 |


Сварка порошковой проволокой
|
|
|
|
1.10.1. Порошковую проволоку для дуговой сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 900 МПа изготавливают по ГОСТ 26271-84.
По условиям применения она подразделяется на газозащитную (ПГ), применяемую для сварки в углекислом газе или газовых смесях, и самозащитную (ПС), сварка которой осуществляется без дополнительной защиты.
В соответствии с пространственным положением сварки проволока подразделяется:
1) для нижнего положения - Н;
2) для нижнего и горизонтального (на вертикальной плоскости) - Г;
3) для нижнего, горизонтального, вертикального - В;
4) для всех положений - У.
1.10.2. В зависимости от предела текучести металла шва порошковая проволока делится на типы, указанные в табл. 1.18. Проволоки типов Д И 34 применять при сварке ответственных узлов и элементов вагонов (рамы вагона, кузова, детали тележек и автосцепного устройства) не допускается.
По ударной вязкости металла шва, которая должна быть не менее 35 Дж/см2
(3,5 кгс-м/см2) в соответствии с ГОСТ 26271—84, порошковая проволока подразделяется на уровни:
| Условное обозначение уровня проволоки. | Р | К | О | ||||||
| Температура испытаний(ударная вязкость >= 35Дж/см2), 0С | -10 | -20 | -30 | -40 | -50 | -60 |
Примечание. Величины для уровня Р указываются в нормативно-технической документации.
При ремонте сваркой ответственных узлов и элементов вагонов следует использовать проволоки 4, 5 и 6-го уровней. Допускается использование проволок 2-го и 3-го уровней для отдельных деталей по согласованию с ЦВ МПС.
1.10.3. По содержанию углерода, серы и фосфора в наплавленном металле порошковая проволока подразделяется на категории А, В, С (табл. 1.19). Для сварки ответственных конструкций следует применять проволоку категории А. Проволоку категории С использовать при ремонте элементов рамы, кузова и тележек грузовых вагонов не разрешается.
|
|
|
Таблица 1.18.
| Условное обозначение типа проволоки | Предел текучести, МПа, не менее | Временное сопротивление разрыву. МПа | Относительное удлинение, % не менее |
| Д | - | - | - |
| 400-550 | |||
| 450-600 | |||
| 500-650 | |||
| 550-700 | |||
| 600-750 |
Примечание. Значения для типа Д указываются в нормативно-технической документации на конкретные марки проволоки. Стандартом предусмотрено 9 типов проволоки.
Таблица 1.19.
| Категория | Массовая доля элементов, % не более | ||
| Углерод | Сера | Фосфор | |
| А | 0,15 | 0,03 | 0,03 |
| В | 0,15 | 0,04 | 0,04 |
| С | 0,25 | 0.03 | 0,03 |
1.10.4. Условные обозначения порошковых проволок выполняются по следующей схеме:
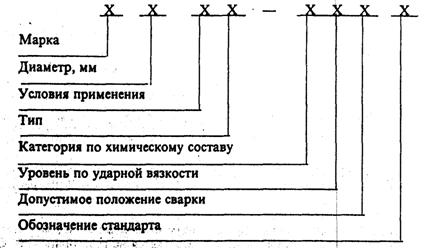
Обозначение порошковой проволоки начинается с букв ПП, затем идут буквы или цифры, указывающие шифр регистрации сварочного материала, принятый в отрасли организации-разработчика.
Например, обозначение ПП-АНЗ 3,0 ПС44-А2Н ГОСТ 26271-84 означает: порошковая проволока марки ПП-АНЗ диаметром 3,0 мм, самозащитная (ПС), по величине предела текучести металла шва - типа 44, по составу наплавленного металла — категории А, ударная вязкость металла шва не ниже 35 Дж/см2 при температуре -20 °С (2), для сварки в нижнем положении (Н).
1.10.5. Характеристики наиболее широко применяемых самозащитных проводок и проволок с дополнительной защитой углекислым газом приведены в табл. 1.20 и 1.21 соответственно.
1.10.6. Типы сварных соединений, подготовка свариваемых кромок, формы и размеры сварных швов должны соответствовать ГОСТ 14771-76.
Таблица 1.20.
| Марка проволоки | Диаметр проволоки, мм | Положение сварки | Производительность, кг/ч | Механические свойства металла шва. | Температура, при которой обеспечивается нормативная ударная вязкость, 0С | ||
| σв, МПа | σт, МПа не менее | δ, % не менее | |||||
| ПП-АНЗ | 2.8; 3,0 | Нижнее | 5-9 | 500-650 | -20 | ||
| ПП-АН7 | 12.4 | Нижнее, горизонтальное | 4—7 | 500-650 | -20 | ||
| ПП-АН11 | 2.0 | Нижнее, горизонтальное, вертикальное | 3-7 | 450-600 | -20 | ||
| ПП-АН45 | 2.5 | Тоже | 2-5 | 450-600 | -30 | ||
| СП-3 | 2.2—2,6 | " | 7-11 | 500-600 | -20 | ||
| ППТ-7М | 2,2 | " | 7-11 | 500-650 | -20 | ||
| СП-9 | 2.8 | " | 1-13 | 600-750 | -10 | ||
| ПП-СП-10 | 12,8 | " | - | 500-650 | -20 |
|
|
|
Примечания. 1. Сварку выполняют постоянным током обратной полярности.
2. Все проволоки имеют карбонатно-флюоритный тип сердечника и соответствуют типу электрона Э50А. Проволоки требуют тщательного хранения, не допускается их загрязнение и увлажнение.
Таблица 1.21.
| Марка проволоки | Диаметр проволоки, мм | Положение сварки | Производительность, кг/ч | Механические свойства | Температура, при которой обеспечивается нормативная ударная вязкость, 0С | Тип сердечника | |||
| σв, МПа | σт, МПа не менее | δ, % не менее | |||||||
| ПП-АН8 | 2,8; 3,0 | Нижнее | 7—11 | 500-650 | Рутиловый' | ||||
| ПП-АН9 | 2,2-2,5 | " | 6-9 | 500-650 | -40 | Рутил-флюоритный | |||
| ПП-АН10 | 2,2 | Нижнее, горизонтальное | 8-12 | 500-650 | -20 | Рутиловый | |||
| ПП-АН22 | 2,2 | Тоже | 3-12 | 450-600 | -30 | Рутил-флюоритный | |||
| ПП-АН25 | Нижнее, горизонтальное, вертикальное | … | 500-650 | -30 | Рутиловый | ||||
| ПП-АН54 | 2,2 | Нижнее, горизонтальное | 7—10 | 700-850 | -40 | Рутил-флюоритный |
Таблица 1.22.
| Толщина свариваемых элементов, мм | Зазор, мм, в стыковом соединении | |||
| без подкладки | на стальной остающейся подкладке | |||
| Номинальный | Предельное отклонение | Номинальный | Предельное отклонение | |
| 5-7 8-16 17-30 | 1,0 1.5-2,5 3,0 | ±0,5 ±0,5 ±1,0 | 2,01 3,0 4,0 | +1,0 -0,5 ±1,0 ±1,0 |
При сварке стыковых соединений порошковой проволокой необходимо устанавливать зазоры в корне шва или между свариваемыми кромками в соответствии с табл. 1.22.
1.10.7. Прихватки следует выполнять порошковой проволокой марки, указанной в технологии, или электродами аналогичного типа. В сварных соединениях на остающихся подкладках катет шва не должен превышать 4 мм. Контроль проводить в соответствии с п. 1.23 настоящей Инструкции. При сварке изделия или конструкций их необходимо располагать так, чтобы обеспечить максимальный объем работ в нижнем положении.
|
|
|
|
|
|
