 |


Допуски и посадки шлицевых соединений.
|
|
|
|
Шлицевые соединения применяются для передачи больших крутящих моментов и при высокой точности центрирования.
Различают: эвольвентные шлицевые соединения, ГОСТ 6033-80; прямобочные шлицевые соединения, ГОСТ 1139-80; треугольные шлицевые соединения - последние применяют вместо переходных посадок и посадок с натягом для тонкостенных деталей.
Основные параметры шлицевой поверхности приведены на Рис. 63.

Рис. 63. Параметры шлица:
D – наружный диаметр; d – внутренний диаметр; b – ширина шлица.
Виды центрирования шлицевых соединений
1. Центрирование по наружному диаметру (рис. 64). Применяется в том случае, когда необходимо обеспечить точность центрирования, и когда твердость втулки не высока (меньше 40HRC).
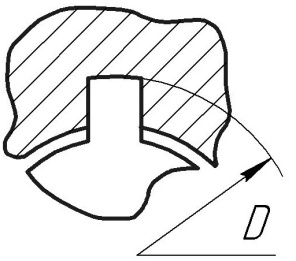
Рис. 64. Центрирование по наружному диаметру.
Центрирование по наружному диаметру применяется для неподвижных соединений или для подвижных с малым крутящим моментом, это наиболее простая и дешевая обработка шлицевых деталей.
2. Центрирование по внутреннему диаметру (рис. 65).
Обеспечивает точное центрирование, более дорог, чем центрирование по наружному диаметру. Применяется чаще для подвижных соединений.
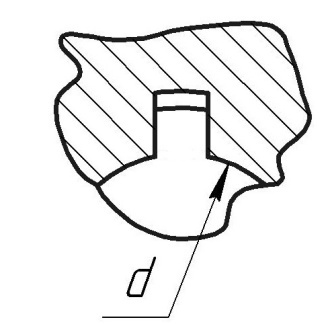
Рис. 65. Центрирование по внутреннему диаметру
3 Центрирование по ширине шлица ( рис. 66).
Применяется, когда не требуется особой точности центрирования, при реверсных передачах, достаточно дешевый способ.
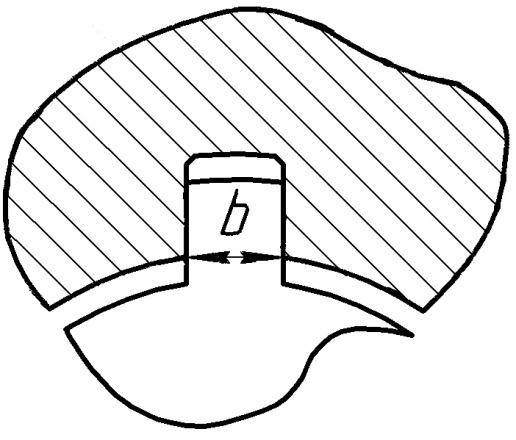
Рис. 66. Центрирование по ширине шлица.
Обозначение посадок шлицевых соединений начинается с вида центрирования, затем указывают  .
.
 - центрирование по внутреннему диаметру;
- центрирование по внутреннему диаметру;
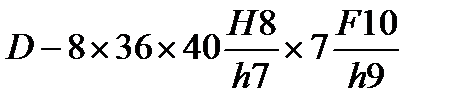 - центрирование по наружному диаметру;
- центрирование по наружному диаметру;
 - центрирование по ширине шлица b.
- центрирование по ширине шлица b.
Контроль шлицевого соединения осуществляется с помощью проходных комплексных калибров- пробок и колец. Для контроля размеров шлицевой поверхности необходим дополнительный поэлементный контроль непроходными калибрами каждого параметра. Комплексный калибр контролирует взаимное расположение поверхностей шлицевой детали.
|
|
|
Эвольвентные шлицевые соединения по ГОСТ 6033-88 с углом профиля 30º применяют в тяжело нагруженных механизмах, при реверсивном движении. Для обработки валов требуется одна червячная фреза, обеспечивается высокая точность центрирования при любом виде центрирования.
Шлицевые соединения с треугольным профилем имеют малогабаритные зубья, угол профиля которых характеризуется углом впадины вала 2β. Основные параметры соединения этого типа: m=0,3…3мм; Z=15…70; 2β=90º или 72º. Такие соединения не стандартизированы и применяются в автомобиле- и двигателестроении вместо переходных посадок и посадок с натягом. Центрирование этих соединения выполняется по боковым сторонам зубьев, а по внутреннему и наружному диаметрам имеются зазоры.
Допуски и посадки на шлицевые соединения устанавливаются ведомственными нормативными документами.
Резьбовые соединения
По эксплуатационным характеристикам резьбы можно разделить на виды:
1) крепежные (метрическая, дюймовая), главное требование – обеспечить прочность соединения;
2) кинематические, главное требование – обеспечить точные перемещения или плавность вращения, высокую несущую способность (прямоугольная, трапецеидальная, упорная);
3) трубные и арматурные, главное требование – обеспечение герметичности соединения.
Общим требованием для всех резьбовых соединений является обеспечение надежности, долговечности и свинчиваемости независимо изготовленных резьбовых деталей.
Номинальный профиль метрической резьбы (ГОСТ 9150-81) показан на рис. 67.
При построении системы допусков и посадок на резьбовые соединения учитывается взаимосвязь отклонений среднего диаметра, угла и шага резьбы.
|
|
|
Погрешности угла и шага можно привести к диаметральному направлению. Величина изменения среднего диаметра резьбы в зависимости от погрешности угла профиля Δα (или α/2) и шага  называется диаметральной компенсацией погрешности угла профиля
называется диаметральной компенсацией погрешности угла профиля  и погрешности шага
и погрешности шага  .
.
Для метрической резьбы:
 ;
;
 .
.
Приведенный средний диаметр определяется с учетом диаметральных компенсаций  , и
, и  .
.
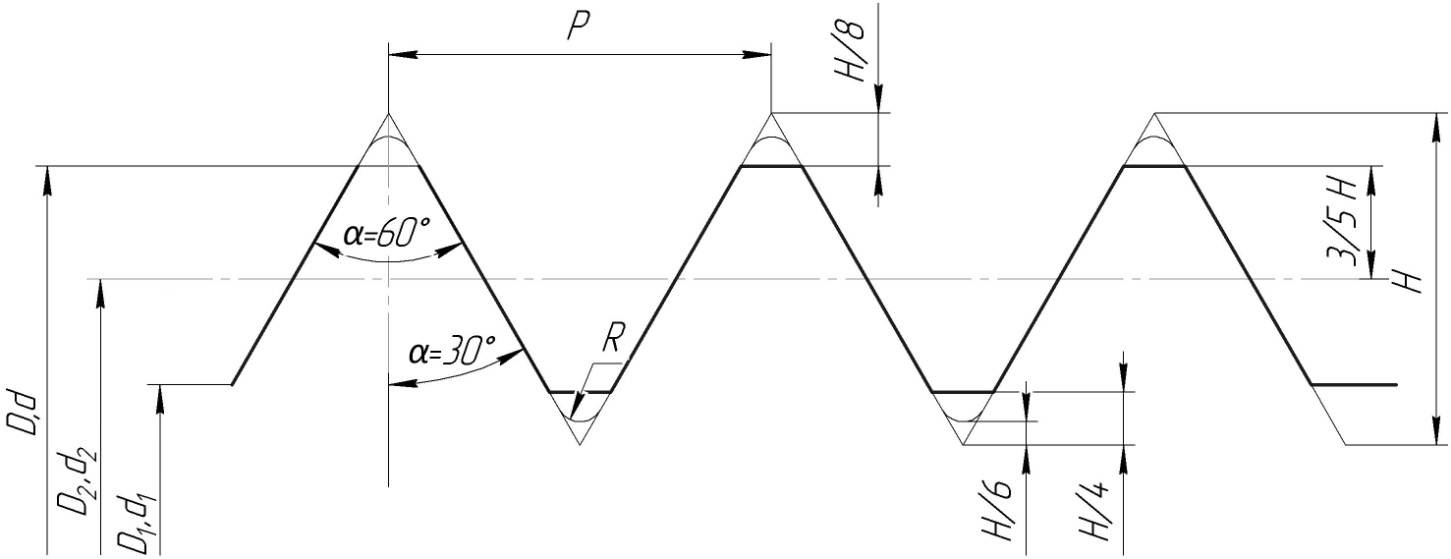
Рис. 67. Профиль метрической резьбы.
D, d – наружный диаметр; D2,d2 – средний диаметр; D1,d1 – внутренний диаметр.
Допуск устанавливается на приведенный средний диаметр. Для внутренней резьбы  , для наружной резьбы
, для наружной резьбы  ,
,
где  - приведенные средние диаметры внутренней и наружной резьбы.
- приведенные средние диаметры внутренней и наружной резьбы.
Поле допуска резьбы получается сочетанием полей допусков среднего диаметра ( ) и диаметра выступов (
) и диаметра выступов ( ).
).
Поле допуска каждого диаметра резьбы образуется сочетанием степени точности (с 3 по 9 точность уменьшается) и основного отклонения.
Установлены следующие основные отклонения для болта (es) и для гайки (EI) (рис. 68).
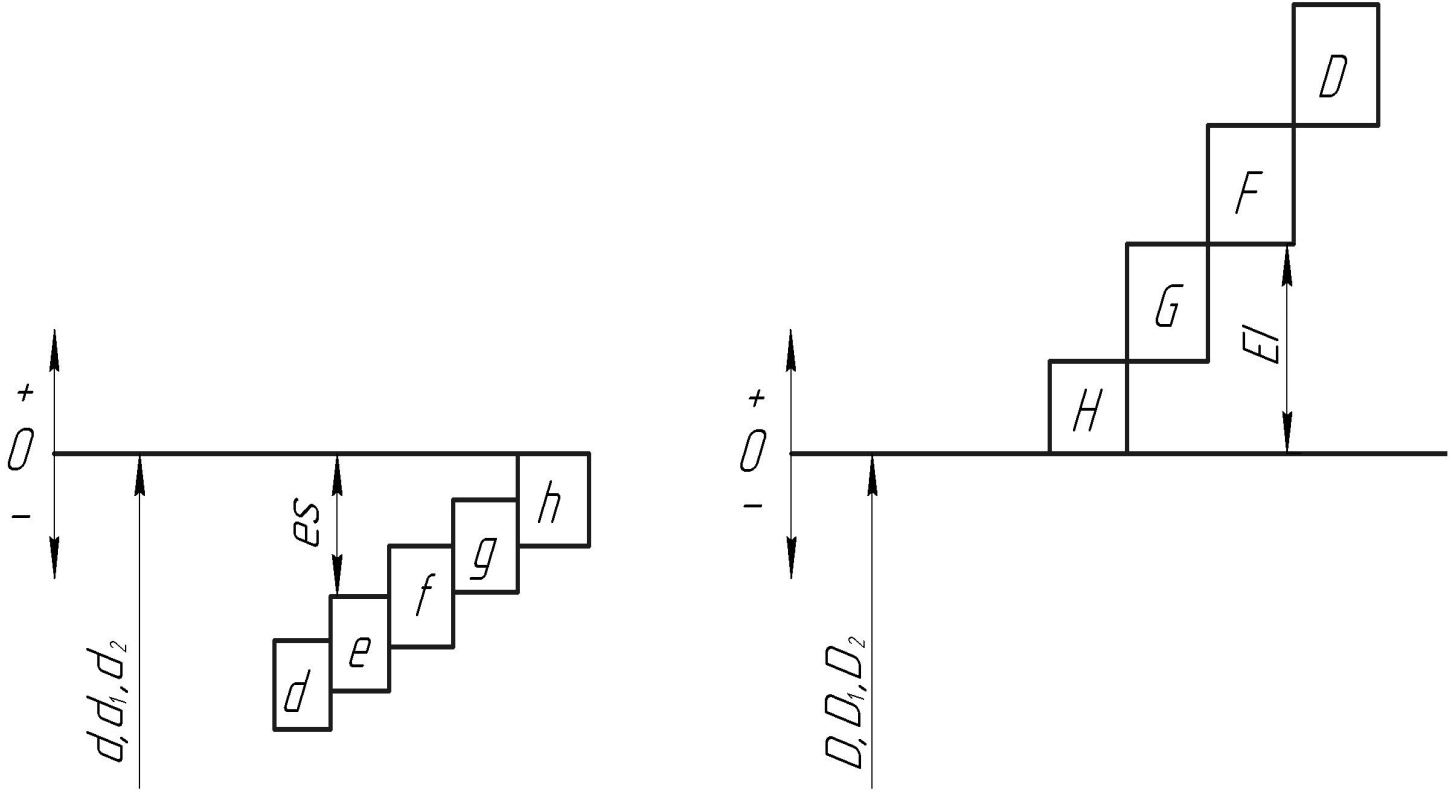
Рис. 68. Схема расположения полей допусков для резьб.
Основные отклонения e, d, F, D применяют, когда нужен увеличенный зазор в резьбовом соединении (под покрытие, работа в условиях загрязнения и т.п.).
При построении поля допуска резьбы отклонения откладывают от номинального профиля в направлении, перпендикулярном оси резьбы (рис. 69).
На Рис. 69 показана схема расположения полей допуска соединения М30-6H/6g.
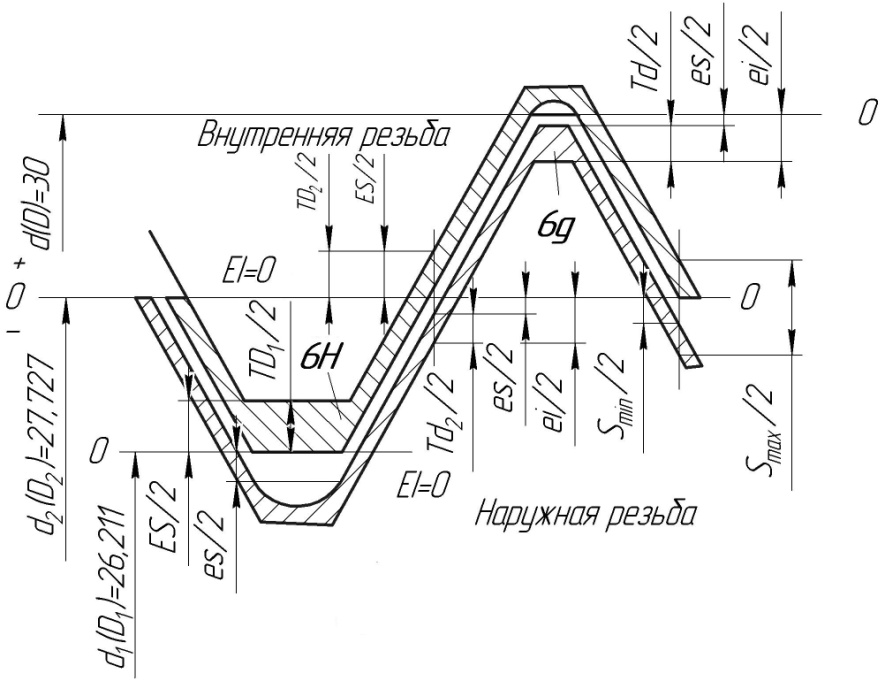
Рис. 69. Схема расположения полей допуска резьбы.
Обозначение поля допуска резьбы ставят после указания ее размера (например, болт М12-6g, гайка М12-6Н, болт с мелкой резьбой, шаг 1 мм, М12×1-6g, гайка с мелкой резьбой М12×1-6Н).
Посадки резьбовых деталей в сборе обозначаются дробью, в числителе которой указывают поле допуска гайки, а в знаменателе – поле допуска болта (например, М12-6Н/6g; левая резьба М12 LH-6Н/6g).
Контроль резьбы осуществляется двумя методами.
1. Дифференцированный – раздельный контроль каждого параметра: 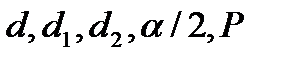 -- осуществляется на инструментальном микроскопе.
-- осуществляется на инструментальном микроскопе.
С помощью резьбового микрометра (Рис. 70) измеряют приведенный средний диаметр.

Рис. 70. Контроль резьбы резьбовым микрометром..
|
|
|
Метод 3-х проволочек определяет средний диаметр:  , применяется для точной резьбы (Рис. 71).
, применяется для точной резьбы (Рис. 71).
Рис. 71. Контроль резьбы по проволочкам.
2. Комплексный контроль – с помощью резьбовых калибров.
|
|
|
