 |


Задача. Порядок расчета. Практическая работа №5. Методические указания. Основные диаметры валков. Полоса всегда отклоняется в сторону меньшего диаметра.
|
|
|
|
Задача
Произвести расчет нейтральной линии калибра для швеллера с закрытыми и открытыми полками, по данным представленным в таблице 8.
Примечание: высота швеллера соответствует ширине калибра.
На рисунке 4 представлен профиль швеллера с размерами.
Таблица 8 – Исходные данные.
| № варианта | № швеллера | Размеры, мм |
| |||||
| Н | В | d | t | R | r | |||
| 4, 4 | 7, 0 | 6, 0 | 2, 5 | |||||
| 4, 8 | 7, 5 | 7, 0 | 3, 0 | |||||
| 5, 0 | 8, 3 | 8, 5 | 3, 5 | |||||
| 5, 0 | 8, 7 | 9, 0 | 3, 5 | |||||
| 5, 2 | 9, 0 | 9, 5 | 4, 0 | |||||
| 5, 3 | 9, 6 | 10, 0 | 4, 0 | |||||
| 5, 5 | 10, 0 | 10, 5 | 4, 0 | |||||
| 6, 0 | 10, 5 | 11, 0 | 4, 5 | |||||
| 6, 5 | 11, 0 | 12, 0 | 5, 0 | |||||
| 8. 0 | 13, 5 | 15, 0 | 6, 0 | |||||


Рисунок 4 – Профиль швеллера.
Порядок расчета
Для открытых фланцев:
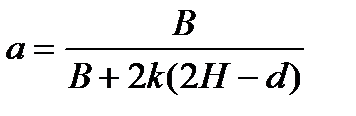
1) Определяем отношение периметров калибра по верхнему и нижнему валкам:

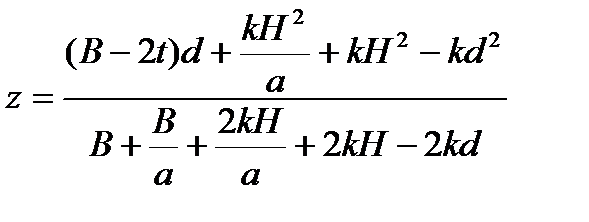
2) Определяем расстояние от наружной грани калибра до нейтральной линии:
3) Определяем катающий радиус для нижнего валка:

4) Определяем катающий радиус для верхнего валка:

Для закрытых фланцев:
5) Определяем отношение периметров калибра по верхнему и нижнему валкам:
6) Определяем расстояние от наружной грани калибра до нейтральной линии:

7) Определяем катающий радиус для верхнего валка:

8) Определяем катающий радиус для нижнего валка:

Практическая работа №5
Тема: Определение катающих диаметров верхнего и нижнего валков при прокатке двутавровой балки.
Цель: О пределять катающие диаметры верхнего и нижнего валков при прокатке двутавровой балки и привести расположение балочного калибра на валках клети дуо на компьютере с использованием универсальной системы автоматизированного проектирования (САПР) КОМПАС.
|
|
|
Продолжительность занятия – 4 часа.
Методические указания
Основные диаметры валков
Начальный диаметр валков (  ) – это воображаемый диаметр, окружности которых соприкасаются:
) – это воображаемый диаметр, окружности которых соприкасаются:

где  - диаметр валков в мм;
- диаметр валков в мм;
t – зазор между валками в мм.
Средний диаметр валков (  ) – это расстояние между осями валков:
) – это расстояние между осями валков:

где  - начальный диаметр нижнего валка в мм;
- начальный диаметр нижнего валка в мм;
 - начальный диаметр верхнего валка в мм.
- начальный диаметр верхнего валка в мм.
Катающий (рабочий) диаметр (  ;
;  ) – это диаметр валков по дну ручья.
) – это диаметр валков по дну ручья.
Рабочий или катающий – это диаметр, соответствующий скорости выхода металла из валков.
Для прямоугольных калибров:

где  - начальный диаметр валков в мм;
- начальный диаметр валков в мм;
 - высота профиля в мм.
- высота профиля в мм.
Для непрямоугольных:

где  - площадь калибра в мм
- площадь калибра в мм  ;
;
 - ширина калибра в мм.
- ширина калибра в мм.
сторону изогнется полоса за ранее сказать трудно, поэтому увеличивают один из диаметров валков. В чистовых клетях прокатку ведут без давления.
Полоса всегда отклоняется в сторону меньшего диаметра.
Правило построения чертежа
1. На расстоянии друг от друга проводим оси верхнего и нижнего валков;
2. Проводим среднюю линию валков;
3. На расстоянии  проводим линию прокатки,
проводим линию прокатки,
где  - давление (разница между диаметрами валков).
- давление (разница между диаметрами валков).
4. На линии прокатки строим калибр;
5. Отмечаем нейтральную линию калибра и наносим необходимые размеры.
Верхнее и нижнее давление
Давление – это разница между диаметрами валков.
Для достижения высокой производительности и безопасной работы на стане необходимо обеспечить выход полосы из валков.
При прокатке в валках одинакового диаметра всегда могут появиться случайные причины (неравномерный нагрев, разные условия трения), которые будут способствовать изгибу полосы вниз или вверх. В какую
Задача
Привести расположение балочного калибра на валках стана дуо и определить катающие диаметры валков.
|
|
|
На рисунке 5 представлены двутавровые профили с размерами.
Примечание: высота балки соответствует ширине калибра.
Таблица 9 – Исходные данные.
| № варианта | № балки | Размеры, мм | Верхнее
давление,

| Нижнее
давление

| 
| |||||
| Н | В | d | t | R | r | |||||
| 4, 5 | 7, 2 | 2, 5 | - | |||||||
| 5, 0 | 7, 8 | 8, 5 | 3, 5 | - | ||||||
| 5, 1 | 8, 1 | 9, 0 | 3, 5 | - | ||||||
| 5, 2 | 8, 4 | 9, 5 | 4, 0 | - | ||||||
| 5, 4 | 8, 7 | 10, 0 | 4, 0 | - | ||||||
| 5, 6 | 9, 5 | 10, 5 | 4, 0 | - | ||||||
| 6, 5 | 10, 2 | 5, 0 | - | |||||||
| 7, 0 | 11, 2 | 13, 0 | 5, 8 | - | ||||||
| 8, 0 | 13, 5 | 15, 0 | 6, 0 | - | ||||||
| 8, 6 | 14, 2 | 16, 0 | 7, 0 | - | ||||||
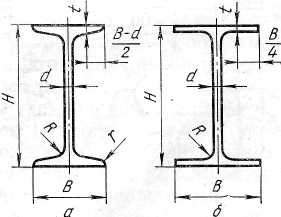
Рисунок 5 - Двутавровые профили:
а – с уклоном внутренних граней полок;
б – с параллельными гранями полок.
|
|
|
