 |


6.2. Материалы огнеупорной основы форм.
|
|
|
|
6. 2. Материалы огнеупорной основы форм.
Наиболее распространенным формовочным материалом является кристаллический кварц, применяемый в пылевидном состоянии как огнеупорная основа суспензии и в виде песка для обсыпки ее слоев, нанесенных на модельные блоки.
Значительные и быстропротекающие объемные изменения в зернах кристаллического кварца при нагреве и охлаждении связаны с полиморфным превращением его bкв « aкв при температуре 573 °С.
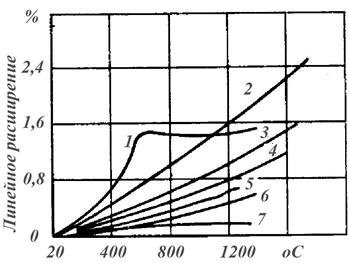
Рис. 13. Линейное расширение при прокаливании оболочек форм на этил-силикатном связующем, изготовленных с применением различных огнеупорных материалов: 1 — кристаллического кварца (SiO2); 2 — металлургического магнезита (МgO); 3 - электрокорунда (Al2O3); 4-силлиманита (Al2O3 × SiO2); 5 - шамота (3 Al2O3 × SiO2); 6 - циркона (ZrO2 SiO2); 7 - плавленого кварца (SiO2)
В оболочках форм из этого материала при быстром нагреве в прокалочной печи, охлаждении после выхода из нее и повторном нагреве заливаемым металлом возникают большие внутренние напряжения, часто приводящие к образованию трещин. Во избежание этого оболочки из кристаллического кварца (для защиты их от резких изменений температур) заформовывают в опорный наполнитель.
Значительно более высокой термостойкостью вследствие меньшего расширения при нагреве (рис. 13) обладают плавленые материалы (электрокорунд и плавленый кварц), а также огнеупоры, представляющие собой двойные оксиды: муллит, силлиманит, высокоглиноземистый шамот и циркон. Перспективным материалом для форм ЛВМ является форстерит (Mg2SiO4), крупные запасы которого имеются на Кольском полуострове.
Кристаллический кварц (пылевидный и песок), как наиболее дешевый и распространенный на территории РФ формовочный материал, широко используют при ЛВМ из конструкционных углеродистых и низколегированных сталей.
|
|
|
Пылевидный кварц.
Пылевидный кварц, получаемый помолом чистых кварцевых песков в соответствии с ГОСТ 9077—82 поставляют двух марок —А и Б (табл. 13). Наиболее часто он применяется как наполнитель для суспензий.
Табл. 13.
Состав молотого пылевидного кварца (ГОСТ 9077 — 82)
| Показатель | Норма для марки | |
| А | Б | |
| Массовая доля SiO2, %, не менее | ||
| Массовая доля, %, не более: | ||
| Fe | 0, 05 | 0, 25 |
| Fe203 | 0, 05 | 0, 15 |
| А1203 СаО | 0, 5 0. 05 | 0, 15 |
| влаги | ||
| Потери при прокаливании, % Реакция водной вытяжки | 0, 1-0, 15 | 0, 1-0, 2 |
| нейтральная | ||
| Остаток на сите, %, не более: | ||
| 2, 5 | 2, 5 | |
| Просеивание через сито 005, %, не менее | ||
Применение пылевидного кварца (ПК) марки А предпочтительнее, так как содержание в нем примесей, снижающих огнеупорность формы и ухудшающих качество поверхности отливок, более низкое. Особенно опасно повышенное содержание свободного железа, попадающего в ПК при помоле в результате износа мелющих тел (стальных шаров).
Железо является сильным огеливателем этилсиликатных связующих и резко снижает живучесть суспензий. Его содержание в отдельных партиях поставляемого ПК может превышать 0, 4 % (мас. доля). При прокаливании ПК железо превращается в Fe2О3. Нейтрализуется железо и водными растворами кислот в процессе приготовления суспензии, когда путем обработки ПК растворами ортофосфорной кислоты превращается в фосфаты, являющиеся дополнительным (помимо этилсиликатного) связующим, повышающим прочность оболочек (комбинированное связующее ЗИЛ-ЭФ).
Для обсыпки слоев кварцевой суспензии применяют формовочные пески по ГОСТ 2138—84 (желательно обогащенные) с малым содержанием глинистой составляющей
|
|
|
Таблица 14.
Кварцевые и не кварцевые формовочные материалы
| материал | Хим. свойства | Т пл., оС | Ρ, кг/м3 | α ∙ 106, 1/оС | Рекомендуемая поверхность пылевидного материала, м2/кг |
| Кристаллический кварц (SiO2) | Кислый | 13, 7 | 400-600 | ||
| Плавленный кварц (SiO2) | кислый | 0, 5 | 400-600 | ||
| Белый электрокорунд (α -Al2O3) | амфотерный | 8, 6 | 600-700 | ||
| Магнезит (MgO) | основной | 13, 5 | 500-600 | ||
| Циркон ZrO2SiO2 | Слабо кислый | 5, 1 | 600-800 | ||
| Дистен-силиманит Al2O3 SiO2 | Слабо кислый | 5, 6 | 500-600 | ||
| Муллит 3Al2O3 2SiO2 | амфотерный | - | 4, 5-5, 7 | ||
| Высокоглинеземистый шамот 3Al2O3 SiO2 | амфотерный | 5, 3 |
Примечания: 1. Самой низкой стойкостью в вакууме обладает магнезит.
2. Температуры плавления указаны для чистых оксидов.
3. Рекомендуемая дисперсность: пылевидных материалов 50 мкм, обсыпочного материала первого слоя 0, 1—0, 16 мм и последующих слоев 0, 315—1, 5 мм.
4. Для дистенсиллиманита и муллита указаны температуры диссоциации Аl2O3 и вязкой эвтектической жидкости (SiO2) и вредных примесей.
Для первого слоя оболочки необходимы достаточно мелкие пески, например 1К1О201 или 1К1О2016, так как более крупные пробивают слой суспензии, увеличивая шероховатость рабочей поверхности формы, а следовательно, и отливок. Для следующих (особенно внешних, упрочняющих) слоев рекомендуются более крупные пески: 1К1О203, и другие крупные пески или шамотная крошка с размерами зерен до 2, 0 мм.
На плавленый кварц и не кварцевые формовочные материалы имеются отраслевые стандарты и технические условия. Так, ТУ 21-55-52—80 (НПО «Кварц», Санкт-Петербург) регламентируют зерновой состав порошков, получаемых измельчением бруса непрозрачного кварцевого стекла (НКС). По гранулометрическому составу ИКС отечественного производства подразделяется на 6 фракций:
очень грубый — зернистость 1, 6 мм,
грубый — 1 мм,
крупный — 0, 5 мм,
средний — 0, 315 мм,
мелкий — 0, 16 мм,
пылевидный - 0, 063 мм и менее.
Кварц плавленый (аморфный кремнезем, непрозрачное кварцевое стекло (НКС)) получают расплавлением кварцевого песка с последующим дроблением, размолом и рассевом. В отличие от кристаллического кварца, который при нагреве расширяется более чем на 5, 5%, плавленый кварц расширяется менее чем на 0, 1%. Это обеспечивает формам с плавленым кварцем высокую стабильность, возможность прокаливания с любой скоростью без появления трещин.
|
|
|
Производство плавленого кварца связано со значительными энергозатратами, он дорог и дефицитен, однако этот материал является одним из наилучших для производства художественных отливок.
Циркон получают как побочный продукт обогащения титаномагниевых руд в соответствии с ОСТ 48-82—81. Поставляют три разновидности цирконового концентрата: порошкообразный (КЦП), тонкодисперсный (КЦПТ) и зернистый (КЦЗ).
Высокоогнеупорный шамот получают обжигом глины. Материал термически стоек, не претерпевает полиморфных превращений при нагреве. Использование шамота вместо пылевидного кристаллического кварца улучшает качество форм и отливок. Шамот зерновой новоселицкого каолина (ШЗНК) выпускается двух марок: ШЗНК-0, 63 и ШЗНК-0, 2 (табл. 4. 16). Минералогически шамот состоит из муллита — 2А12О3 2SiO2 и стекловидной фазы. Шамот (марок 0315 и 063) применяют преимущественно как обсыпочный материал при изготовлении термостойких оболочковых форм, прокаливаемых в заливаемых без опорного наполнителя.
Дистен-силлиманит (кианит), добываемый на Урале или получаемый в виде обогащенного побочного продукта при добыче титаномагниевых руд, используют при изготовлении оболочек повышенной термостойкости и керамических стержней.
Кианит (дистенсиллиманитовый концентрат) поставляется в виде порошка (для суспензии) и зернистый (для обсыпки) соответственно марок КДСП и КДСЗ по ТУ 48-4-307—74. К недостаткам кианита относится то, что он при температуре 1380 °С и более диссоциирует на Аl2O3 и SiO2 с последующим образованием муллита (3Аl2O3 и SiO2 ).
Протекание такого процесса недопустимо при заливке оболочек, так как вызывает их разупрочнение, деформацию и разрушение. Поэтому кианит нельзя рекомендовать для литья черных и специальных (жаропрочных и др. ) цветных сплавов в случаях, когда форма может нагреваться заливаемым в нее сплавом выше указанной температуры диссоциации.
|
|
|
Электрокорунд белый, получаемый из чистого глинозема (содержит до 99% и более Аl2О3) сплавлением его в электропечах при температуре более 2050 °С с последующим измельчением, представляет собой кристаллический материал, обладающий высокой твердостью (9 по шкале Мооса). Для ЛВМ этот дорогой и дефицитный продукт целесообразно применять в исключительных случаях (например, при вакуумном литье лопаток турбин из жаропрочных сплавов). В суспензиях, а также при изготовлении керамических стержней применяют микропорошки электрокорунда, в обсыпках — шлифзерно.
|
|
|
