 |


Практическая работа №1. Методические указания. Понятие о выходе годного. Определение часовой производительности прокатных станов
|
|
|
|
Практическая работа №1
Тема: Определение производительности крупносортного стана «650» ОАО НТМК.
Цель: Научиться строить график прокатки на компьютере с использованием универсальной системы автоматизированного проектирования (САПР) КОМПАС, определять часовую и годовую производительность крупносортного стана «650» ОАО НТМК.
Продолжительность занятия – 4 часа.
Методические указания
Понятие о выходе годного
К основным статьям расхода металла относятся:
Угар металла – потери при нагреве в печах и при прокатке (за счет воздушной окалины);
Обрезь концов;
Брак и недокат.
Если из 100% вычесть потери металла, то получим выход годного.
Выход годного – показывает, сколько получится годного металла из одной тонны заданного.
Расходный коэффициент – это величина, показывающая, сколько потребуется заданного металла для получения одной тонны годного.
Сквозной расходный – учитывает расход металла от заготовки до готового профиля и равен произведению расходных коэффициентов по каждому переделу.
Определение часовой производительности прокатных станов
Прокатные станы работают с перекрытием и без перекрытия. Если на стане прокатывается одновременно две полосы и более, то такой стан работает с перекрытием (многоклетьевые станы). Если на стане прокатывается одновременно один раскат, то такой стан работает без перекрытия, график прокатки не строится. На рисунке 1 представлен график прокатки рельсобалочного стана.
Расчет производительности прокатных станов, работающих с перекрытием, ведется с обязательным построением графика прокатки.
На рисунке 2 представлен график прокатки универсально балочного стана.
|
|
|

Рисунок 1 – График прокатки рельсобалочного стана.
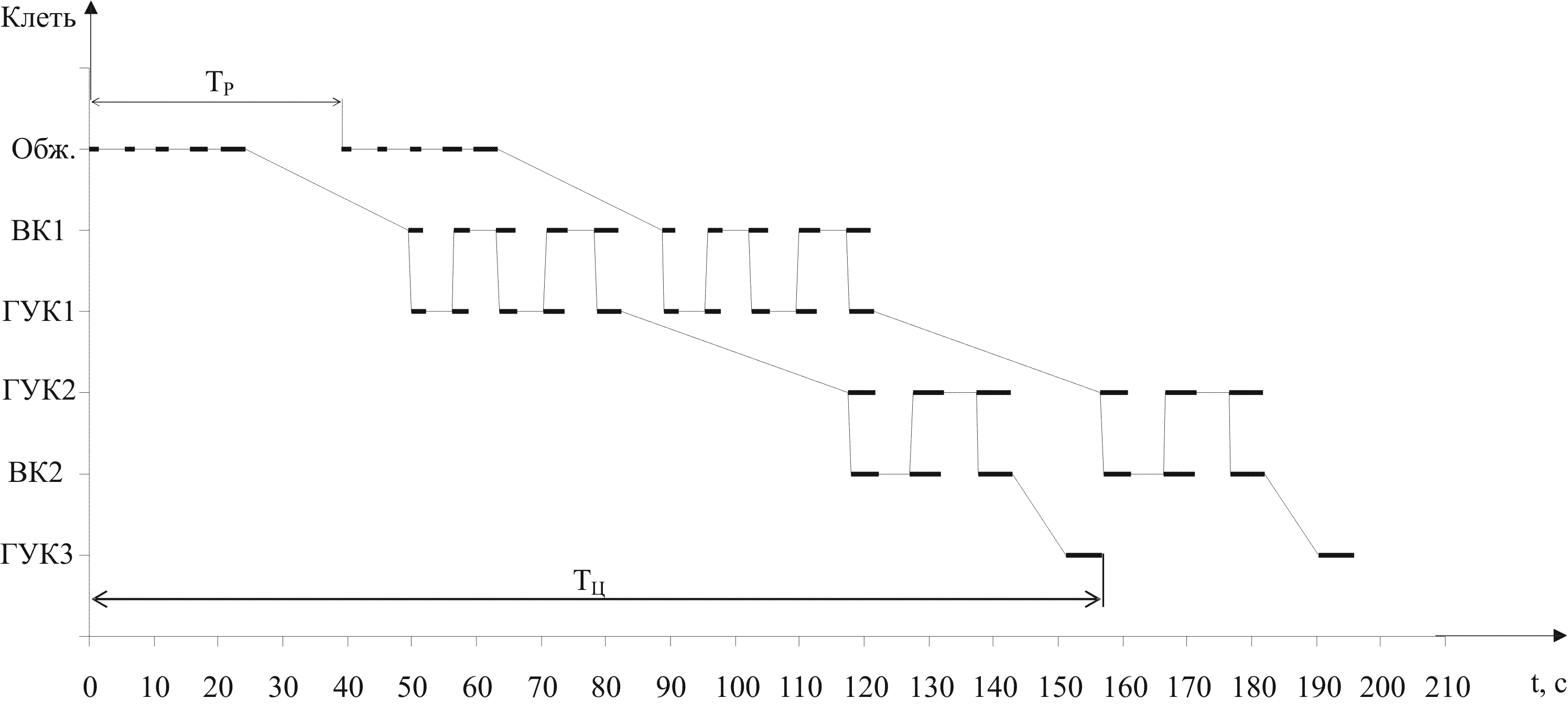
Рисунок 2 – График прокатки универсально балочного стана.
Часовая фактическая производительность прокатного стана по годному определяется:

 /
/ 
где 3600 – число секунд в одном часе;
m – масса исходного продукта прокатки,  ;
;
Ku – коэффициент использования оборудования стана (коэффициент неучтенных простоев). Ku=0, 8-0, 95.
Для станов линейного типа Ku=0, 8-0, 85.
Для рельсобалочных и крупносортных станов Ku=0, 8-0, 9
Для непрерывных станов Ku=0, 8-0, 95.
Kp – расходный коэффициент при прокатке расчетного профиля на стане;
Тр – ритм прокатки на стане, сек.
Ритм прокатки – это величина, показывающая, через какой период времени в первую клеть стана задается новый раскат или через какой период времени из чистовой клети выходит готовый профиль.
Для станов работающих без перекрытия:

где Тц – время цикла прокатки.
tm – машинное время прокатки;
tп - время пауз между пропусками;
tсл – время паузы подъема валка перед задачей следующей заготовки.
Цикл прокатки – это время полной прокатки полосы.
Определение машинного времени прокатки
Для станов, работающих с регулируемым числом оборотов валков в процессе пропуска полосы (реверсивные станы):

 ,
,
где  - длина раската, м.
- длина раската, м.
Для станов, работающих с постоянной скоростью вращения валков в процессе пропуска полосы (трио, чистовые дуо):

где n – принимается из паспортных данных двигателя, об/мин.
Для определения tмаш для непрерывных станов следует учитывать, что полоса прокатывается одновременно во всех клетях непрерывной группы, при этом:
tмаш 1= tмаш 2 =…tмаш n
 ,
,
где ln – длина полосы после выхода из последней клети, м.
 – скорость прокатки в последней клети группы, м/с.
– скорость прокатки в последней клети группы, м/с.
|
|
|
