 |


Приложение В. Расчет допусков. Приложение Г. Выбор режимов резания по каталогу Sandvik 2012. Выбор подач. Выбор скорости резания
|
|
|
|
ПРИЛОЖЕНИЕ В
Расчет допусков
| Размер по чертежу | Номинальный размер | Верхнее отклонение | Нижнее отклонение | Наибольший предельный размер | Наименьший предельный размер | Допуск | Середина поля допуска | Поле допуска |
| Ø 16h11 | -0, 11 | 15, 89 | 0, 11 | 15, 945 | 
| |||
| Ø 26h11 | -0, 13 | 25, 87 | 0, 13 | 25, 935 | 
| |||
| Ø 21h11 | -0, 13 | 20, 87 | 0, 13 | 20, 935 |
| |||
| 12 ±JT14/2 | +0, 215 | -0, 215 | 12, 215 | 11, 785 | 
| |||
| 12-0, 18 | -0, 18 | 11, 82 | 0, 18 | 11, 91 | 
| |||
| 100h11 | -0, 22 | 99, 78 | 0, 22 | 99, 89 | 
| |||
| 60h11 | -0, 19 | 59, 81 | 0, 19 | 59, 905 | 
|
ПРИЛОЖЕНИЕ Г
Выбор режимов резания по каталогу Sandvik 2012
Выбор подач
При черновой обработке следует стремиться выбрать максимально возможную подачу. Ограничением при этом являются:
§ Мощность станка;
§ Жесткость СПИЗ;
§ Несущая способность режущей пластины.
При чистовой обработке величина подач зависит от требуемого качества обрабатываемой поверхности. При этом учесть, что:
§ Используемая пластина обеспечивает устойчивое стружкодробление;
§ Скорость резанья достаточно высокая, чтобы избежать наростообразования;
§ Отсутствуют вибрации.
В инструментальном каталоге Sandvik 2012 для каждой типа пластины указаны рекомендуемые. На рисунке 9 приведен пример рекомендуемых подач.
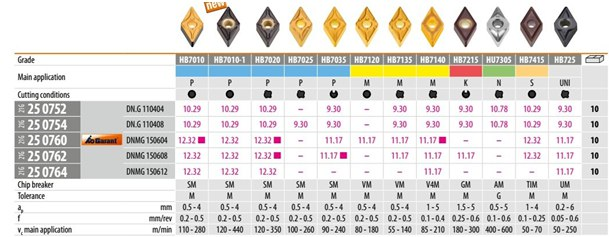
Рисунок 9 – Рекомендуемые подачи из каталога Sandvik 2012 (A500)
Выбор скорости резания
Исходными данными для выбора скорости резанья  являются:
являются:
§ Марка обрабатываемого материала и его твёрдость;
§ Марка твердого сплава;
§ Величина подач  ;
;
§ Требуемая стойкость инструмента.
В инструментальном каталоге Sandvik 2012 для каждой типа пластины указаны рекомендуемая начальная скорость резанья, в зависимости от подачи. На рисунке 10 приведен пример рекомендуемых скоростей резания.
|
|
|

Рисунок 10 – Рекомендуемая скорость резания в каталоге Sandvik 2012 (A516)
Режимы резания при фрезеровании
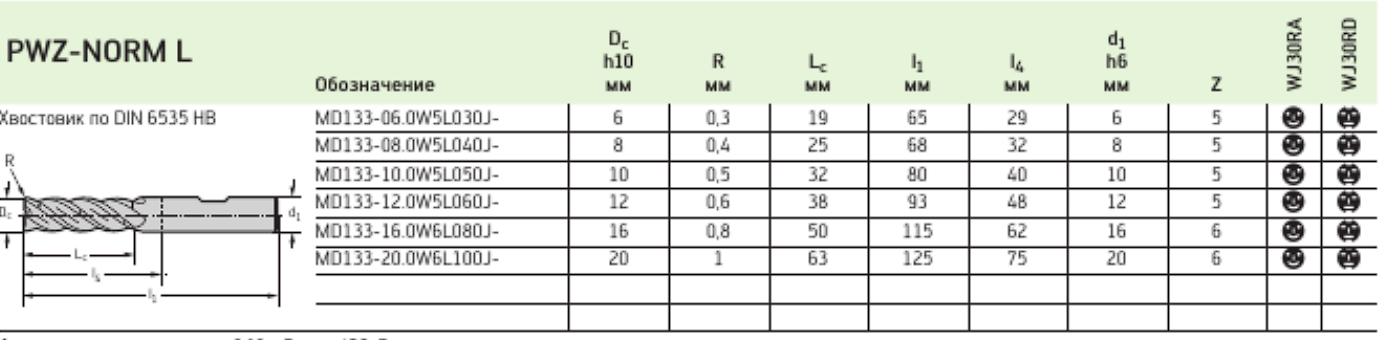
Рисунок 11. Рекомендуемые режимы резания для фрезерования из каталога Walter 2018
ПРИЛОЖЕНИЕ Д
Текст управляющей программы
| % 00001 (probka) G21G40G99G80 G28V0W0 G54 T0101M6 G96S180M03 G50S1600 G00X33Z-2M08 G01X-2F0, 2 G01Z1 G28V0W0 N10 G71P10Q200U1W0, 1F0, 5 G00X15, 945 G01Z-60 G01X25, 935 G01X20. 935Z-105 G01Z1 G28V0W0M09 N20 T0202M6 G70P20Q30F0, 1S1600 G01X28, 92Z0 G01X33, 92Z-2 G01Z-30 G01X34 G01X41, 5Z-31 G01Z1 G28V0W0 M30 % 00002 (probka) G21G40G99G80 G28V0W0 G54 T0101M06 G96S180M03 G50S1600 G00X33Z-2M08 G01X-2F0, 2 G01Z1 G28V0W0 T0303M06 G01X21Z0 G01X26Z30 G01Z1 G28V0W0M09 M30 | Название программы Строки безопасности Перемещение в референтную зону Привязка инструмента Смена инструмента Черновой Постоянная частота вращения шпинделя, Прямое вращение шпинделя против часовой Ограничение частоты вращения шпинделя Подвод инструмента, Включение СОЖ Подрезание торца, Подача Отвод инструмента Перемещение в референтную зону Начало цикла Цикл черновой обработки. P- номер строки УП, с которой начинается описание геометрии обрабатываемого контура детали. Q- номер строки УП, в которой заканчивается описание геометрии обрабатываемого контура детали. U- припуск, оставляемый на чистовую обработку по X на сторону. W- припуск, оставляемый на чистовую обработку по Z на сторону. F- подача Перемещение в референтную зону, Выключение СОЖ Конец цикла Смена инструмента Чистовой Цикл чистовой обработки. P- номер строки УП, с которой начинается описание геометрии обрабатываемого контура детали. Q- номер строки УП, в которой заканчивается описание геометрии обрабатываемого контура детали. F- скорость подачи при чистовой обработке. S- частота вращения шпинделя Перемещение в референтную зону Конец программы Название программы (Вторая сторона) Строка безопасности Перемещение в референтную зону Привязка инструмента Смена инструмента Черновой Постоянная частота вращения шпинделя, Прямое вращение шпинделя против часовой Ограничение частоты вращения шпинделя Подвод инструмента, Включение СОЖ Подрезание торца, Подача Отвод инструмента Перемещение в референтную зону Сменна инструмента Конус Подвод инструмента Проточка конуса Отвод инструмента Перемещение в референтную зону Включение Сож Конец программы |
|
|
|
|
|
|
