 |


10. Лабораторная работа № 10. Балансировка шлифовальных кругов. 10. 1 теоретические основы. 10. 1. 1 основные понятия и определения
|
|
|
|
10. ЛАБОРАТОРНАЯ РАБОТА № 10
БАЛАНСИРОВКА ШЛИФОВАЛЬНЫХ КРУГОВ
Цель работы: изучение основных способов балансировки и получение практических навыков по балансировке шлифовальных кругов.
10. 1 ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
В шлифовальных кругах, работающих при высоких скоростях резания (30…42 м/с), особенно при скоростном шлифовании (42…60 м/с), даже незначительная неуравновешенность вызывает при вращении центробежные силы, вредно влияющие на состояние подшипников и шпинделя шлифовальной бабки. Неуравновешенность круга увеличивает шероховатость обработанной поверхности, которая получается граненой, волнистой, имеет выхваты, кроме того, быстро изнашиваются подшипники шпинделя станка. Основные причины неуравновешенности круга следующие:
а) эксцентричное расположение отверстия относительно наружной поверхности;
б) эксцентричная установка круга на шпинделе станка или во фланцах;
в) неправильная форма наружной поверхности;
г) неравномерная плотность материала круга.
Поэтому шлифовальные круги, применяемые на шлифовальных станках, должны быть тщательно уравновешены в статическом состоянии.
Существует большое количество способов балансировки, отличающихся между собой видом измерительной техники и сложностью расчетов [1]. Все методы позволяют оценивать дисбаланс в одной или двух плоскостях коррекции.
10. 1. 1 Основные понятия и определения
Статическим дисбалансом шлифовального круга называется неуравновешенность его относительно оси вращения, которая вызывается несовпадением центра тяжести круга с его осью вращения. Дисбаланс измеряется в г мм.
Балансировка – процесс компенсации дисбалансов шлифовального круга путем установки корректирующих масс в доступные плоскости коррекции.
|
|
|
Тяжелая точка – радиус, на котором располагается дисбаланс.
Статическая балансировка – компенсация статического (симметричного) дисбаланса на специальном приспособлении.
Ротором в теории балансировки (уравновешивания) называется любое вращающееся тело (планшайба с шлифовальным кругом является частным случаем ротора).
Динамическая балансировка – процесс устранения динамической неуравновешенности корректирующими массами, расположенными в плоскостях коррекции, перпендикулярных оси вращения ротора.
Методы динамической балансировки основаны на предположении о линейности системы, т. е. амплитуды колебаний считаются пропорциональными значению дисбаланса, а фазы – независимыми от его величины. Существуют одноплоскостная и двухплоскостная балансировки. В первом случае расчет корректирующей массы производится последовательно для каждой плоскости коррекции, а во втором – одновременно.
Динамическую балансировку используют для балансирования роторов типа «жесткое тело» или «гибкий вал».
В первом случае достаточно определить корректирующие массы в двух торцевых плоскостях на низкочастотном балансировочном станке при скоростях вращения существенно ниже номинальной, во втором случае определение корректирующих масс производится при номинальных частотах вращения ротора.
Симметричная система грузов – две равные корректирующие массы, установленные в одной осевой плоскости ротора симметрично относительно его середины на одной образующей (с одной стороны), что соответствует статическому дисбалансу.
Кососимметричная система грузов (кососимметричные грузы) – две равные корректирующие массы, установленные в одной осевой плоскости ротора симметрично относительно его середины на противоположных образующих (с противоположных сторон), что соответствует динамическому дисбалансу.
|
|
|
Балансировка на месте – балансировка узла на месте его работы в собственных штатных подшипниках при его вращении тем же приводом, который используется при нормальном его функционировании.
На практике после предварительной осуществляют более точную балансировку в сборе в одной плоскости, т. е. статическую балансировку в динамическом режиме.
Методы статической балансировки заключаются в определении величины корректирующей массы. Место расположения корректирующей массы определяется во всех случаях одинаково.
Для статической балансировки планшайба с закрепленным на ней шлифовальным кругом устанавливается на балансировочной оправке, которая имеет высокую точность центровки.
Балансировка кругов выполняется на балансировочных стендах до установки их на станок или без снятия со станка с помощью специальных приспособлений. Чаще круги балансируют на простейших стендах, отличающихся друг от друга главным образом характером опор для установки оправки с надетым кругом. Круг, смонтированный на оправке, устанавливают на опоры – цилиндрические валики, призмы или диски (рис. 10. 1, 10. 2).

| 
|
| а | б |
| Рис. 10. 1. Балансировочные стенды с опорами в виде: призм (а); цилиндрических валиков (б) | |
Выверка в горизонтальном положении производится по уровню, устанавливаемому на валики балансировочного приспособления, или по уровню при помощи установочных винтов.
Валики балансировочного приспособления периодически по мере выработки перешлифовывают. Цилиндрические шейки оправки изготавливают в один размер во избежание неправильного перемещения их во время балансировки шлифовального круга с планшайбой.
Всем вышеперечисленным устройствам присущ общий недостаток – большой момент трения, снижающий точность балансировки. Использование принципа «воздушной подушки» позволило создать рациональную конструкцию устройства для статической балансировки (на аэростатических опорах рис. 10. 2, а). Всем вышеперечисленным устройствам присущ общий недостаток – большой момент трения, снижающий точность балансировки.
|
|
|

| 
|
| а | б |
| Рис. 10. 2. Балансировочный стенд с опорами: в виде дисков (а); на аэростатических опорах (б) | |
Использование принципа «воздушной подушки» позволило создать рациональную конструкцию устройства для статической балансировки (на аэростатических опорах рис. 10. 2, а). Преимущество устройства на «воздушной подушке» состоит в том, что оправка с кругом легко поворачивается под воздействием небольшого момента сил. Чтобы вывести из состояния покоя оправку с кругом, установленную на цилиндрических валиках, требуется в 7 раз больший момент, а при дисках – в 40 раз больший.
Для выявления статической неуравновешенности круг вместе с планшайбой монтируют на балансировочной оправке и устанавливают на опорах приспособления так, чтобы он мог свободно поворачиваться относительно оси вращения. Если круг статически не уравновешен, он установится тяжелой частью вниз.
Неуравновешенность шлифовального круга происходит при установке его на планшайбу в результате смещения по отношению к посадочному диаметру. Это смещение происходит вследствие неравномерного распределения зазора между кругом и планшайбой, а также вследствие неравномерного размещения абразивного материала в шлифовальном круге.
Неуравновешенность обычно устраняется добавлением противовеса со стороны «легкого» места. Это может достигаться методом подбора корректирующей массы, который является наиболее простым за счет перемещения специальных балансировочных грузиков («сухариков»), размещаемых во фланцах или в специальных приспособлениях и устройствах. Уравновешенный круг должен оставаться неподвижным в любом положении.
Правильная установка этих сухариков позволяет компенсировать дисбаланс самого абразивного круга или дисбаланс, возникший в результате неправильной установки шлифовального круга на планшайбе (рис. 10. 3).
|
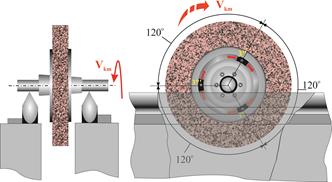
| Рис. 10. 3. Схема процесса статической балансировки шлифовальных кругов |
Для правильного распределения зазора между внутренним диаметром круга и планшайбой применяют прокладки из тонкой фольги или из жесткого картона, расположенные равномерно в трех точках по окружности через 120°.
|
|
|
Перед процессом балансировки шлифовального круга, закрепленного вместе с планшайбой на балансировочной оправке, дополнительные грузики располагают по пазу планшайбы равномерно через 120° по отношению друг к другу. При отсутствии дисбаланса на планшайбе с абразивным кругом дополнительные грузики будут уравновешивать друг друга.
При наличии дисбаланса в круге планшайба с оправкой будет перемещаться до совпадения центра тяжести шлифовального крута и планшайбы с вертикальной плоскостью, проходящей через осевую плоскость оправки.
Для устранения дисбаланса планшайбу с кругом и оправкой устанавливают на балансировочном приспособлении таким образом, чтобы один из сухариков 3m" ' находился в горизонтальном положении. В таком положении этот сухарик имеет максимальное плечо. Перемещая по пазу два других сухарика 3m', 3m" ближе к вертикальной плоскости оправки или дальше от нее, уменьшают этим самым дисбаланс круга с планшайбой. Вращая оправку по часовой стрелке, перемещают в горизонтальное положение следующий сухарик 3m'. Сухариками 3m", 3m" ' производят уравновешивание.
Величина груза, который, будучи расположен на периферии, перемещает центр тяжести на ось вращения круга, т. е. приводит круг в безразличное равновесие, служит мерой статического дисбаланса.
Предельные значения дисбаланса определены ГОСТ 3060-86 в зависимости от высоты круга, наружного диаметра и классов дисбаланса, определяющих точность изготовления круга. Для каждого из этих классов в зависимости от диаметра и высоты круга установлены предельно допустимые величины дисбаланса. У кругов 1-го класса величина дисбаланса, как правило, не превышает 0, 1%, у кругов 4-го класса – 0, 3%.
В таблице 10. 1 приведены предельные значения дисбаланса для кругов высотой до 25 мм.
При вращении оправки против часовой стрелки устанавливают поочередно каждый из сухариков в горизонтальном положении (с противоположной стороны). Таким образом, уравновешивание происходит в шести точках. Операция балансировки шлифовальных кругов по приведенному выше способу в статическом состоянии вполне достаточна для уравновешивания шлифовального круга с планшайбой.
Таблица 10. 1
|
|
|
