 |


Определение трудоемкости работ и длительности
|
|
|
|
ПРОИЗВОДСТВЕННОГО ЦИКЛА
Заключительный этап проектирования производственного процесса — определение трудоемкости его операций, а также расчетной длительности каждой из них и всего производственного цикла изготовления заданного изделия. Эти данные получают в результате технического нормирования трудоемкости операций и времени, затрачиваемого на их выполнение. При проектировании производственных процессов следует учитывать различия в нормировании ручных и- механизированных операций.
При нормировании ручных работ продолжительность каждой операции определяют с учетом числа рабочих, выполняющих одновременно и совместно данную производственную операцию. Применяемые в этом случае единичные нормы представляют собой практически проверенные данные о необходимом количестве труда для выполнения какой-либо единицы работы (сварка 1 м шва либо одного стыка и т. п.) в заданных (или выбранных проектантом) производственных условиях и при соблюдении рациональных технологических режимов данной работы.
В результате нормирования ручных сборочно-сварочных и заготовительных работ получают следующие две величины, характеризующие время и труд, требуемые для выполнения каждой запроектированной операции: tч — продолжительность работ, измеряемую обычно в минутах или часах, и  — трудоемкость работ, получаемую путем умножения единичной нормы на число единиц работы, включенных в данную операцию; значения этой веичины выражают в единицах трудоемкости — в человеко - минутах или в человеко-часах (либо в нормо-часах).
— трудоемкость работ, получаемую путем умножения единичной нормы на число единиц работы, включенных в данную операцию; значения этой веичины выражают в единицах трудоемкости — в человеко - минутах или в человеко-часах (либо в нормо-часах).
Очевидно, что трудоемкость каких-либо ручных работ , подсчитанная по нормам для некоторых определенных производственных условий данного технологического процесса, характеризует необходимое количество труда для их выполнения
|
|
|
= const,
где — величина постоянная в течение всего времени, пока не изменятся производственные условия или технологический процесс. В то же время продолжительность тех же работ tч представляет собой переменную величину, зависящую от числа рабочих nч, принимающих участие в этих работах:

Естественно, что трудоемкость и продолжительность ручных работ будут численно равны между собой в тех случаях, когда число рабочих, выполняющих данную операцию, будет равно единице. Во всех остальных случаях числовое значение продолжительности работ значительно меньше числового значения трудоемкости тех же работ.
Число рабочих на одном рабочем месте (на сборочно-сварочном стенде, стеллаже и т. п.), выполняющих работу совместно и одновременно, обозначают термином «плотность работ» и выражают в «человек-место». Таким образом, трудоемкость ручных работ в человеко-минутах или человеко-часах путем деления ее на плотность работ  может быть выражена в других единицах трудоемкости — в место-минутах или в место-часах
может быть выражена в других единицах трудоемкости — в место-минутах или в место-часах

Очевидно, что для каждого отдельного сборочно-сварочного рабочего места продолжительность выполнения сборочно-сварочных операций в минутах или часах всегда численно равна трудоемкости тех же операций, выраженной в место-минутах или в место-часах.
В случаях определения продолжительности работ, производимых на каком-либо станке, руководствуются сведениями о производительности этого станка при оптимальных режимах его работы. Исходя из этих данных подсчитывают единичную норму времени на обработку единицы материала либо на обработку одной детали. Что же касается рабочих, обслуживающих в процессе работы данный станок, что число их обычно не влияет на его производительность и поэтому должно учитываться особо, по соображениям рациональной загрузки их операциями, необходимыми для обслуживания станка.
|
|
|
Таким образом, при нормировании технологического процесс станочных работ получают следующие величины, характеризующие время и труд, необходимые для выполнения каждой операции: продолжительность работ, измеряемую в минутах или часах, и трудоемкость работ, получаемую путем умножения единичной нормы трудоемкости на число единиц работы, включаемых в данную станочную операцию; эту величину измеряют в единицах трудоемкости — в станко-минутах или станко-часах.
Очевидно, что для каждого отдельного станка продолжительность выполнения станочных операций в минутах или часах всегда численно равна трудоемкости тех же операций, выраженной станко-минутах или станко-часах.
Более подробные данные по техническому нормированию технологических процессов при проектировании сборочно-сварочных цехов (отделений, участков) приведены в соответствующих нормативных и справочных материалах и источниках.
После определения трудоемкости всех операций по изготовлению заданных изделий могут быть выполнены последующие расчеты. Так, посредством суммирования трудоемкости всех последовательных рабочих операций проектируемого технологического процесса может быть получена суммарная трудоемкость работ по изготовлению одного изделия. При этом понятно, что трудоемкости ручных и станочных работ следует подсчитывать раздельно. Кроме того, путем суммирования трудоемкостей соответствующих операций и умножения их на количество заданных изделий могут быть получены значения трудоемкости работ на всю годовую производственную программу для каждого предусмотренного технологическим процессом типоразмера станка или сборочно-сварочного рабочего места и для каждой профессии и специальности производственных рабочих в отдельности.
Числовые значения указанных величин трудоемкости работ на годовую программу представляют собой исходные данные для расчетов по определению требуемого количества оборудования рабочих мест и числа рабочих для проектируемого цеха. При этом связующим звеном между значениями трудоемкости работ на годовую программу и потребными количествами перечисленных основных элементов производства служат фонды времени оборудования, рабочих мест и рабочих.
|
|
|
Полученные в результате технического нормирования всех операций проектируемого производственного процесса (технологических, контрольных и подъемно-транспортных) числовые значения их продолжительности дают возможность определять об-щую продолжительность изготовления заданного изделия, т. е. длительность его производственного цикла. Эта величина служит показателем уровня организации производственного процесса, а следовательно, показателем качества его разработки. Следовательно, чем меньше производственный цикл изготовления изделия, тем больше пропускная способность (производительность) цеха, отделения, участка, тем быстрее оборачиваемость оборотных средств предприятия-изготовителя данных изделий, тем меньше необходимая для выполнения программы сумма оборотных средств производства. Поэтому определение длительности производственного цикла для каждого типа заданных для изготовления в проектируемом цехе изделий имеет весьма существенное значение и является обязательным заключительным этапом разработки проекта производственного процесса.
В случаях изготовления весьма простых изделий, не поддающихся расчленению на отдельные сборочные единицы, длительность производственного цикла Тц. п каждого из них, очевидно, равна сумме продолжительностей всех операций запроектированного производственного процесса (tт — технологических, tK — контрольных и tn — подъемно-транспортных):

Для изделий достаточно сложных, расчленяемых на отдельные сборочные единицы, изготовление которых может осуществляться одновременно на разных рабочих местах, длительность Тц.с производственного цикла всегда меньше указанной выше суммы продолжительностей всех операций запроектированного производственного процесса:

В подобных случаях величину производственного цикла определяют путем построения графика циклограммы последовательно-параллельного выполнения всех операций (рис. 1). На таком графике по оси ординат откладывают точки, соответствующие предусмотренным в запроектированном производственном процессе рабочим местам (станкам, сборочным стеллажам, испытательным стендам и пр.), а по оси абсцисс — продолжительность операций, т. е. время. При построении графика следует стремиться к получению минимально возможного значения длительности производственного цикла Тц. с, что достигается путем максимального расчленения заданного изделия на отдельные сборочные единицы и одновременного их изготовления.
|
|
|
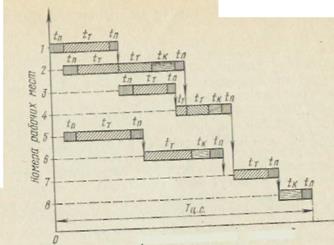
Продолжительность операций
Рис. 1 Пример циклограммы изготовления сложного изделия
ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ОЦЕНКА ВАРИАНТОВ
ТЕХНОЛОГИИ ПРОИЗВОДСТВА
Разработка проекта производственного процесса изготовления заданных изделий, как всякая техническая задача, обычно допускает различные варианты решения возникающих вопросов. Наиболее часто такие варианты относятся к разным технологическим способам изготовления продукции, различной степени механизации производственного процесса, разным типам оборудования и оснастки рабочих мест и т. п. При этом использование каждого варианта в отдельности удовлетворяет требованиям к качеству заданной продукции в соответствии с техническими условиями на ее приемку.
Наиболее целесообразный вариант из числа возможных в практике проектирования определяют на основе технико-экономического их сравнения. В результате такого сравнения выбирают лучший вариант, являющийся применительно к заданной программе выпуска изделий наиболее рациональным в техническом и наиболее рентабельным в экономическом отношении.
Методика сравнительной технико-экономической оценки проектируемых вариантов технологии производства сводится к следующему. Применительно к сварочному производству технические преимущества и недостатки сравниваемых вариантов подлежат оценке по присущим каждому из них значениям указанных ниже основных характеристик и показателей:
прогрессивность технологии производства, определяемая высокой производительностью применяемых сварочных процессов, отсутствием существенных препятствий для комплексной их механизации и автоматизации, возможностью достижения высокого качества заданной продукции и снижения ее трудоемкости при обеспечении безопасности и безвредности выполняемых работ;
длительность производственного цикла изготовления заданной продукции (лучшему варианту присуща наименьшая длительность производственного цикла);
|
|
|
габаритные размеры и масса необходимого технологического оборудования (лучшему варианту присущи наименьшие габаритные размеры и масса оборудования);
площадь и кубатура здания цеха, необходимые для организации производственного процесса (лучший вариант отличается наиболее компактным его размещением в цехе);


 требуемое число рабочего и обслуживающего персонала для изготовления заданной продукции (лучший вариант требует наименьшего числа указанного персонала);
требуемое число рабочего и обслуживающего персонала для изготовления заданной продукции (лучший вариант требует наименьшего числа указанного персонала);
удельная производительность технологии изготовления заданной продукции, определяемая показателями ее годового выпуска на одного рабочего и на 1 м2 площади, занятой производственным процессом.
Результатов сопоставления между собой сравниваемых вариантов технологии производства заданной продукции по перечисленным выше техническим характеристикам и показателям еще недостаточно для определения оптимального варианта. Последний может быть выявлен путем экономического анализа наиболее прогрессивных и конкурирующих между собой в техническом отношении вариантов. Поэтому техническую оценку сравниваемых вариантов технологии производства всегда дополняют их экономической оценкой.
Согласно утвержденной методике для оценки экономической эффективности применения различных вариантов техники в промышленности следует определять соответствующие каждому варианту годовые приведенные затраты 3 по формуле
3 = С + ЕНК, руб/год,
где С — себестоимость годового выпуска продукции, руб.; К. — капитальные вложения в производственные фонды, руб.; Ен — нормативный коэффициент эффективности капитальных вложений, принимаемый в расчетах равным 0,15; ЕНК — сумма ежегодного погашения капитальных вложений, руб.
Лучший вариант характеризуется наименьшей величиной 3 приведенных годовых затрат.
В подсчеты капитальных вложений и себестоимости годового выпуска продукции по сравниваемым вариантам достаточно вводить затраты только по тем элементам капиталовложений и себестоимости, по которым сравниваемые варианты различаются между собой. Такое упрощение расчетов не влияет на действительное соотношение их результатов по сравниваемым вариантам. Указанную «упрощенную» себестоимость продукции называют технологической себестоимостью в отличие от полной себестоимости, в которую входят все без исключения издержки.
В сварочном производстве вообще и особенно при изготовлении деталей, наплавленных износостойкими сплавами, нередко различные варианты технологии сварки (наплавки) обеспечивают разное качество продукции. Последнее выражается обычно эксплуатационными показателями долговечности (срок службы либо износостойкость наплавленных деталей) или показателями удельного расхода на единицу обрабатываемого материала (например, количество расходуемых наплавленных лемехов на каждые 1000 га пашни, обрабатываемой тракторными плугами). В подобных случаях в описанные выше расчетные формулы следует вместо фактической себестоимости Ct годового выпуска продукции вводить его скорректированную себестоимость Ск с учетом изменения качества изделий
В подтверждение этого можно привести немало примеров, когда технологический вариант, отличающийся наиболее низкой цеховой себестоимостью наплавленных деталей, не обеспечивает у потребителя этих деталей наибольший срок их службы сравнительно с деталями, наплавленными с применением более дорогой технологии. Лучший вариант должен быть оптимальным с точки зрения потребителя продукции.
Экономический анализ необходим также тогда, когда имеется всего один вариант технологического процесса. При этом анализ дает возможность выявить недостатки разработанного варианта и пути рационализации предусмотренного производственного процесса либо необходимость замены его другим процессом, экономически более эффективным.
Чаще всего в практике проектирования выполняют экономическое сравнение производственного процесса, разработанного в представляемом на утверждение проекте, с другими вариантами процессов, принятыми в ранее утвержденных проектах аналогичного либо подобного производства. В таких случаях для обеспечения сопоставимости сравниваемых вариантов непременным условием является приведение их программ годового выпуска продукции к одинаковым либо близким количественным значениям. По каждому сравниваемому варианту проекта определяют годовые приведенные затраты после следующих ее преобразований. Входящую в эту формулу себестоимость С годового выпуска продукции для упрощения расчетов представляют в виде цеховой технологической себестоимости, т. е. включающей только те элементы себестоимости, которыми сравниваемые варианты различаются между собой.
|
|
|
