 |


2.2 Дефектация
|
|
|
|
2. 2 Дефектация
Дефекты коленчатых валов: износ и наработка шеек, риски, задиры и трещины в районе галтелей и смазочных отверстий и щеках кривошипов, прогиб оси вала и скручивание, ослабление посадки шеек в щеках сборных валов. Дефекты коленчатых валов выявляются визуально, обмером и физическими методами контроля (для нахождения трещины)
Коленчатый вал устанавливают на призмы или центры контрольной плиты и проводят визуальный осмотр с помощью лупы. Для выявления скрытых трещин применяют ультразвуковые или магнитные дефектоскопы.
Ультразвуковые волны проникают на глубину до 10 м в металлические изделия. Ультразвуковые дефектоскопы работают на диапазонах частот, превышающих 20000Гц, их разделяют по следующим признакам: прямого прозвучивания (теневой метод); с видимым изображением дефектов; импульсивные.
Сущность сквозного прозвучивания заключается в том, что ультразвук подводится к исследуемой детали с одной стороны, а принимается с другой. При однородной структуре металла ультразвук проходит через него без колебаний.
Если же на пути ультразвука встречаются дефекты, он рассеивается и к приёмнику поступает ослабленным. Для лучшего акустического контакта между щупом и изделием проверяемую поверхность смазывают касторовым или трансформаторным маслом.
Магнитная дефектоскопия позволяет выявлять трещины размером до 0. 001 мм.
Существуют магнитный порошковый и магнитный индукционный метод. В первом способе индикатором искажения силовых линий магнитного поля служат частицы порошка окислов железа, осаждающиеся на дефектах намагниченной детали, во втором- индукционный ток в катушке, соединённой с измерительным прибором, при её перемещении относительно намагниченного изделия или изделия относительно катушки.
|
|
|
При дефектоскопии методом магнитной суспензии её приготовляют из керосина или трансформаторного масла, железной пудры (50г порошка на 1л воды). Иногда используется магнитная суспензия, приготовленная на пасте МПЕ. Эта суспензия не вызывает коррозии детали, хорошо смачивает погружаемые в неё изделия, чувствительна к выявлению дефектов.
При использовании порошкового метода намагничивание изделий производится переносными магнитными дефектоскопами или сварочными трансформаторами.
При индукционном методе контроля наличие дефектов определяют с помощью специальных устройств. Изделие намагничивается электрическим током. При перемещении катушки в ней возбуждается электрический ток, гальванометр фиксирует наличие дефекта отклонением стрелки. Намагничивание изделий бывает полюсное электромагнитом и соленоидом, циркулярное через деталь и через проводник в полой детали. Индукционный метод контроля несовершенен, так как даёт возможность определить лишь местонахождение дефекта, глубину же залегания дефекта определить нельзя. [4] Обнаружив трещину, определяют её границы, глубину и принимают решение о ремонте или замене вала. Как правило, вал с внутренними трещинами бракуют; исключением являются составные валы - их дефектную часть заменяют.
2. 3 Обмер
Во время осмотра вала проверяются износы его шеек на овальность и конусность. Диаметр мотылёвых шеек измеряется микрометрической скобой. Обмеры мотылёвых шеек ГД производятся при профилактических осмотрах мотылёвых подшипников. Мотылёвые шейки обмеряются при положении мотыля в ВМТ, также и рамовые.
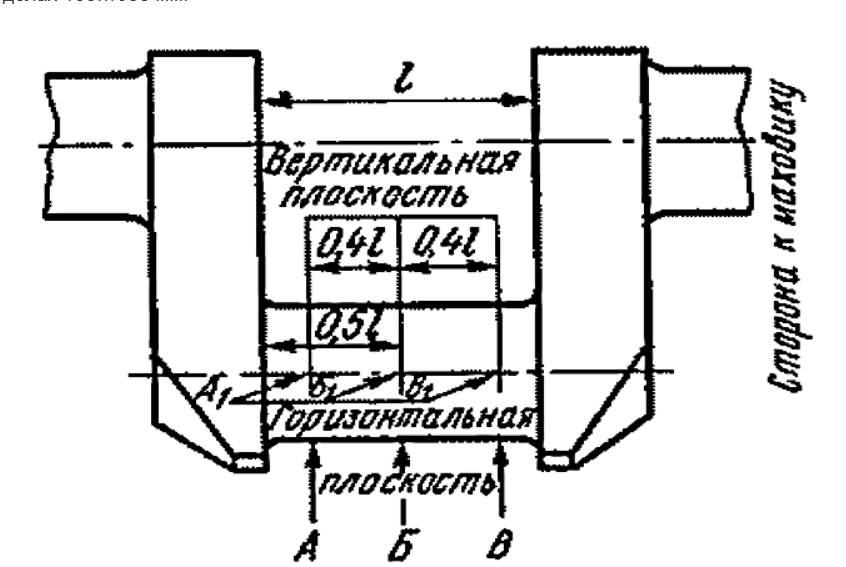
Рисунок 2 Схема обмера шатунной шейки коленчатого вала: А, Б, В — пояса измерения
На рис. 7 показана схема обмера шейки вала при контроле величины износа. Износы шеек тихоходных ДВС сравнительно невелики и составляют примерно 0, 06…0, 07 мм на 30 тыс. ч работы при эллиптичности и конусности 0, 02…0, 03 мм. Наибольший допустимый износ шеек по эллиптичности и конусности изменяется от 0, 15 до 0, 40 см при диаметрах шеек валов в пределах 150…600 мм.
|
|
|
Мотылёвые шейки коленчатого вала обмеряют в двух взаимно перпендикулярных плоскостях- вертикальной и горизонтальной и в трёх поясах по длине.
Два крайних пояса обмера располагаются на расстоянии 0, 4l от середины шейки(l- длина шейки).
Вертикальной плоскостью обмера мотылёвой шейки считается плоскость, проходящая через оси рамовой и мотылёвой шеекю
Горизонтальной плоскостью обмера мотылёвой шейки считается плоскость, перпендикулярная к вертикальной.
При совпадении маслоподводящих отверстий с местом обмера шейки микрометр необходимо развернуть на несколько градусов в сторону переднего хода.
Рамовые шейки коленчатого вала обмеряют в двух взаимно перпендикулярных плоскостях вертикальной и горизонтальной и в трёх поясах по длине.
Два крайних пояса обмера располагаются на расстоянии 0, 4l от середины шейки(l- длина шейки).
Вертикальной плоскостью обмера рамовой шейки считается плоскость, проходящая через оси рамовых шеек, и ось мотылёвой шейки первого цилиндра
Горизонтальной плоскостью обмера шейки считается плоскость, перпендикулярная к вертикальной плоскости. [5]
|
|
|
