Операционная технологическая карта ремонта кольцевых стыков, выполненных ручной дуговой
сваркой при устранении дефектов изнутри и снаружи
трубы
ОБЪЕКТ СТРОИТЕЛЬСТВА
ТИП ТРУБОПРОВОДА
ДИАМЕТР
КИЛОМЕТРАЖ
СТЫКУЕМЫЕ ЭЛЕМЕНТЫ
ШИФР КАРТЫ
Магистральный нефтепровод
1020 мм
труба + труба
ТН-СРД-12-02
Характеристика труб
Сварочные материалы
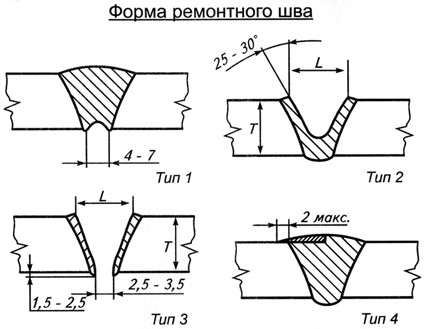
Форма ремонтного шва
Предварительный подогрев
Номер стандарта,
ТУ
Диа- метр, мм
Толщина стенки, мм
Марка стали,
класс прочности
Норматив- ный предел
прочности,
МПа
Эквива- лент
углерода,
%
Электроды типа Э50А
по ГОСТ 9467-75 (Е7016 по
AWS А5.1) диам. 2,5 мм
(сварка корневого слоя шва)
диам. 3,2 мм
(сварка корневого и подварочного слоев шва)
Электроды типа Э60
по ГОСТ 9467-75
(Е8018 по AWS А5.5) диам. 3,2 / 4,0 мм
(сварка заполняющих и облицовочного слоев)
Предварительны й подогрев до 100+30 0С при любой температуре
окружающего воздуха
10,0...20,0
К55
≤ 0,43
К56
К60
Режимы сварки
Дополнительные требования и рекомендации
Слой шва, выполняемый при ремонте
Марка электрода
Диаметр, электрода, мм
Поляр- ность
Сварочный
ток,
А
1. Конкретные марки аттестованных марок сварочных электродов следует выбирать в соответствии с РД «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов».
2. При наличии дефектов суммарной длиной более 530 мм стык должен быть вырезан.
3. Температура зоны сварки при выполнении первого ремонтного слоя должна быть не менее +100 0С.
4. Межслойная температура должна составлять не менее +50 оС и не более +250 0С.
5. Не разрешается повторный ремонт одного и того же дефектного участка.
6. При ремонте стыков труб необходимо использовать приспособления и механизмы, не нарушающие целостность изоляции. При проведении газопламенного нагрева следует использовать защитные экраны и/или термостойкие пояса.
7. После окончания сварки стык следует накрыть термоизолирующим поясом до полного остывания.
8. Не допускается ремонт трещин.
9. Направление сварки во всех случаях – снизу-вверх.
10. Работу на стыке от начала до конца выполняет один сварщик.
11. Запрещается выплавлять дефекты сваркой.
12. Ремонтные работы на стыке должны осуществляться без длительных перерывов.
13. После окончания ремонтных работ проводится повторный 100% радиографический контроль отремонтированного участка.
14. Для выборки дефектов изнутри трубы следует использовать шлифмашинки с рабочим напряжением
15. не более 36 В.
16. Конкретные марки аттестованных марок сварочных электродов следует выбирать в соответствии с РД «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов». Электроды перед использованием должны быть прокалены согласно рекомендаций завода изготовителя, в случае отсутствия рекомендаций прокаливаются при температуре 300-350 0С в течение 1,5-2 час.
Корневой
(тип 3)
2,5
(3,2)
Обратная/ прямая
70-85
(80–110)
Подварочный
(тип 1)
3,2
обратная
80–110
Заполняющие
(тип 2 и 3)
3,2
(4,0)*
обратная
90-120
130-170
Облицовочный
(тип 2, 3 и 4)
3,2
(4,0)*
обратная
80 - 110 130-160
* - Электроды диам. 4,0 мм рекомендуется использовать при выполнении ремонта кольцевых швов труб с толщинами стенок 15 – 20 мм.
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ ПРИ ВЫПОЛНЕНИИ РЕМОНТНЫХ РАБОТ
№ п/п
Операция
Содержание операций
Оборудование и инструмент
1.
Разметка ремонтируемого стыка
• По результатам неразрушающего контроля отметить на стыке место расположения и тип дефекта;
• Суммарная длина исправляемых дефектов не должна превышать 530 мм;
• Максимальная длина единовременно ремонтируемого участка – 300 мм;
• Длина размеченного участка должна превышать размеры исправляемого дефекта не менее, чем на 30 мм в каждую сторону по длине и 1-2 мм по глубине
• Дефекты корневого и подварочного слоев, а также горячего прохода рекомендуется исправлять, как правило, после вышлифовки изнутри трубы (тип 1). При этом ширина вышлифованного участка должна составлять не более 7 мм;
• В исключительных случаях при расположении дефектов по оси шва допускается ремонт со сквозным пропилом (тип 3). Зазор
в случае ремонта со сквозным пропилом должен составлять 2,5…3,5 мм;
• Дефекты заполняющих и облицовочного слоев шва ремонтируют путем частичной вышлифовки снаружи трубы (тип 2);
• Устранить шлифованием дефекты, подлежащие ремонту: поры, шлаковые включения, подрезы изнутри трубы, несплавления, непровары. При этом ширина вышлифованного участка «L» должна составлять на 2-4 мм меньше ширины облицовочного слоя шва;
• Сошлифовать часть шва в месте подреза или недостаточного перекрытия облицовочного слоя шва (тип 4) таким образом, чтобы после сварки ширина ремонтного шва не вышла за пределы допустимой величины
Шаблон сварщика УШС-3, шлифмашинка, линейка
3.
Подогрев стыка
• Произвести предварительный подогрев ремонтного участка стыка до 100+300С при любой температуре окружающего воздуха;
Замер температуры торцов труб осуществлять не менее, чем в 4-х точках по периметру стыка на расстоянии 10-15 и 60-75 мм от ремонтного участка сварного шва
• Выполнить сварку первого ремонтного слоя электродами с основным видом покрытия;
• Зачистить первый слой ремонтного шва от шлака и брызг;
• Выполнить сварку заполняющих и облицовочного слоев ремонтного участка шва электродами с основным видом покрытия;
• Производить послойную зачистку швов от шлака и брызг;
• Высота каждого слоя при заварке дефектного участка не должна превышать 2,5…3,5 мм;
• Выполнить наплавку ремонтного валика в местах подрезов или недостаточного перекрытия кромок облицовочного слоя шва. Допускается увеличение ширины шва в месте выполнения ремонта не более, чем на 2,0 мм;
• Выровнять грубые участки поверхности ремонтного шва. Для этой операции рекомендуется применять малогабаритные шлифмашинки. Зачистить прилегающую поверхность труб от брызг
Не оговоренные в данной технологической карте операции должны выполняться в соответствии со СНиП III-42-80* и
РД «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов»
Карта разработана: __________________ /_____________________________/ - _____________________________ Дата: «_____» ______________200___ г.
ПОДПИСЬ Ф. И. О ДОЛЖНОСТЬ