Экологическая экспертиза технического решения проекта
Экологическая экспертиза - система комплексной оценки всех возможных экологических и социально-экономических последствий осуществления проектов и реконструкции, направленная на предотвращение отрицательного влияния на окружающую среду и на решение намеченных задач с наименьшими затратами ресурсов
Сточные воды
На территории промышленных предприятий образуются сточные воды трех видов: бытовые, поверхностные и производственные. Производственные сточные воды образуются в результате использования воды в технологических процессах. Типовой состав сточных вод представлен в таблице 7.11. Очистка сточных вод от загрязнителей - важнейший элемент защиты окружающей среды. Известен метод напорной флотации, который является весьма привлекательным для создания систем очистки сточных вод, так как при использовании этого метода не требуется мембран фильтров. Фильтрующими элементом являются микроскопические пузырьки воздуха.
Таблица 7.11.
Типовой состав сточных вод
Тип цехов и участков
Виды сточных вод
Основные примеси
Концентрация примесей, кг/м3
Температура, 0С
Литейные
От охлаждения поковок и оборудования
Взвешенные вещества ми-нерального происхожде-ния
Окалина
Масла
0,1…0,2
5…8
10…15
30…40
Механические
Отработанные смазочно-охлаждающие жидкости
Взвешенные вещества
Сода
Масла
0,2…1
5…10
0,5…2
15…20
Из гидрокамер окрасочных отделений
Органические растворители
Масла, краска
0,1…0,2
0,1…0,3
15…25
Из отделений гидравлических испытаний
Взвешенные вещества
Масла
0,1…0,2
0,03…0,05
15…20
Известные флотационные установки весьма несовершенны с гидродинамической точки зрения, так как: используются большие флотационные ванны, возникают застойные зоны, и в результате чего показатели очистки обычно не высоки. Авторы статьи поставили цель создать компактную, полностью автоматическую установку. Данная схема позволила уменьшить размер флотатора и исключить застойные зоны. Использование совмещенных реагентных составов позволяет в ряде случаев достигать нормативов качества воды, достаточных для ее сброса в водоем. Флотационная система для очистки цинкосодержащих гальванических стоков производительностью 1 м3/ч эксплуатируется на Арзамасском приборостроительном заводе. Степень очистки от ионов цинка достигает 99,7%. Сегодня озонированию сточных вод, содержащих нефтепродукты, уделяется мало внимания. Содержание нефтепродуктов в сточных водах часто достигает 200-300 мг/л при ПДК 0,3 мг/л. Имеющиеся на многих заводах локальные очистные сооружения, действующие по принципу нефтеловушек и отстойников, не обеспечивают требуемой полноты очистки сточных вод. При озонировании исключается концентрирование очищаемой примеси, в воду не вводили посторонних веществ, а не прореагировавшая часть озона химически инвертировалась в кислород, и поэтому не было необходимости тщательно регулировать дозу озона. Очистка сточных вод осуществлялась по 2-м схемам: 1) СВ ---- озонирование ---- очищенная вода. 2) СВ ----- коагуляция ----- озонирование ---- очищенная вода. Использование таких схем объясняется тем, что эффективность метода озонирования зависит от физического состояния содержащихся в сточных водах загрязнителей, их качественной характеристики. При проведении процесса озонирования происходило осветление сточных вод, полностью исчезал специфический запах, а снижение химического потребления О2 достигало 80-85%.
Промышленным, опытно-промышленным и лабораторным испытаниями доказана экологическая целесообразность применения природных цеолитов в промышленности. Многочисленные при-меры эффективного использования природных цеолитов в промышленности удобно разделить на 3 группы: очитка жидкостей и газов, их сушка и нетрадиционные технологии с использованием природных цеолитов. В промышленности установлена возможность применения цеолитовых пород для осушки и очистки от Н2S, CO2, сероорганических и других соединений природного газа, углеводородов, других газов и жидкостей, для очистки природных вод для питьевого и промышленного снабжения, и т.д.
Био- и фитосорбенты c точки зрения экономичности и практической значимости являются наиболее перспективными. Целесообразней всего их использовать следующим образом: для очистки техногенных растворов и промышленных стоков от нежелательных компонентов; концентрации особо опасных отходов для их захоронения; для очистки воды до кондиции питьевой; в медицине; в табачной промышленности. По сравнению с сорбентами других типов они обладают рядом преимуществ: высокие сорбционные характеристики; при сжигании образуется менее 5% золы, что резко снижает объем отходов и затраты на захоронение; возможность получения из отходов микробиоологической промышленности, что спобствует улучшению экологической ситуации.
Твердые отходы
Твердые отходы машиностроительного производства содержат амортизационный лом, стружку и опилки и металлов, шламы, осадки и пыли. Твердые отходы предприятия составляют:
Отходы предприятия % по массе
Шлак, окалина, зола 67
Горелая формовочная смесь 6
Шламы, флюсы 3
Абразивы 0,1
Древесные отходы 2
Бумага, картон 0,5
Мусор 19,4
В металлообрабатывающих производствах основным видом твердых отходов является металлическая стружка. Одно из направлений использования стружки – переработка в порошки с последующим изготовлением из них металлополимерных композиционных материалов или деталей машин. В качестве размольного оборудования чаще всего используют барабанные шаровые или вибрационные мельницы. Их недостаток – низкая производительность. Разработана новая эффективная технология переработки стружечных отходов металлообработки в порошковый материал. В основе лежит новый вибровращательный способ измельчения металлической стружки. Результаты экспериментальных исследований показывают, что производительность по фракциям от 0 до 800 мкм вибровращательного способа больше вибрационного в 1,9 раз, а вращательного в 2,4 раза. Такая эффективность нового способа объясняется тем, что при дополнительном вращении в барабане ликвидируются: 1) застойные зоны; 2) возрастает интенсивность измельчения; 3) измельчаемый материал более равномерно распределяется по объему барабана. Таким образом, предложен новый вибровращательный способ переработки металлической стружки, экспериментально доказано повышение прочностных характеристик металлополимеров, полученных совместной переработкой металлического порошка и полимерного материала.
Проблема переработки и утилизации отходов – один из самых главных вопросов для промышленных предприятий. В лакокрасочном проиводстве машиностроительных предприятий после обезжиривания поверхностей деталей, промывки инструмента и др., образуются отработанные растворители. Загрязненность может составлять до 50%. Предлагается использование установки регенерации растворителей. Растворители регенерируются методом охлаждения, кроме электропитания ничего не требуется, однако установки малоэнергоемки. Высота самой мощной установки модели AV-100 производительностью до 145 т/год всего 1,5 м. Модели отличаются, в основном, степенью взрывозащищенности, производительностью, наличием вакуумирования. Использование термостойких пакетов намного облегчает эксплуатацию установок, так как большой проблемой является очищение поверхности от пригоревшего кубового остатка. Оборудование может эксплуатироваться непосредственно в цехе, где производится окраска. Срок окупаемости установок от 3 до 7 месяцев.
Постоянно растущий масштаб загрязнения окружающей среды солями тяжелых металлов, в том числе отходами гальванических производств, представляет серьезную экологическую проблему. Поэтому любое рациональное и экологически приемлемое решение по переработке гальванических отходов будет иметь двойной эффект: экономический и экологический. Особый интерес представляет техническое решение, исключающее захоронения каких-либо производственных гальванических отходов и позволяющих получать из них малотоксичную товарную продукцию. Представлены некоторые результаты работ по использованию гальванических отходов для получения пигментных паст и антикоррозионных пигментов, применяемых в водно-дисперсных красках. Объектом исследования стали 2 типа отходов: шламы гидратов оксидов железа и никеля, и кислые растворы отходов электролитов. Для использования отходов первого типа – водных шламов гидратов оксидов железа и никеля были разработаны композиции и технологии производства пигментных паст для водно-дисперсионных красок. В качестве объектов второго направления в использовании гальванических отходов были выбраны кислые растворы (отходы хромирования и меднения). Процесс переработки отходов хромирования являются наиболее сложным. После выделения осадка (шлама) его использовали для получения пигментной пасты. Важнейшим преимуществом разработанных технологий является пастообразная форма конечных продуктов, исключающая попадание в воздух частиц солей тяжелых металлов и высокая степень очистки водных растворов от катионов тяжелых металлов.
Ежегодно на водопроводных станциях, химическо-металлургических и машиностроительных предприятиях России образуются 18-19 млн. М3, а в прудах-накопителях, на иловых площадках и шламовых полях уже накоплено свыше 150 млн. М3 тонкодисперсных осадков с влажностью от 59- 60 до 98-99%, удельной поверхностью от 40 до 150 м2/г. В промышленных центрах насчитываются сотни полигонов захоронения отходов, по сравнению с проектной, водопроницаемость грунтов. Для снижения водопроницаемости грунтов гидротехнических сооружений чаще всего применяют противофильтрационные экраны и завесы. Предлагается использовать в качестве добавки противофильтрационные материалы (высокодисперсные кальматанты). Под действием фильтрационного потока жидкости сверхтонкие частицы осадков проникают в тончайшие фильтрационные каналы грунта, даже глины, на глубину не менее 1 см, и закупоривают (кольматируют) эти каналы, в то время как, например, бентонитовая глина в слой осадка не проникает. По заключению Центра Госсанэпидемнадзора РФ, ВК являются экологически чистыми противофильтрационными материалами. Реализация разработанной технологии утилизации тонкодисперсных осадков не требует специального оборудования, дополнительных материалов (химических реагентов). Применение высокодисперсных кольматантов позволяет: повысить надежность гидроизоляции вследствие самозаростания возможных отверстий в противофильтрационных экранах; снизить в 2,5-3 раза концентрацию вредных примесей в подземных водах вследствие высокой адсорбционной способности ВК. Одними из часто встречающихся твердыми отходами на производстве встречаются: лампы люминесцентные, стружка черных металлов, стружка латуни, ветошь обдирочная, макулатура, отходы спецодежды и спецобуви, отходы шлифовальных кругов, ТБО, смет с территории, опилки промасленные, и т.д. Они просто собираются в специально оборудованные емкости на промплощадке и сортируются. На прессе пакетируются и осбождаются от масла.
Воздух
Современное машиностроение развивается на базе крупных производственных соединений, включающих заготовительные и кузнечно-прессовые, литейные цеха, цеха механической обработки металлов.
Примеси
Основные источники
Среднегодовая концентрация в воздухе, мг/м3
Естественные
Антропогенные
Твердые частицы
Пылевые бури, лесные пожары
Сжигание топлива в промышленных установках
В городах 0,04-0,4
SO2
Окисление серы и сульфатов
То же
В городах до 1,0
Noх
Лесные пожары
Автотранспорт, ТЭЦ
В районах с разви-той промышлен-ностью до 0,2
CO
Лесные пожары, выделения океанов
Автотранспорт, промышленные энергоустановки, черная металлургия
В городах от 1 до 50
Летучие углеводороды
Природный метан, природные терпены
Дожигание отхо-дов, испарение нефтепродуктов
В районах с разви-той промышлен-ностью до 3,0
Полициклические, ароматические углеводороды
-
Нефтеперерабатывающие заводы
В районах с разви-той промышлен-ностью до 0,01
В процессе производства машин и оборудования широко используют сварочные работы, механическую обработку металлов и т. П. Аппараты очистки вентиляционных и технологических выбросов в атмосферу делятся на: пылеуловители (сухие, электрические, фильтры, мокрые); туманоуловители (низкоскоростные и высокоскоростные); аппараты для улавливания паров и газов (абсорбционные, хемосорбционные, адсорбционные и нейтрализаторы); аппараты многоступенчатой очистки (уловители пыли и газов, уловители туманов и твердых примесей, многоступенчатые пылеуловители).
Патентные исследования
Задачи патентных исследований: поиск лучших отечественных аналогов.
Поиск проведен по следующим материалам:
Предмет поиска
Цель поиска информации
Страны поиска
Классифи-кационные индексы: МКИ, МПК
Наименование источников информации, по которым проводится поиск
Патентная документация
Зенкер
Повышение точности обработки отверстий, расширение технологических возможностей зенкера
РФ
В23В51/10
В23В29/034
В25D1/04
Интернет www.rupto.ru
Www.fips.ru
Патентная документация, отобранная для последующего анализа.
1) Патент на изобретение
Номер публикации
2131332
Вид документа
C1
Дата публикации
1999.06.10
Страна публикации
RU
Регистрационный номер
98102423/02
Дата подачи заявки
1998.02.13
Дата публикации заявки
1999.06.10
Номер редакции МПК
6
Основной индекс МПК
В23В51/10
Название
Зенкер
Имя заявителя
Алтайский государственный технический университет им.И.И.Ползунова
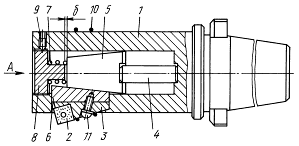
Изобретение относится к металлообработке и предназначено для использования при обработке отверстий. Зенкер содержит корпус 1 с отверстием, выполненным вдоль его продольной оси, размещенные в нем державки 3 с закрепленными на них ревущими пластинами 2, а также клинья 6, упругий элемент 10, охватывающий наружные поверхности державок 3, запорный элемент 8, конический клин 5 и вставку 4, выполненную из материала с высоким коэффициентом линейного расширения. При этом вставка 4 одним своим концом контактирует с корпусом 1, а другим - с торцом конического клина 5, установленного с возможностью осевого перемещения и подпружиненного относительно запорного элемента 8. В результате использования такой конструкции инструмента повышается производительность обработки при сохранении шероховатости отверстия.
2) Патент на изобретение
Номер публикации
2130362
Вид документа
С1
Дата публикации
1999.05.20
Страна публикации
RU
Регистрационный номер
98101226/02
Дата подачи заявки
1998.01.19
Дата публикации заявки
1999.05.20
Номер редакции МПК
6
Основной индекс МПК
B23B51/10
Название
Зенкер
Имя заявителя
Алтайский государственный технический университет им.И.И.Ползунова
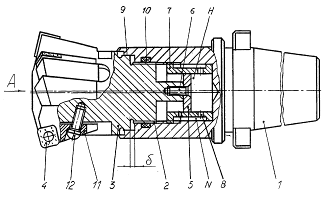
Использование: металлообработка и обработка отверстий инструментом, оснащенным многогранными пластинами. Зенкер содержит корпус с эксцентричным резьбовым отверстием и эксцентрично установленную в нем головку с режущими пластинами, расположенными асимметрично в угловом и радиальном направлениях, снабжен размещенными в эксцентричном резьбовом отверстии плунжером, закрепленным на головке, и втулкой, закрепленной в корпусе и имеющей отверстия. При этом плунжер и втулка образуют полость, заполненную вязкой жидкостью и сообщающуюся с полостью, ограниченной наружной боковой поверхностью втулки и внутренней поверхностью корпуса. Технический результат: повышение точности обработки отверстий и расширение технологических возможностей зенкера.
3) Патент на изобретение.
Номер публикации
2056224
Вид документа
Cl
Дата публикации
1996.03.20
Страна публикации
RU
Регистрационный номер
93010059/08
Дата подачи заявки
1993.02.26
Дата публикации формулы изобретения
1996.03.20
Номер редакции МПК
6
Основной индекс МПК
B23B51/10
Название
Сборный зенкер с вставными ножами
Имя заявителя
Ульяновский государственный технический университет
Имя изобретателя
Демидов В.В., Киреев Г.И.
№2056224. Реферат
Использование: в области обработки металлов резанием. Сущность изобретения: зенкер содержит корпус 1 с клиновидными пазами, на одной из боковых поверхностей которого выполнены продольные рифления. На клине 2 выполнены рифления на обеих сторонах, отличающиеся между собой шагами t1 и t2 на величину, равную половине разности между необходимым диаметром вылета ножей и диаметром вылета изношенных ножей. На ноже 3 рифления выполнены со стороны, прилегающей к клину.
4) Патент на изобретение.
Номер публикации
2043879
Вид документа
С1
Дата публикации
1995.09.20
Страна публикации
RU
Регистрационный номер
5015358/08
Дата подачи заявки
1991.10.17
Дата публикации формулы изобретения
1999,02,10
Номер редакции МПК
6
Основной индекс МПК
В23В51/10
Название
Зенкер А.В. Пожидаева
Имя заявителя
Пожидаев Александр Валентинович
Имя изобретателя
Пожидаев Александр Валентинович
№2043879. Реферат
Использование: в области металлообработки, в частности при обработке отверстий инструментом, оснащенным многогранными пластинами. Сущность изобретения: зенкер включает режущие пластины 9. При их затуплении повышается тепловыделение из зоны резания и температура инструмента, а максимальный износ получает режущая пластина, которая за счет эксцентриситета наиболее удалена от оси вращения. При нагревании шайбы 5, контактирующей с кольцевым выступом 6 стержня 7, до температуры проявления эффекта памяти формы ее внутренний диаметр увеличивается, становится больше диаметра кольцевого выступа и шайба проходит за кольцевой выступ, при этом головка зенкера получает возможность осевого перемещения до соприкосновения кольцевого выступа с очередной шайбой. Поскольку головка зенкера поворачивается в эксцентричном резьбовом отверстии 3, то при повороте головки менее затупленные режущие пластины 9 выдвигаются в зону, где раньше находилась изношенная режущая пластина, т.е. Происходит самонастройка. Аналогично осуществляется поворот головки зенкера при проявлении эффекта памяти формы у других шайб, имеющих более высокие температурные интервалы проявления эффекта памяти формы и расположенных в порядке повышения указанных температурных интервалов.
Номер публикации
2002128091
Вид документа
А
Дата публикации
2004.04.10
Страна публикации
RU
Регистрационный номер
2002128091/02
Дата подачи заявки
2002.10.18
Дата публикации заявки
2004,04,10
Номер редакции МПК
7
Основной индекс МПК
В23В29/034
Название
Устройство к сверлильному станку для зенкерования отверстий с обратной стороны
Имя заявителя
Ульяновский государственный технический университет
Имя изобретателя
Розенберг Юрий Вениаминович
№2002128091. Реферат
5) Заявка на изобретение.
Устройство к сверлильному станку для зенкерования отверстий с обратной стороны, содержащее корпус с установленным в нем зенкером, закрепленный в зенкере перпендикулярно его оси с выходом в отверстие упор, используемое в качестве поводка установленное в шпинделе станка сверло, втулку для установки в ней зенкера и размещенную между зенкером и втулкой пружину, отличающееся тем, что зенкер снабжен дополнительно введенным в устройство ограничителем прямого осевого перемещения сверла в отверстии зенкера.
Устройство для снятия заусенцев в отверстии, содержащее зенкер с хвостовиком для соединения с приводом, отличающееся тем, что для улучшения центрирования и увеличения силы резания, устройство снабжено эксцентриковым роликом с рукояткой, резьбовой шпилькой на пальце эксцентрика, центрирующей опорной втулкой на резьбовой шпильке и гайкой, в зенкере выполнено центральное сквозное отверстие под резьбовую шпильку, на хвостовике зенкера выполнено храповое колесо, снабженное подпружиненным фиксатором, установленным в ручке привода.
Вывод: лучшим отечественным аналогом расточного резца является техническое решение по патенту № 2130362 РФ. Технический результат данного решения: повышение точности обработки отверстий и расширение технологических возможностей зенкера. С точки зрения внедрения данной разработки для обработки детали «Держатель» позволит улучшить качество обработанной поверхности.
Заключение
В данной работе был составлен новый технологический процесс, который базируется на новом, современном оборудовании – преимущественно на многоцелевых станках. При расчете оптимального варианта технологического процесса многоцелевые станки показали более высокую производительность и экономичность.
С применением нового оборудования связано снижение себестоимости и трудоемкости изготовления детали, повышение производительности труда, снижение количества занятых производственных рабочих, снижение времени переналадки. Многоцелевые станки обеспечивают взаимозаменяемость деталей в серийном и мелкосерийном производстве, полную ликвидацию разметочных и слесарно-притирочных работ, концентрацию переходов обработки на одном станке, что приводит к сокращению времени на установку и снятие детали, уменьшению брака по вине рабочего. Повышение производительности за счет оптимизации технических параметров, автоматизации всех перемещений позволяют сократить количество всех станков.
Применение новых станков и технологий позволяет решить ряд социально-экономических задач: улучшение условий труда, уменьшение доли тяжелого, малоквалифицированного ручного труда, уменьшение состава работников механообрабатывающих цехов, повышения культурного уровня работающих.
Список используемой литературы
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: учебное пособие для машиностроительных специальностей вузов, -- 4-е издан., перераб. и доп. -- Минск: Вышэйшая школа, 1983. -- 256 с.
2. Обработка металлов резанием: Справочник технолога / Под.ред. Панова А.А. - М., 1988. 325 с.
3. Марочник сталей и сплавов / В.Г.Сорокин, А.В. Волосникова, С.А.Вяткин и др.; Под общ. Ред. В.Г.Сорокина -- М.: Машиностроение, 1989. -- 640 с.
4. Справочник технолога-машиностроителя / Под ред. А.Г. Косиловой, Р.К. Мещерякова. -- М.: Машиностроение, 1985. --Т.1. -- 656 с.
5. Технологичность конструкции иделий: Справочник / Т.К.лферова, Ю.Д. Амиров, П.Н. Волков и др.; Под ред. Ю.Д. Амирова. -- М.: Машиностроение, 1985. -- 368 с.
6. Королев А.В., Шапошник Р.К. Технологичность конструкции изделий. Методические указания к курсовому и дипломному проектам по курсу "Технология машиностроения". -- Саратов: СПИ. -- 1985.-- 16 с.
7. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. -- М.: Машиностроение, 1974. -- Ч. 1. 415 с.
8. Общемашиностроительные нормативы вспомогательного производства на обслуживание рабочего места и подготовительно-заключительного времени для технического нормировщика станочных работ. -- М.: Машиностроение, 1974. -- Ч. 1. 419 с.
9. Барац Я.И., Козлов Г.А. Расчет оптимальных режимов резания с помощью ЭЦВМ "НАИРИ-К": Руководство к лабораторной работе. -- Саратов: СПИ, 1982. -- 24 с.
10. Горохов В.А. Проектирование и расчет приспособлений. -- Минск: Высшая школа, 1986. -- 238 с.
11. Станочные приспособления: Справочник / Под ред. Б.Н. Вардашкина, А.А. Шатилова, В.Н. Данилевского. -- М., 1984. -- Т. 1. -- 592 с.
12. Альбом по проектированию приспособлений: учебное пособие для студентов машиностроительных специальностей вузов / Б.М. Базров, А.И. Сорокин, В.А. Губарь и др.-- М.: Машиностроение, 1991. -- 121 с.
13. Родин П.Р. Металлорежущие инструменты: Учебник для Вузов. -- 3-е изд., перераб. И доп. -- К.: Высшая шк. Головное Изд-во, 1986. -- 455 с.
14. Руководство по проектированию металлорежущих инструментов: Учеб. Пособие для вузов по специальности "Технология машиностроения, металлорежущие станки и инструменты"/ Под общ. Ред. Г.Н.Кирсанова. -- М.: Машиностроение, 1986. -- 288 с.: ил.
15. Шапошник Р.К., Серов Ю.И. Расчет участков, механических и механосборочных цехов. Методические указания для дипломного проектирования и практических работ для студентов специальности 120100. -- Саратов: СГТУ, 1993. -- 42 с. 16. Мартыщенко Л.Ф., Мохнаткина В.В. Охрана труда.
16. Методические указания по разработке вопросов охраны труда в дипломных проектах для студентов специальности 0501. -- Саратов: СПИ, 1981. -- 24 с.
17. Безопасность производственных процессов. Под общей редакцией д-ра тех. Наук Белова С.В. -- М.: Машиностроение, 1985.
18. Ансеров Ю.М., Дурнев В.Д. Машиностроение и охрана окружающей среды. -- М.: Машиностроение, 1979.
19. Миллер Д.П. Организация и планирование производства. Управление предприятием. Методические указания к курсовой работе для студентов 5 курса специальности 210. -- Саратов: СПИ, 1992. -- 10 с.
20. Организация, планирование и управление Машиностроительным производством: учебное пособие / Под общ. ред. Б.Н. Захаровой. -- М.: Машиностроение, 1989.