 |


Основные слесарные операции
|
|
|
|
Технология слесарной обработки содержит ряд основных операций, таких, как разметка, рубка правка и гибка металлов, резка металлов, опиливание, сверление, зенкование, зенкерование и развертывание отверстий, нарезание резьбы, клепка, притирка и доводка, пайка и др. Большинство этих операций относится к обработке металлов резанием.
Разметка
Разметкой называется операция нанесения на поверхность заготовки линий (рисок), показывающих согласно чертежу контуры детали или местá, подлежащие обработке. Разметку подразделяют на:
- линейную (одномерную) – по длине прутков, проката, полосовой стали,
- плоскостную (двумерную) – для заготовок из листового металла,
- пространственную (объемную, трехмерную) – для объемных заготовок.
К специальному разметочному инструменту относятся чертилки, кернеры, разметочные циркули, рейсмусы. Кроме этих инструментов используются молотки, разметочные плиты и вспомогательные приспособления: подкладки, домкраты и т.д.
 Рисунок 6 Чертилка
Рисунок 6 Чертилка
| Чертилки (рисунок 6) служат для нанесения линий на размечаемую поверхность заготовки. Изготавливают их из инструментальной стали У10 или У12 (твердость HRC 58-62). Кернеры (рисунок 7) применяют для нанесения углублений (кернов) на предварительно |
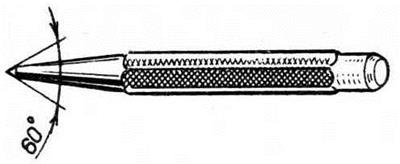 Рисунок 7 Кернер
Рисунок 7 Кернер
| |
| размеченных линиях, чтобы линии были отчетливо видны и не стирались в процессе обработки деталей. Кернер – это стержень из инструментальной углеродистой стали У7, У8 (HRC 52-57) длиной 100-160 мм и диаметром 8-12 мм. Угол заточки — обычно 60°, при более точных разметках — 30-45°, для центров будущих отверстий — 75°. Разметочные (слесарные) циркули по устройству аналогичны чертежным циркулям. Рейсмус (рисунок 8) служит для нанесения параллельных вертикальных и горизонтальных рисок. В последнее время чаще используют штангенрейсмус с острым наконечником. Плоскостную и особенно пространственную разметки заготовок производят на разметочных плитах. Разметочная плита — это чугунная отливка, горизонтальная рабочая поверхность и боковые грани которой очень точно обработаны. Шаблоном называется приспособление, по которому изготавливают детали или проверяют их |
после обработки. Разметка по шаблону используется при изготовлении больших партий одинаковых деталей. Она целесообразна потому, что трудоемкая и требующая много времени разметка по чертежу выполняется только один раз при изготовлении шаблона. Все последую щие операции разметки заготовок заключаются в копировании очертаний шаблона. Кроме того, изготовленные шаблоны могут использоваться для контроля детали после обработки заготовки.
|
|
|
Правка и гибка металлов
Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Ее сущность заключается в сжатии выпуклого слоя металла и расширении вогнутого.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор того или иного способа правки зависит от величины прогиба, размеров и материала заготовки (детали).
Правка может быть ручной (на стальной или чугунной правильной плите) или машинной (на правильных вальцах или прессах).
Правильная плита, так же как и разметочная, должна быть массивной. Ее размеры могут быть от 400´400 мм до 1500´3000 мм. Устанавливаются плиты на металлические или деревянные подставки, обеспечивающие устойчивость плиты и горизонтальность ее положения.
Для правки закаленных деталей (рихтовки) используют рихтовальные бабки. Они изготовляются из стали и закаливаются. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150—200 мм.
|
|
|
Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой (деревянным молотком).
Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы — лекальной линейкой или на проверочной плите.
Валы и круглые заготовки большого сечения правят с помощью ручного винтового или гидравлического пресса.
Гибка металлов применяется для придания заготовке изогнутой формы согласно чертежу. Сущность ее заключается в том, что одна часть заготовки перегибается по отношению к другой на какой-либо заданный угол. Ручную гибку производят в тисках с помощью слесарного молотка и различных приспособлений.
Гибку тонкого листового металла производят киянкой.
При пластической деформации металла в процессе гибки нужно учитывать упругость материала: после снятия нагрузки угол загиба несколько увеличивается.
Изготовление деталей с очень малыми радиусами изгиба связано с опасностью разрыва наружного слоя заготовки в месте изгиба. Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности.
Гибку труб производят с наполнителем (обычно сухой речной песок) или без него. Наполнитель предохраняет стенки трубы от образования в местах изгиба складок и морщин (гофров).
Рубка металлов
Рубкой называется операция, при которой с помощью зубила и слесарного молотка с заготовки удаляют слои металла или разрубают заготовку.
Физической основой рубки является действие клина, форму которого имеет рабочая (режущая) часть зубила. Рубка применяется в тех случаях, когда станочная обработка заготовок трудно выполнима или нерациональна.
С помощью рубки производится удаление (срубание) с заготовки неровностей металла, снятие твердой корки, окалины, острых кромок детали, вырубание пазов и канавок, разрубание листового металла на части.
Рубка производится, как правило, в тисках. Разрубание листового материала на части может выполняться на плите.
Основным рабочим (режущим) инструментом при рубке является зубило, а ударным — молоток.
|
|
|
Слесарное зубило (рисунок 8) изготавливается из инструментальной углеродистой стали У7А или У8А. Оно состоит из трех частей: ударной, средней и рабочей. Ударная часть 1 выполняется суживающейся кверху, а вершина ее (боек) — закругленной; за среднюю часть 2 зубило держат во время рубки; рабочая (режущая) часть 3 имеет клиновидную форму.
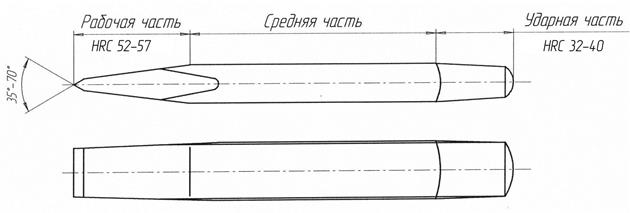
Рисунок 8 Слесарное зубило
Угол заострения выбирается в зависимости от твердости обрабатываемого материала. Для наиболее распространенных материалов рекомендуются следующие углы заострения:
- для твердых материалов (твердая сталь, чугун) — 70°;
- для материалов средней твердости (сталь) — 60°;
- для мягких материалов (медь, латунь) — 45°;
- для алюминиевых сплавов — 35°.
Крейцмейсель — зубило с узкой режущей кромкой (рисунок 10), предназначенное для вырубания узких канавок, шпоночных пазов малой точности и срубания головок заклепок. Такое зубило может применяться и для снятия широких слоев металла: сначала прорубают канавки узким зубилом, а оставшиеся выступы срубают широким зубилом.
Слесарные молотки, используемые при рубке металлов, бывают двух типов: с круглым и с квадратным бойком. Основной характеристикой молотка является его масса.
Молотки с круглым бойком имеют номер : с 1-го по 6-й. Номинальный вес молотка № 1 - 200 г; №2 - 400 г; №3 - 500 г; № 4 - 600 г; № 5 - 800 г; № 6 - 1000 г. Молотки с квадратным бойком имеют номера с 1-го по 8-й и вес от 50 до 1000 г.
Материал молотков — сталь 50 (не ниже) или сталь У7.
Рабочие концы молотков термически обработаны до твердости HRC 49-56 на длине, равной 1/5 общей длины молотка с обоих концов.
На слесарных работах применяют молотки с круглым бойком № 2 и 3, с квадратным бойком № 4 и 5. Длина ручки молотка примерно 300—350 мм.
Резка металлов
Резание — слесарная операция по разделению целого куска (заготовки, детали) на части. Выполняется без снятия стружки: кусачками, ножницами и труборезами и со снятием стружки: ножовками, пилами, фрезами и специальными способами (газовая резка, анодно-механическая и электроискровая резки, плазменная резка).
|
|
|
Проволока разрезается острогубцами (кусачками), листовой материал — ножницами; круглый, квадратный, шестигранный и полосовой материал небольших сечений — ручными ножовками, а больших сечений на отрезных станках с ножовочными полотнами, круглыми дисковыми пилами, специальными способами.
Сущность операции разрезания металла острогубцами (кусачками) и ножницами заключается в разделении проволоки, листового или полосового металла на части под давлением двух движущихся навстречу друг другу клиньев (режущих ножей).
Острогубцами режут (откусывают) стальные детали круглого сечения и проволоку. Изготавливают их длиной 125 и 150 мм (для откусывания проволоки диаметром до 2 мм) и длиной 175 и 200 мм (для диаметров до 3 мм).
Режущие кромки губок прямолинейны и остро заточены под углом 55—60°. Изготавливают кусачки из инструментальной углеродистой стали У7, У8 или стали 60-70. Губки термически обработаны до твердости HRC 52-60.
Ножницы ручные предназначены для разрезания листовой мягкой малоуглеродистой стали, латуни, алюминия и других металлов. Изготавливают длиной 200 и 250 мм для разрезания металла толщиной до 0,5 мм, 320 мм (для толщины до 0,75 мм), 400 мм (для толщины до 1 мм).
Материал ножниц — сталь 65, 70. Лезвия ножниц термически обрабо- таны до твердости HRC 52-58. Режущие кромки лезвий остро заточены под углом 70°. Лезвия ножниц в закрытом состоянии взаимно перекрываются, причем перекрытие на концах не превышает 2 мм.
Стуловыми ножницами режут листовой металл толщиной до 3—5 мм. Одна из ручек ножниц изогнута под углом 90° и жестко крепится к столу или другому основанию. Длина рабочей ручки ножниц — 400-800 мм, режущей части — 100-300 мм.
Рычажные ножницы применяют для резки листового металла толщиной до 5 мм. Ножницы изготавливают из инструментальной стали У8А и обрабатывают термически до твердости HRC 52-58. Угол заострения режущих кромок ножей 75—85°.
Труборезы предназначены для резания вручную тонкостенных(газовых) труб из мягкой стали, резание выполняется без снятия стружки. Выпускают двух размеров: для резания труб от 1/2 до 2" и для труб — от 1 до 3".
Основные части трубореза — ролики: один режущий (рабочий) и два направляющие. Труба разрезается рабочим роликом; при этом она закрепляется на направляющих роликах и поджимается винтом.
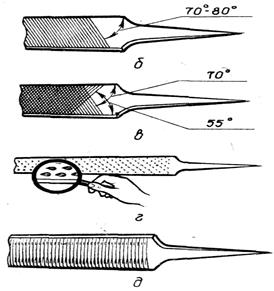
Ручная ножовка (рисунок 9, а) применяется для разрезания сравнительно толстых листов металла и круглого или профильного проката. Ножовкой можно производить также прорезание шлицев, пазов, обрезку и вырезку заготовок по контуру и другие работы. Изготавливают их из сталей У8-У12 или 9ХС с твердостью режущей части HRC 58-61, сердцевины — HRC 40-45. Она состоит из рамки 1, натяжного винта с барашковой гайкой 2, рукоятки 6, ножовочного полотна 4, которое вставляется в прорези головок 3 и крепится штифтами 5.
|
|
|
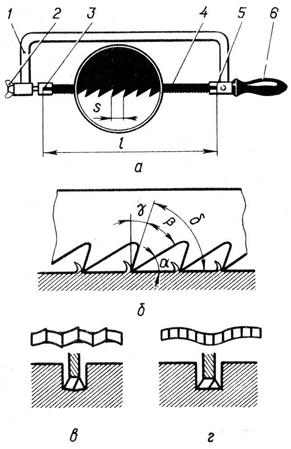 Рисунок 9 Ручная ножовка а – устройство, б - углы заточки, в – разводка зубьев «по зубу», г – разводка зубьев «по полотну».
Рисунок 9 Ручная ножовка а – устройство, б - углы заточки, в – разводка зубьев «по зубу», г – разводка зубьев «по полотну».
| Каждый зуб полотна имеет форму клина (резца). На нем, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ= α + β (рисунок 9, б). При насечке зубьев учитывают то, что образующаяся стружка должна помещаться между зубьями до их выхода из пропила. В зависимости от твердости разрезаемых материалов углы зуба полотна могут быть: γ =0—12°, β =43— 60° и α = 35 —40°. Чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна, выполняют разводку зубьев «по зубу» (рисунок 9, в) или «по полотну» (рисунок 9, г). Это предотвращает заклинивание полотна и облегчает работу. |
Опиливание металлов
Опиливанием называется слесарная операция, при которой снимают слои материала с поверхности заготовки с помощью напильника. Обычно проводится после рубки, обдирки или резки для придания необходимой чистоты и точности обрабатываемому изделию.
Напильник — это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и малую шероховатость обрабатываемой поверхности заготовки (детали).
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия различной формы, поверхности, расположенные под разными углами, и т. д.
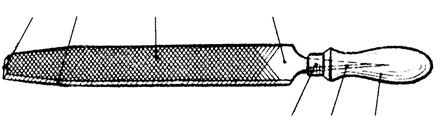
Напильник(рисунок 10, а) представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеется насечка (нарезка). Насечка образует мелкие и острозаточенные зубья, имеющие в сечении форму клина.
Насечка может быть одинарной (простой), двойной (перекрестной), рашпильной (точечной) или дуговой(рисунок 10, б - д).
Напильники с одинарной насечкой снимают широкую стружку по длине всей насечки. Их применяют при опиливании мягких металлов.
Напильники с двойной насечкой используют при опиливании стали, чугуна и других твердых материалов, так как перекрестная насечка размельчает стружку, чем облегчает работу.
Рашпильную насечку получают вдавливанием металла специальными трехгранными зубилами. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы.
Дуговую насечку получают фрезерованием. Она имеет дугообразную форму и большие впадины между зубьями, что обеспечивает высокую производительность и хорошее качество обрабатываемых поверхностей.
Изготавливаются напильники из стали У10, У12, У13, а также из легированной хромистой стали ШХ15 и 13Х. После насечки зубьев напильники подвергают термической обработке до твердости не менее HRC 54.
По назначению напильники делят на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные напильники.
Для общеслесарных работ применяют напильники общего назначения.
1 2 3 4
5 6 7
| Рисунок 10 Напильники а - основные части (1 - нос; 2 - ребро; 3 - грань; 4 - пятка; 5 - кольцо; 6 - хвостовик; 7 - ручка); б — одинарная насечка; в — двойная насечка; г — рашпильная насечка; д — дуговая насечка. |
По числу насечек на 1 см длины напильники подразделяют на 6 номеров.
Напильники с насечкой № 0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого (чернового) опиливания с погрешностью 0,5—0,2 мм.
Напильники с насечкой № 2 и 3 (личные) служат для чистового опиливания деталей с погрешностью 0,15—0,02 мм.
Напильники с насечкой № 4 и 5 (бархатные) применяются для окончательной точной отделки изделий. Погрешность при обработке — 0,01—0,005 мм.
По длине напильники могут изготовляться от 100 до 400 мм.
По форме поперечного сечения они подразделяются на плоские, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные. Для обработки мелких деталей служат малогабаритные напильники — надфили.
Обработку закаленной стали и твердых сплавов производят специальными надфилями, на стальном стержне которых закреплены зерна искусственного алмаза.
Улучшение условий и повышение производительности труда при опиливании металла достигается путем применения механизированных (электрических и пневматических) напильников.
Нарезание резьбы
Резьбы бывают однозаходные, образованные одной винтовой линией (ниткой), или многозаходные, образованные двумя и более нитками.
По направлению винтовой линии резьбы подразделяют на правые и левые.
По форме профиля резьбы подразделяют на треугольные, прямоугольные, трапецеидальные, упорные (профиль в виде неравнобокой трапеции) и круглые.
В зависимости от системы размеров резьбы делятся на метрические, дюймовые, трубные и др.
В метрической резьбе угол треугольного профиля α равен 60°, наружный, средний и внутренний диаметры и шаг резьбы выражаются в миллиметрах. Пример обозначения: М20´1,5(первое число - наружный диаметр, второе - шаг). В дюймовой резьбе угол треугольного профиля равен 55°, диаметр резьбы, выражают в дюймах, а шаг - числом ниток на один дюйм (1 дюйм = 25,4 мм). Пример обозначения: l ¼" (наружный диаметр резьбы в дюймах).
Трубная резьба отличается от дюймовой тем, что ее исходным размером является не наружный диаметр резьбы, а диаметр отверстия трубы, на наружной поверхности которой нарезана резьба. Пример обозначения: Труб ¾" (цифры — внутренний диаметр трубы в дюймах).
Нарезание резьбы производится на сверлильных и специальных резьбонарезных станках, а также вручную. При ручной обработке металлов внутреннюю резьбу нарезают метчиками, а наружную — плашками.
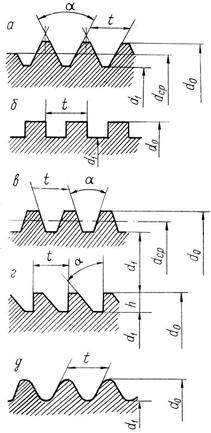 Рисунок 11 Элементы и виды резьбы по профилю
а – метрическая с треугольным профилем; б - прямоугольная; в - трапецеидальная симметричная; г - трапецеидальная несимметричная (упорная); д - круглая.
Рисунок 11 Элементы и виды резьбы по профилю
а – метрическая с треугольным профилем; б - прямоугольная; в - трапецеидальная симметричная; г - трапецеидальная несимметричная (упорная); д - круглая.
| Метчики по назначению делятся на ручные, машинно-ручные и машинные, а в зависимости от профиля нарезаемой резьбы — на три типа: для метрической, дюймовой и трубной резьб. Метчик (рисунок 12) состоит из двух основных частей: рабочей части и хвостовика. Рабочая часть, в свою очередь, состоит из заборной (режущей) и направляющей (калибрующей) частей. Заборная (режущая) часть производит основную работу при нарезании резьбы и изготовляется обычно в виде конуса. Калибрующая (направляющая) часть, как видно из самого названия, направляет метчик и калибрует отверстие. Продольные канавки служат для образования режущих перьев с режущими кромками и размещения стружки в процессе нарезания резьбы. Хвостовик метчика служит для закрепления его в патроне или в воротке во время работы. |
Для нарезания резьбы определенного размера ручные (слесарные) метчики выполняют обычно в комплекте из трех штук
Первым и вторым метчиками нарезают резьбу предварительно, а третьим придают ей окончательный размер и форму. Номер каждого метчика комплекта отмечен числом рисок на хвостовой части. Существуют комплекты из двух метчиков: предварительного (чернового) и чистового.

Рисунок 12 Части и элементы метчика
Изготавливают метчики из сталей углеродистых У10А, У12А, быстрорежущих Р9, Р18, легированных 9ХС, ХВСГ и др. (твердость рабочей части HRC 59-65, хвостовой — HRC 30-45).
При нарезании резьбы метчиком важно правильно выбрать диаметр сверла для получения отверстия под резьбу. Диаметр отверстия должен быть несколько больше внутреннего диаметра резьбы, так как материал при нарезании будет частично выдавливаться по направлению к оси отверстия. Размеры отверстия под резьбу выбирают по таблицам.
Плашки, служащие для нарезания наружной резьбы, в зависимости от конструкции подразделяются на круглые и призматические (раздвижные).
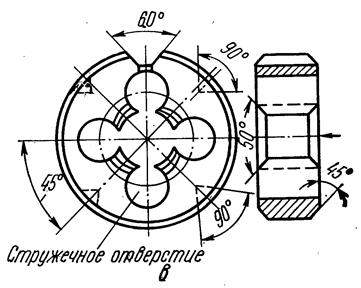
Рисунок 13 Круглая плашка
Круглая плашка (рисунок 13, а) представляет собой целое или разрезанное кольцо с резьбой на внутренней поверхности и канавками, которые служат для образования режущих кромок и выхода стружки. Круглые плашки при нарезании резьбы закрепляют в специальном воротке-плашкодержателе (рисунок 14).

Рисунок 14 Плашкодержатель (вороток)
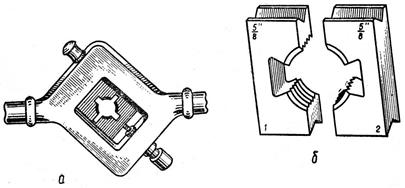
Рисунок 15 Призматическая (раздвижная) плашка
а – клупп, б – плашка раздвижная
Призматические (раздвижные) плашки (рисунок 15) в отличие от круглых состоят из двух половинок, называемых полуплашками. На каждой из них указаны размеры резьбы и цифра 1 или 2 для правильного закрепления в специальном приспособлении (клуппе). Угловые канавки (пазы) на наружных сторонах полуплашек служат для установки их в соответствующие выступы клуппа. Изготавливают плашки из тех же материалов, что и метчики.
При нарезании наружной резьбы также важно определить диаметр стержня под резьбу, так как и в этом случае происходит некоторое выдавливание металла и увеличение наружного диаметра образовавшейся резьбы по сравнению с диаметром стержня. Диаметр под резьбу выбирают по специальным таблицам.
СОДЕРЖАНИЕ ОТЧЕТА
В отчете по слесарной практике должны быть раскрыты следующие вопросы
1 Слесарные операции
(Дать определение операций и перечислить применяемый инструмент.)
2 Характеристика основных слесарных инструментов
2.1 Слесарное зубило
(Привести эскиз зубила, углы заточки для рубки разных материалов, марки стали, твердость.)
2.2 Напильники
(Перечислить виды напильников, дать эскиз напильника, марки стали, твердость.)
2.3 Метчики и плашки
(Описать конструкцию метчика и круглой плашки, дать эскиз, материал, твердость.)
|
|
|
