 |


К.11 Типовая операционная технологическая карта сборки и комбинированной автоматической сварки неповоротных стыков труб с использованием головок М-300
|
|
|
|
⇐ ПредыдущаяСтр 34 из 34
| Типовая операционная технологическая карта сборки и комбинированной автоматической сварки неповоротных стыков труб с использованием головок М-300 | |||||||||||||||||
| ОБЪЕКТ СТРОИТЕЛЬСТВА | ТИП ТРУБОПРОВОДА | ДИАМЕТР | КИЛОМЕТРАЖ | СТЫКУЕМЫЕ ЭЛЕМЕНТЫ | ШИФР КАРТЫ | ||||||||||||
| Магистральный Нефтепровод | 1220 мм | труба + труба | ТН-СЗГ-15-01 | ||||||||||||||
| Характеристика труб | Процессы сварки | Форма разделки кромоки сварного шва 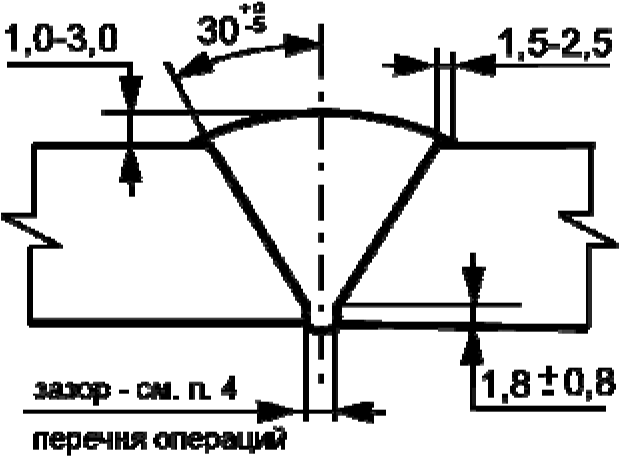 
Минимальное число слоев: N=3 для SСТ.=12,0 мм N=4 для SСТ.=14,0 мм | Сварочные материалы | ||||||||||||||
| Марка стали, номер ТУ | Диа- метр, мм | Толщина стенки SСТ., мм | Класс прочности стали | Нормативный предел прочности, МПа | Эквивалент углерода, % | 1. Автоматическая сварка проволокой сплошного сечения в среде защитных газов методом STT (корневой слой шва). 2. Автоматическая сварка порошковой проволокой в среде защитных газов (заполняющие и облицовочный слои). | 1. Проволока сплошного сечения марки Супер Арк Л-56 (Super Arc L-56) диам. 1,14 мм – сварка корневого слоя шва; 2. Порошковая проволока марки ПХ-701 (PX-701) диам. 1,4 мм – сварка горячего прохода, заполняющих и облицовочного слоев шва; 3. Защитный газ: смесь 75% аргона + 25% углекислого газа (75% Ar + 25% CO2 ) | ||||||||||
| 12...14 | К50 | ≤ 0,43 | Предварительный подогрев | ||||||||||||||
| К52 | • Для труб с толщинами стенок 10...12 мм - подогрев до 50+30 0С при температуре окружающего воздуха ниже +5 0С и/или наличии влаги на концах труб; Для труб с толщиной стенок 12,1...14 мм - подогрев до 100+30 0С при температуре окружающего воздуха ниже -200С и до 50+30 0С при температуре окружающего воздуха ниже +5 0 С и/или наличии влаги на концах труб; | ||||||||||||||||
| К54 | |||||||||||||||||
| Режимы сварки | Дополнительные требования и рекомендации | ||||||||||||||||
| Наименование слоя шва | 8. Для выполнения сварных соединений следует использовать трубы с одинаковой нормативной толщиной стенки и стандартной заводской разделкой кромки (угол скоса = 30 град., притупление = 1,8 ± 0,8 мм). 9. Сварку следует выполнять герметичных палатках, обеспечивающих защиту зоны сварки от ветра и атмосферных осадков. 10. Сварка каждого слоя шва производится двумя сварщиками-операторами одновременно. Второй оператор начинает сварку после того, как первый оператор сварил участок периметра длиной не менее 1м (для корневого слоя и горячего прохода) и не менее 0,5 м (для заполняющих и облицовочного слоев). 11. Запрещается освобождать жимки центратора до полного завершения сварки корневого слоя шва. 5. Интервал времени между завершением корневого слоя шва и началом сварки горячего прохода не должен превышать 10 мин. 6. Межслойная температура должна находиться в пределах 50…250 0С. В случае снижения межслойной температуры ниже +50 0С следует осуществить сопутствующий подогрев до +50…70 0С. 7. В случае атмосферных осадков сваренный стык следует укрывать термоизолирующим поясом до полного остывания стыка. 8. Настройка основных параметров режима для каждого слоя шва производится заблаговременно на пульте управления головки М-300 (М300-С) и на источнике Инвертек СТТ-II (Invertec STT-II) – перед сваркой корневого слоя. В процессе работы производится периодический контроль параметров режима и постоянный контроль технического состояния сборочно-сварочного оборудования. 9. При выполнении работ должна быть обеспечена сохранность заводской изоляции труб 10. Для шлифовки замков шва рекомендуется применять малогабаритные шлифмашинки. | ||||||||||||||||
| Корневой | Горячий проход | Заполня- ющие | Облицо- вочный | ||||||||||||||
| Направление сварки | На спуск | На спуск | На подъем | На подъем | |||||||||||||
| Скорость подачи проволоки, дюйм/мин. | 200-220 | 220-250 | 190-210 | ||||||||||||||
| Род тока, полярность | = (+) | = (+) | = (+) | = (+) | |||||||||||||
| Сила тока, А | (*) | Не нормируется | |||||||||||||||
| Напряжение на дуге, В | Не нормируется | 20,5 – 22,0 | 21,0 – 22,5 | 21,0 – 22,5 | |||||||||||||
| Вылет электрода, мм | 5 – 10 | 7 – 12 | 8 – 13 | 8 - 13 | |||||||||||||
| Скорость сварки, дюйм/мин. | 10 - 13 | 16 - 18 | 6 – 10 | 6 - 9 | |||||||||||||
| Частота колебаний электрода, дюйм/сек. | (**) | 2,8 | 3,2 | 3,6 | |||||||||||||
| Амплитуда колебаний электрода, мм | (**) | Регулируется по ширине разделки | |||||||||||||||
| Время задержки электрода на кромке, | (**) | 0 – 0,4 | 0 – 0,4 | ||||||||||||||
| Угол наклона электрода (вперед), град. | 2 - 4 | 0 – 7 | 0 – 7 | 0 – 7 | |||||||||||||
| Защитный газ | 75%Ar +25%CO2 | 75%Ar +25%CO2 | 75%Ar +25%CO2 | 75%Ar +25%CO2 | |||||||||||||
| Расход газа, куб. фут/час (л/мин.) | 50–60 (24-28) | 80-100 (38-47) | 80-100 (38-47) | 80-100 (38-47) | |||||||||||||
| (*) – Для сварки корневого слоя шва методом STT на источнике питания устанавливаются специальные параметры: пиковый ток = 400 – 460 А; базовый ток = 60 – 90 А; скорость изменения заднего фронта импульса (tailout) = 3-5 ед.; установка параметра горячего старта (hot start) =1,5 – 3 ед. (**) – при наличии зазора = 2,5-3,0 мм на участке стыка 0 час. - 1 час. 30 мин. сварку корневого слоя на данном участке следует выполнить с колебаниями электрода: частота колебаний = 2,8 дюйм/мин.; время задержки = 0; амплитуда колебаний – регулирется по месту. | |||||||||||||||||
| ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ | |||||||||||||||||
| № п/п | Операция | Содержание операций | Оборудование и инструмент | ||||||||||||||
| 1. | Очистка труб | • Внутреннюю и наружную неизолированную поверхности труб очистить от земли и других загрязнений | Скребок, щетка | ||||||||||||||
| 2. | Подготовка кромок | • Осмотреть поверхность и кромки труб; • Устранить шлифованием на наружной поверхности неизолированных торцов труб царапины, риски, задиры глубиной до 5% от нормативной толщины стенки, но не более минусового допуска на толщину стенки по ТУ; • Забоины и задиры фасок глубиной до 5 мм ремонтировать электродами с основным видом покрытия типа Э50А (E7016) диам. 2,5 мм с предварительным подогревом до 100+30 0С; • Зачистить отремонтированные поверхности кромок труб шлифованием, при этом должна быть восстановлена заводская разделка кромок, а толщина стенки трубы не должна быть выведена за пределы минусового допуска; • Вмятины на торцах труб глубиной до 43 мм выправить безударным разжимным устройством с местным подогревом изнутри трубы до 100- 150 0С независимо от температуры воздуха. Торцы труб с вмятинами более 43 мм следует обрезать и обработать станком СПК; • Наружное усиление заводского шва сошлифовать «заподлицо» с поверхностью трубы на ширине 10 -15 мм от торца; • Зачистить до чистого металла прилегающие к кромкам внутреннюю и наружную поверхности трубы на ширину не менее 15 мм; • Установить с помощью специального шаблона направляющий пояс для перемещения сварочных головок. | Ультразвуковой толщиномер, шаблон сварщика УШС, линейка, штангенциркуль, шлифмашинка, Станок типа СПК, разжимное приспособление, газовая горелка, контактный термометр, термокарандаш, направляющий пояс CRC AW | ||||||||||||||
| 3. | Подогрев стыка | • Осуществить предварительный подогрев до температуры, указанной в разделе «Предварительный подогрев»; • Замер температуры торцов труб осуществлять не менее, чем в 4-х точках по периметру стыка на расстоянии 10-15 и 60-75 мм от торцов труб | Кольцевой подогреватель, контактный термометр, термокарандаш | ||||||||||||||
| 4. | Сборка труб | • Сборку стыка производить без прихваток на внутреннем гидравлическом центраторе; • Собрать стык с зазором 2,1 – 2,4 мм в верхней части периметра стыка (пространственное положение 0 час. – 1 час. 30 мин.) и 2,5 – 3,0 мм - на остальном периметре стыка. Расстояние между заводскими швами стыкуемых труб должно быть не менее 100 мм. Наружное смещение должно быть распределено по периметру стыка. Величина наружного смещения кромок – не более 2,0 мм; • Установить сварочные головки, откорректировать их положение и проверить настройку параметров режима сварки согласно таблице «Параметры режима» (с учетом п.6 «Дополнительных требований и рекомендаций»; | Внутренний гидравлический центратор, шаблон сварщика УШС-3, секундомер | ||||||||||||||
| 5. | Сварка стыка | • Выполнить сварку корневого слоя шва методом STT двумя сварочными головками М300 (М300-С). В процессе работы произвести обработку шлифкругом на участках расположения замков; • Снять с направляющего пояса сварочные головки поста корневого слоя шва и произвести тщательную обработку его поверхности шлифкругом; • Установить сварочные головки поста горячего прохода, проверить настройку режима и выполнить сварку горячего прохода; • Последовательно производить настройку параметров режима и сварку заполняющих и облицовочного слоев шва; • Производить послойную зачистку от шлака и брызг. Усиление шва на участках расположения замков зашлифовать до требуемой величины. | Палатка-укрытие, сварочные источники Invertec STT-II и DC-400, сварочные головки М300 (М300-С), металлическая щетка, линейка, шаблон сварщика, шлифмашинка | ||||||||||||||
| Не оговоренные в данной технологической карте операции должны выполняться в соответствии со СНиП III-42-80* и РД «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов» | |||||||||||||||||
| Карта разработана: _________________ /_____________________________/ - _____________________________ Дата: «_____» ______________200___ г. ПОДПИСЬ Ф. И. О ДОЛЖНОСТЬ | |||||||||||||||||

|
|
|
|
|
|
|
|
|
|
|
|


|
|
|
Воспользуйтесь поиском по сайту:

©2015 - 2026 megalektsii.ru Все авторские права принадлежат авторам лекционных материалов. Обратная связь с нами...