 |


Модель для оценки работоспособности станка
|
|
|
|
Спроектированный и изготовленный станок должен обладать работоспособностью в принятых условиях эксплуатации. Работоспособность любого объекта — это такое его состояние, при котором он способен выполнять заданные функции, а его параметры находятся в пределах, установленных нормативно-технической документацией. Для металлорежущего станка его основными параметрами являются установленные технические характеристики, и в первую очередь точность и производительность. При этом необходимо, чтобы станок сохранял высокие начальные параметры качества в течение всего периода работы. При эксплуатации станок подвергается многочисленным внешним и внутренним воздействиям. Все виды энергии, и в первую очередь механическая и тепловая, действуя на станок и его механизмы, вызывают в нем нежелательные процессы, создают условия для ухудшения его технических характеристик.
Часть, процессов, происходящих в станке и влияющих на его технические характеристики, обратима, так как они временно изменяют параметры деталей и всей системы в определенных пределах, без тенденции прогрессивного ухудшения. Наиболее характерный пример обратимых процессов — деформации, происходящие под действием внешних и внутренних сил. Необратимые процессы, например износ, коррозия, приводят к постепенному ухудшению технических характеристик станка с течением времени.
На изменение показателей качества станка влияет скорость процессов, действующих на его механизмы. По величине скорости протекания эти процессы можно разбить на три категории.
Быстропротекающие процессы имеют периодичность изменения, измеряемую долями секунды. Эти процессы заканчиваются и возникают при обработке каждой следующей детали. К ним относятся вибрации, изменения сил трения в подвижных соединениях, колебания рабочих нагрузок и другие процессы, влияющие на взаимное положение инструмента и заготовки.
|
|
|
Процессы средней скорости протекают во время непрерывной работы машины, их длительность измеряют в минутах или часах. Они приводят к монотонному изменению начальных параметров машины. К этим процессам относятся как обратимые (изменения температуры станка и окружающей среды, влажности среды), так и необратимые процессы (износ режущего инструмента, который протекает во много раз интенсивнее, чем изнашиваются детали и узлы станка).
Медленные процессы протекают во время работы станка между его периодическими осмотрами или ремонтами. Они длятся дни и месяцы. К таким процессам относятся износ основных механизмов машины, перераспределение внутренних напряжений в деталях, ползучесть металлов, загрязнение поверхностей трения, коррозия, сезонные изменения температуры. Эти процессы также влияют на точность, КПД и другие параметры станка, но изменения их происходят очень медленно.
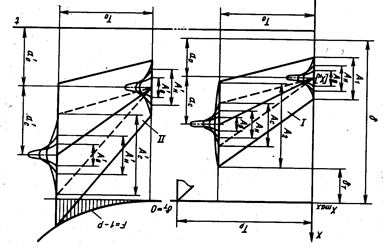
Рис. 57. Схема потери станком работоспособности по точности обработки в процессе его эксплуатации
Рассмотрим схему потери станком работоспособности при его эксплуатации в результате действия указанных категорий процессов (рис. 57). Пусть X — один из выходных параметров станка, характеризующих его точность — точность (погрешность) установки стола станка в заданное положение, точность осуществления траектории перемещения режущей кромки инструмента и др. Данный параметр должен находиться в пределах допуска 6, установленного техническими требованиями на станок. Станок имеет начальные погрешности изготовления (геометрическая и кинематическая точность), обладает определенной жесткостью, при этом параметр X принимает некоторое значение а0, которое является статической характеристикой качества нового станка по данному параметру. Как только станок начнет работать, быстропротекающие процессы, которые являются случайными, приведут к рассеянию значений параметра X = a0 Поле рассеяния А 1 может являться результатом действия различных факторов, например рассеяния от вибраций А в, и от неточности механизма настройки станка Ан. При вероятностном методе сложения и, нормальном законе распределения получим
|
|
|
 (3)
(3)
При дальнейшей работе станка в течение некоторого межналадочного периода Т0 будут действовать процессы средней скорости, в первую очередь тепловые деформации, которые приведут к дальнейшему ухудшению начальной точности станка. На схеме показано, что параметр X за период Т0 изменится на величину ас. Однако этот процесс является случайным и имеет рассеяние, которое учитывается значением Ас. Поэтому в конце периода Т0 значение X будет характеризоваться рассеянием относительно координаты X = а0 + ас с полем рассеяния:
 (4)
(4)
За этот период работы состояние станка по параметру X, который характеризует его работоспособность, будет определяться областью 1, в пределах которой будут находиться все значения параметра X. Поскольку Х<δ, станок находится в работоспособном состоянии. Условие работоспособности по параметру X
а0 + ас + 0,5  (5)
(5)
где Хтаx — наибольшее допустимое значение параметра.
Новый станок должен обладать запасом работоспособности, в данном случае по точности, который может характеризоваться либо значением неизрасходованной части допуска δт либо коэффициентом
 (6)
(6)
Коэффициент резерва точности K т показывает, во сколько раз допустимое значение параметра X больше наиболее неблагоприятного из возможных при заданных условиях работы. Запас по параметру необходим потому, что при дальнейшей эксплуатации будет проявляться действие медленно протекающих процессов, и в первую очередь износа. В результате все составляющие, определяющие размеры области I, будут возрастать. Когда запас по параметру будет израсходован (δт = 0 и K т = 1), наступит предельное состояние станка, после которого он потеряет свою работоспособность. Время до достижения этого состояния t = Тр будет ресурсом станка по точности. Изучением процесса потери станком работоспособности, численной оценкой его состояния и методами повышения его сопротивляемости различным вредным процессам занимается наука о надежности станков (см. раздел 4). Рассмотренная модель для оценки работоспособности станка показывает, какие основные требования должны предъявляться к его параметрам: 1) станок должен иметь высокие начальные показатели — геометрическую точность, жесткость, прочность; 2) станок должен обладать высокой сопротивляемостью к возникшим процессам, т. е. быть виброустойчивым, стойким к тепловым деформациям, износостойким.
|
|
|
|
|
|
