе обкатки заготовка и инструмент воспроизводят движение пары сопряженных элементов зубчатой или червячной передачи. Для этого либо инструменту придается форма детали, которая могла бы работать в зацеплении с нарезаемым колесом(зубчатое колесо, зубчатая рейка, червяк), либо инструмент выполняют таким образом, чтобы его режущие кромки описывали в пространстве поверхность профиля зубьев
некоторого зубчатого колеса или зубчатой рейки, которые называют соответственно производящим колесом или производящей рейкой. В процессе взаимного обкатывания заготовки и инструмента режущие кромки инструмента, постепенно удаляя материал из нарезаемой впадины заготовки, образуют на ней зубья.
Зубоотделочные операции(зубофрезерование (зубодолбление (зубострогание).
Нарезание зубьев цилиндрических зубчатых колес методом обкатки производится с
помощью следующих инструментов: червячных фрез (зубофрезерование); дисковых дол-бяков (зубодолбление) и долбяков в виде гребенок-реек (зубострогание).
Зубонарезание червячными фрезами
Для нарезания зубьев этим методом требуются универсальные зубофрезерные станки испециальный режущий инструмент червячные фрезы. Станки выпускают с вертикальнойили горизонтальной осями вращения фрезы. Метод является высокопроизводительным.
Фрезу на станке устанавливают таким образом, чтобы ее ось была повернута под
|
|
|
углом подъема винтовой линии витков фрезы (рис. 17. 4).
Червячная фреза, кроме вращения, совершает поступательное движение подачи вдоль
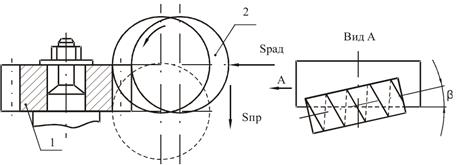 образующей цилиндра нарезаемого колеса, в результате чего колесо обрабатывается повсей его ширине.
образующей цилиндра нарезаемого колеса, в результате чего колесо обрабатывается повсей его ширине.
Рисунок 17. 4 – Схема фрезерования зубьев червячной фрезой
В зависимости от модуля устанавливают число рабочих ходов фрезы: для т = 2... 2, 5 мм –
один рабочий ход, для т > 2, 5 мм – два рабочих хода и более.
Повышения производительности при зубофрезеровании достигают путем увеличе-ния диаметра фрезы (повышается стойкость инструмента), жесткости ее установки, использования специальных инструментальных материалов, в том числе твердосплавных
композиционных, применения многозаходных червячных фрез и увеличения числа од-новременно нарезаемых колес.
5. Зубодолбление
Режущим инструментом является долбяк, представляющий собой зубчатое колесо с эвольвентным профилем зубьев. В процессе нарезания долбяк и нарезаемое зубчатое колесо находятся в относительном движении зацепления (без зазора), т. е. их окружные скорости на начальных окружностях равны, а частота вращения и число зубьев связаны передаточным отношением i = n
– соответственно частота вращения инструмента и заго-товки колеса; z
– соответственно число зубьев заготовки колеса и инструмента.
Нарезание зубьев долблением осуществляется на зубодолбежных станках.
Обработка за один рабочий ход применяется для зубчатых колес с т = 1... 2 мм; с
2 < т < 4 – за два рабочих хода; с т > 4 мм – за три рабочих хода.
Кроме отмеченных обстоятельств, зубодолбление является единственным методом
для нарезания колес с внутренним зацеплением (при средних и малых диаметрах), а
также при обработке зубчатых венцов в блочных шестернях.
Зубострогание
|
|
|
Этот метод основан на зацеплении колеса и рейки, воспроизводимом инструмен-том – гребенкой. Обработка колес осуществляется на станках двух типов: с вертикаль- ной и горизонтальной осью заготовки. Станки последнего типа применяют также для
обработки колес с неразрывным шевронным зубом.
У зубострогания производительность меньше, чем у зубофрезерования червячной
фрезой и зубодолбления.
Накатывание зубчатых поверхностей имеет большие преимущества перед способами
обработки резанием: повышает производительность в 5 – 30 раз; увеличивает износостойкость и прочность зубьев; значительно уменьшает отходы металла и др. Различают горячее и
холодное накатывание. Горячее накатывание применяют для профилей с модулем больше2 мм; холодное накатывание рекомендуется для мелкомодульных колес с модулем до 1, 5... 2 мм.
 Рисунок 17. 5 – Схема горячего накатывания зубьев колес: 1 – накатники; 2 – реборды; 3 – заготовка;
Рисунок 17. 5 – Схема горячего накатывания зубьев колес: 1 – накатники; 2 – реборды; 3 – заготовка;
4 – переходная втулка; 5 – оправка
Может применяться и комбинированное накатывание для средних и крупных моду-лей (основная пластическая деформация проводится в горячем состоянии, а окончательное профилирование – в холодном).
Горячее накатывание производится как с радиальной, так и с продольной подачей.
Схема накатки с продольной подачей аналогична холодному накатыванию.
Схема накатывания с радиальным движением подачи показана на рис. 17. 5.
Перед накатыванием заготовку нагревают до 1000... 1200 °С за 20... 30 секунд до нака-тывания, затем устанавливают на оправку специального станка и производят накатывание.
Шевингование чистовая обработка зубьев незакаленных цилиндрических зубча-тых колес (твердость обычно не более НRС 40), осуществляемая инструментом – шеве-ром (рис. 17. 6 а).
Шевер имеет форму зубчатого колеса или зубчатой рейки. На поверхности зубьев
шевера имеются канавки от головки до ножки.
Шевингование зубчатых колес заключается в срезании весьма тонких волосовид-ных стружек толщиной 0, 05... 0, 01 мм острыми кромками канавок шевера во время движения обкатки обрабатываемого колеса и инструмента и возникающего при этом отно-сительного скольжения профилей зацепляющихся зубьев (рис. 17. 6 б).
Обычно в процессе шевингования точность зубчатых колес повышается на одну сте-пень, реже – на две.
|
|
|
Шевинговальные станки выпускают с горизонтальной или вертикальной осью (для
обработки колес большого диаметра) 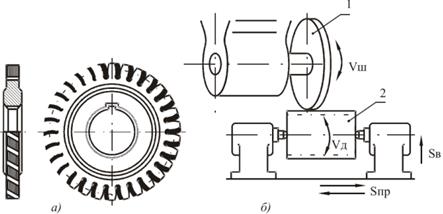
Рисунок 17. 6 – Шевингование: а – дисковый шевер; б – схема обработки зубьев колес дисковым шевером:
1 – дисковый шевер; 2 – заготовка; v
– скорость шевера; v
– скорость заготовки; Sпр – продольная
подача (с реверсированием) стола; Sв – вертикальная подача стола
В настоящее время есть несколько методов шевингования: параллельное, диагональ-ное, тангенциальное и врезное. Шевингуют зубчатые колеса как наружного, так и внут-реннего зацепления.
|
|
|
