 |


Фронтальная форма организации производственного обучения 3 глава
|
|
|
|
Понятно, что обучение мастерству — процесс постепенный. Но с первых же занятий, после того как сформированы начальные навыки, учащиеся должны быть ориентированы на выполнение работ (пока — учебных!) в установленное время, в объемах, называемых производственным термином «норма выработки».
Педагогическое значение нормирования учебно-производ- ственных работ заключается в том, что оно побуждает учащихся к овладению специальностью на должном уровне, воспитывает настойчивость и целеустремленность в достижении цели, способствует стремлению к поиску более производительных приемов труда. Вместе с тем существует ряд условий, которые должны выдерживаться мастерами при осуществлении производственного обучения. О них и пойдет речь в этой главе.
11.1. Цели и методы нормирования
Основными целями нормирования учебно-производственных работ являются следующие:
1) способствовать постепенному освоению учащимися приемов и методов работы; приучать ценить фактор времени и тем самым обеспечивать освоение к концу обучения норм, установленных на предприятиях для рабочих соответствующей профессии и уровня квалификации;
2) устанавливать исходные данные для правильного планирования производственного обучения и использования имеющегося оборудования;
3) содействовать наиболее объективной оценке успеваемости учащихся по производственному обучению на основе показателей выполнения учащимися установленных норм.
Мастер производственного обучения должен хорошо понимать, в какие этапы обучения и как эти цели могут быть реализованы.
Нормирование учебно-производственных работ не производится, когда учащиеся обучаются правильному выполнению отдельных движений и приемов, составляющих изучаемую трудовую операцию. Если в этот период обучения сообщить учащимся норму времени, которая установлена на данную операцию, или норму выработки, которая должна соответствовать работе умелого исполнителя, — результат может оказаться отрицательным. Подстегиваемые желанием самоутвердиться, ученики будут больше внимания уделять количеству изготавливаемой продукции, а не ее качеству. Методическое правило этого периода — отработка качественных показателей, развитие координации движений, выработка привычки выполнять каждый прием «как надо», с соблюдением строгой технологической последовательности. Понятно, что от занятия к занятию выполнение операций будет происходить успешнее и быстрее, но, повторимся, в период освоения учащимися основных приемов работы нормы им не сообщаются. Мастер производит нормирование учебно-производственных работ, выполняемых учащимися при изучении операций, но исключительно для себя, для учета в целях планирования учебного процесса. Ниже будет показано, что это время исключается из плана производственного обучения группы на конкретный период.
|
|
|
Совсем иначе обстоит дело при выполнении комплексных работ. При изготовлении учащимися объектов труда в этот период обучения происходит совершенствование и закрепление уже сформированных навыков. Учебно-производственные работы комплексного характера, выполняемые учащимися в учебных мастерских, а также при обучении в условиях производства и повседневной практики, обязательно нормируются с сообщением установленных норм времени учащимся.
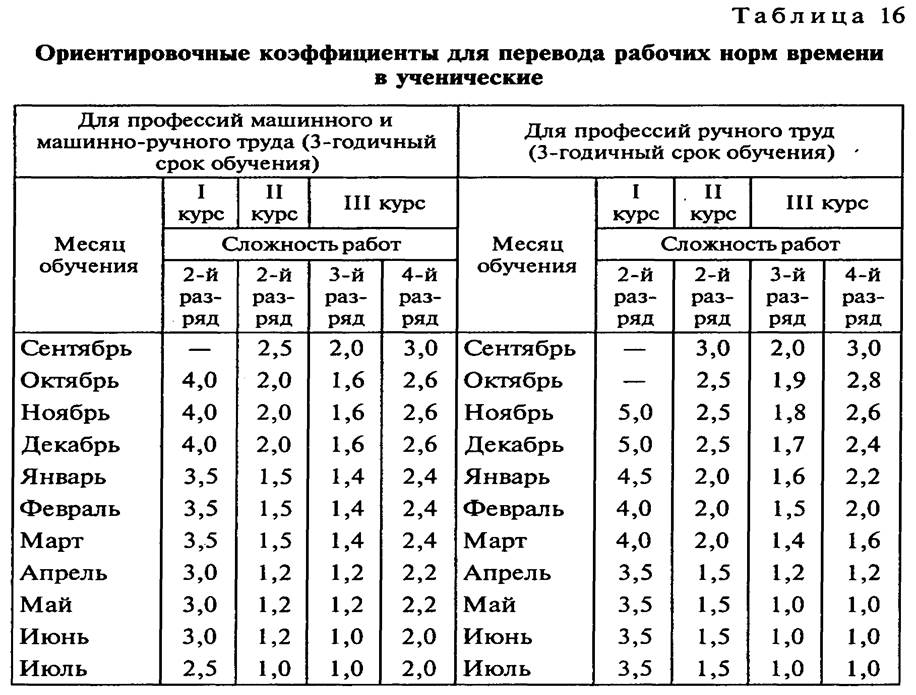
Однако поскольку в разные периоды обучения степень умений и овладения мастерством различна и опыт производственной деятельности еще недостаточен, то и нормы на выполнение учебных работ отличаются от норм, установленных для квалифицированных рабочих. Для учета этих различий введена единая шкала поправочных коэффициентов, приведенная в таблице 16.
|
|
|
Шкала поправочных коэффициентов помимо периода обучения учитывает также степень сложности учебно-производствен- ных работ, выполняемых учащимися. Из таблицы видно, как постепенно изменяется величина ученической нормы, имея в виду, что к завершению конкретного периода обучения должно быть осуществлено приближение к расчетной норме соответствующего рабочего разряда. Оговоримся, что при наличии в учебном заведении проверенных на практике обобщенных данных применительно к каждому месяцу обучения, указанные коэффициенты могут корректироваться.
Могут применяться и другие переводные коэффициенты в зависимости от срока обучения и сложности работ. В
таблицах 17 и

18 приведены варианты переводных коэффициентов для одногодичного и двухлетнего сроков обучения.
Расчет по этим коэффициентам производится следующим образом.

Например: работа производится на II курсе в январе. Переводной коэффициент для января — 2,0. Рабочая норма времени на единицу продукции — 0,8 чел./ч. Для учащихся норма времени в январе будет: 0,8 х 2,0 =1,6 чел./ч.
Таким же образом переводится норма взрослого рабочего в ученическую на III курсе по 3-му разряду в январе: 0,8 х 1,6 = = 1,28 чел./ч.
Если учебно-производственные работы выполняются по заказам предприятия, а технологические процессы обеспечены оснащением, принятом на реальном производстве, в качестве расчетных принимают нормы времени, действующие на предприятии. Если работы выполняются по различающимся технологиям (например, на производстве — серийное, а в училище — единичное производство), то расчетные нормы устанавливает учебное заведение, используя рекомендации инструкций по нормированию.
Основанием для установления ученической нормы на изготовление одного изделия является норма техническая (расчетная), определяемая путем установления величины затрат времени на следующие составляющие: оперативное время, время обслуживания рабочего места, подготовительно-заключительное время, время перерывов на отдых и естественные надобности. Оперативным называется время, в течение которого выполняется производственная работа, направленная на выполнение данной операции или задания. Оперативное время подразделяется 'на основное (технологическое) и вспомогательное. Топ -+ t^n мин.
|
|
|
Основным (технологическим) называется время, расходуемое на изменение геометрических форм и размеров обрабатываемых деталей (станочные или слесарные работы) или изменение взаимного расположения частей изделия (сборочные или сварочные работы), что и является целью данного технологического процесса. Основное (технологическое) время может быть:
машинным, если обработка осуществляется без непосредственного участия рабочего (например, рабочий только наблюдает за протачиванием при механической подаче);
машинно-ручным, если детали обрабатываются рабочим на станке (например, подрезка торца с ручной подачей, сверление отверстий или фрезерование с ручной подачей и т.п.);
ручным, если обработка производится без применения механизмов (например, ручное опиливание, рубка и т.п.).
Вспомогательным называется время, затрачиваемое рабочим на установку и снятие деталей, их измерения, пуск и остановку станка, включение и выключение подачи и т. п.
Время обслуживания рабочего места — это время, которое в продолжение всего рабочего дня затрачивается на уход за рабочим местом. В него включается время, затрачиваемое на смену и переточку инструмента, его раскладку и уборку, регулирование и наладку станка в процессе работы, его чистку и смазку, уборку стружки и т. п.
Подготовительно-заключительным называется время, затрачиваемое рабочим на подготовку к данной работе и на выполнение действий, связанных с ее окончанием, а именно:
1) получение и сдача наряда, технической документации, металла (полуфабриката), инструментов и приспособлений;
2) ознакомление с работой, чертежом и получение инструктажа по выполняемому заданию;
3) наладка оборудования;
4) подготовка рабочего места;
5) установка и снятие инструментов и приспособлений;
6) сдача работы.
Особенности подготовительно-заключительного времени состоят в том, что оно затрачивается рабочим только в начале и конце работы над данной партией деталей и что продолжительность его не зависит от числа штук деталей в партии.
|
|
|
Время перерывов на отдых включается в норму времени при выполнении физически тяжелых, утомительных работ, при ускоренном темпе работы и значительном грузообороте. Во всех остальных случаях время на отдых в норму времени не включается.
Таким образом, норму времени (в минутах), затрачиваемого на изготовление одной детали (это время еще называют штучным), можно выразить формулой

Для партии деталей (изделий) норма времени может определяться по следующей формуле:

гае Тпар — норма времени на изготовление партии деталей; Тшт — норма времени на изготовление одной детали; Z— число деталей в партии; tm — время подготовительно-заключительное; /оп — оперативное время; /об — время обслуживания рабочего места; /ест — время, необходимое на отдых и естественные надобности.
11.2. Требования к нормированию. Определение ученической нормы времени
Подчеркивая важность организации работ по нормированию и учет выполнения норм времени в училищах, следует предупредить молодых педагогов об определенных трудностях, которые могут им встретиться, — чаще там, где организация такой работы не на должной высоте, где нормированию не уделяется нужное внимание. В училищах, где по штату не предусмотрен технолог, нормированием должны заниматься старший мастер и мастера производственного обучения. В крупном училище нормированием занимается технолог, который с участием мастеров и под руководством старшего мастера устанавливает технические и ученические нормы времени.
При нормировании работ следует иметь в виду следующие аспекты, связанные со спецификой учебного процесса. Так как подготовительно-заключительное время исчисляется на все производственное задание, устанавливая технические нормы времени на изготовление изделий, необходимо заранее учитывать, какими партиями они будут выполняться учащимися. Так, если группе токарей дается для обработки 100 заготовок деталей, то установление нормы времени на каждую деталь будет зависеть от количества заготовок деталей, данных каждому учащемуся, а не от количеств заготовок, данных на группу.
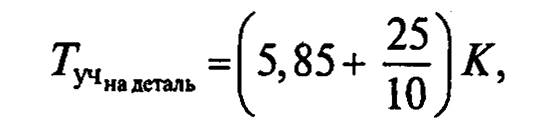
Так, например, если группе дано для обработки 100 валиков и мастер распределил их по 10 валиков на учащегося, учитывая, что штучное время на деталь Ттт - 5,85 мин, а подготовительно- заключительное время на всю партию составляет 25 мин, то норма времени определяется по формуле
 В этом случае ученическая норма времени рассчитывается так:
В этом случае ученическая норма времени рассчитывается так:
|
|
|

или

где К — переводной коэффициент (выбирается из приведенных выше таблиц в зависимости от периода обучения).
Определив норму времени на партию или на одно изделие в минутах, можно найти норму выработки за час и смену по формулам:
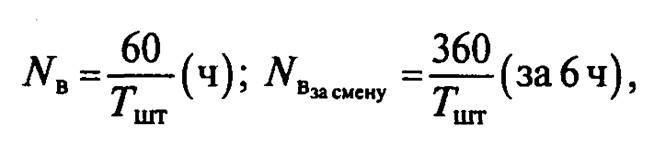
где Nb — норма выработки (за час или смену); — норма штучного времени.
Внедряя нормирование учебных работ, мастер производственного обучения должен строго учитывать выполнение норм учащимися, а на основе этого принимать меры для постепенного увеличения производительности труда каждым учащимся.
Необходимо сделать оговорку следующего характера. Количество профессий, подготавливаемых в системе НПО, достаточно велико, а различия в специфике многих из них — значительны. Понятно, что нормирование при производственном обучении, например, станочников, кардинально разнится с нормированием работ учащихся строительных профессий. Поэтому мы считаем крайне важным пояснить, что в каждом отдельном случае обязательно должны учитываться специфика профессии и особенности учебного заведения.
При этом мастер, планируя работу с группой, должен руко-, водствоваться существующими по ряду массовых профессий таблицами нормативов. Такие таблицы распределения учебного времени по каждой теме учебной программы, где показано время, отводимое на инструктаж, упражнения и производственную деятельность, позволят мастеру четко определять объемы, которые должны быть выполнены группой за месяц (квартал). Время, которое при этом рассчитывается, называется приведенным временем.
Именно оно является расчетным для определения плана для группы на конкретный месяц обучения. Покажем на примере, как рассчитывается — с учетом временных затрат на все элементы занятия — приведенное время.
Предположим, что в группе 25 учащихся. В месяц проводится 8 занятий (2 дня в неделю) продолжительностью 6 ч каждое.
Фовд учебного времени составит 25 х 8 х 6 = 1200 ч.
Время на инструктаж одного учащегося за этот период составляет 8 ч; общее время на инструктаж группы будет равно 25 х 8 = = 200 ч.
Предположим, что отрабатываются комплексные работы, при которых время на упражнения учащихся не планируется.
Тогда время на производственную деятельность группы в указанный месяц определится путем вычитания из фонда учебного времени 200 ч, отводимых на инструктажи: 1200 - 200 = 1000 ч.
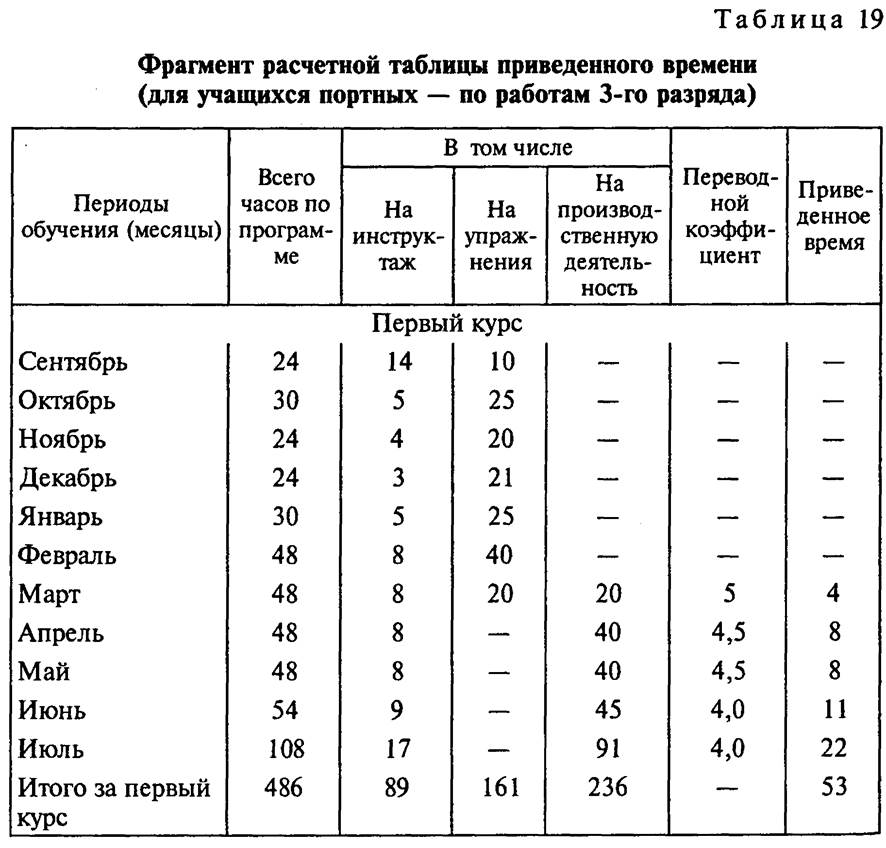
Если в этот период обучения применяется переводной коэффициент 3,5, то приведенное время составит 1000: 3,5 = 285,7 ч. В таблице 19 показано> как рассчитывают его величину.
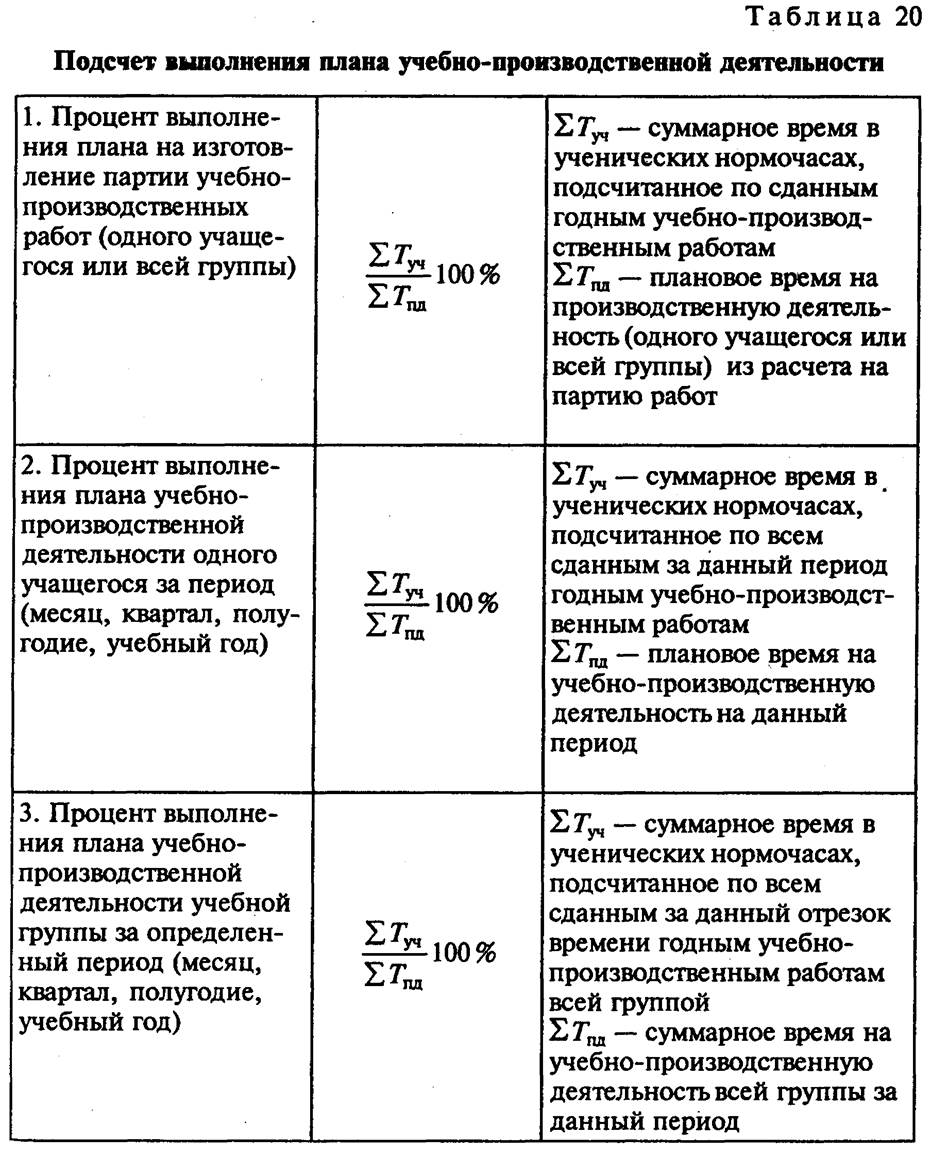
Аналогично планируется время на другие периоды обучения (второй и последующие курсы). При этом следует иметь в виду, что переводные коэффициенты зависят от разряда выполняемых работ. Потери учебного времени отдельными учащимися при определении фонда времени на производственную деятельность во внимание не принимаются (см. таблицу 20).
Таким образом, нормирование учебно-производственных работ — важный фактор не только для реальной проверки уровня подготовки учащихся на каждом конкретном периоде обучения, но и основание объективных данных для учета производственной деятельности за любой период обучения.
Вопросы и задания для самоконтроля
1. Объясните необходимость нормирования ученических работ.
2. В какие периоды обучения осуществляют или, напротив, не производят нормирования учебно-производственных работ? Почему?
3. Охарактеризуйте составляющие расчетной нормы времени.
4. Для чего применяются переводные коэффициенты? В какие периоды обучения и при выполнении каких работ изменяются их значения?
5. Покажите на примере, как определяется ученическая норма времени.
6. Как подсчитывается общий фонд времени на производственную деятельность группы? Покажите на примере (наполняемость группы — 25 чел.).
7. Как определяется приведенное время? Укажите его составляющие.
ГЛАВА 12
ПЕДАГОГИЧЕСКОЕ, ПРАВОВОЕ И МАТЕРИАЛЬНОЕ ОБЕСПЕЧЕНИЕ ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
Любая образовательная система всегда несет на себе отпечаток того состояния общества, в рамках которого она реализуется. Продолжающийся в нашем обществе всесторонний пересмотр функционирования различных социальных институтов не мог не коснуться необходимости рассмотрения проблем в области профессионального образования. Потребовалось прежде всего осмыслить недостатки подготовки выпускников, в рамках выбранной рабочей профессии, за последние десятилетия. В исследованиях отечественных ученых и специалистов отмечалось:
недостаточный уровень развития профессиональной самостоятельности, неумение приспосабливаться к изменяющимся требованиям производства;
узость специальной подготовки, ограничивающей профессиональную мобильность будущих рабочих;
низкую социальную мобильность, определяемую ограниченными возможностями индивидуального профессионального становления личности в условиях педагогического процесса, ориентированного на массовый выпуск однотипной «кадровой продукции».
Если рассматривать современную профессиональную школу как инструмент общества, удовлетворяющий его потребность в подготовке молодежи к деятельности в условиях производственной среды и реальной экономики, то следует отвести системе НПО ведущее значение как первой ступени. Имеется в виду, что профессиональное начальное образование при правильной трактовке современных концептуальных подходов к его приоритетам должно стать своеобразным «трамплином» для дальнейшей жизни и деятельности выпускников.
12.1. Содержание профессионального образования как педагогическая проблема
Действительный член Российской академии образования А. М. Новиков считает, что сегодня одними из наиболее важных целей профессионального образования представляются следующие:
полученное образование должно явиться для каждого выпускника средством самореализации, самовыражения и самоутверждения личности, поскольку в наибольшей мере человек раскрывает свои способности в труде, и в первую очередь — в профессиональном труде;
оно должно стать его собственным своеобразным капиталом, которым он как субъект может распорядиться на рынке труда.
Сформулированная таким образом педагогическая проблема предполагает решение ряда принципиальных учебно-воспитательных задач.
1. Уже начальный этап профессионального образования должен обеспечивать необходимое интеллектуальное развитие личности (и это — объективный закономерный процесс развития современного общества!).
2. Воспитание на этом этапе подготовки рабочих понимания у них того значения, которое представляет для общества социально активная, творческая личность, способная к преобразованию производства и его процессов, обладающая чувством гражданской ответственности за результаты своего труда, за деятельность предприятия, организации, где они работают.
3. Формирование у будущих членов общества системы общечеловеческих и национальных ценностей и идеалов, позволяющих разделять вместе со всем обществом ответственность за судьбы страны и мира, включая в том числе экологическое мировоззрение, которое предполагает выбор способов производства только с учетом их влияния на окружающую среду.
Остановимся подробнее на этих аспектах педагогической проблемы современного профессионального образования.
Общество и система образования не смогли своевременно учесть, что глобальный технологический мир с его закономерностями станет опережать необходимую для реальной жизни систему представлений людей о нем. Основываясь на приоритете гуманитарных знаний над естественно-научными и технологическими, общество полагало, что последние нужны лишь для определенного спектра профессий. Однако материально преобразующая деятельность человеческого разума образовала техносферу, неразрывно связанную с сущностью человека, его развитием и деятельностью. Поэтому физическое, интеллектуальное и духовно- психическое развитие человека и общества в современных условиях (и в перспективе на будущее) потребовало углубления технологического образования. Не следует понимать сказанное как принижение гуманитарных дисциплин. Представляется, что в свете новых подходов технологическая культура молодежи должна выполнять интегрирующую функцию, связывая в единую систему все предметы, входящие в учебные планы профессионального обучения.
В самом деле, изучение явлений, законов и закономерностей строения и развития, присущих самой техносфере, не может обойтись без того цикла дисциплин, которые в учебных планах НПО принято называть общеобразовательными. Однако каждая из этих дисциплин теперь должна рассматриваться, если можно так выразиться, через призму ее воздействия на снижение отрицательных последствий развития техносферы.
Когда мы говорим об ориентации технологического образования на создание нужного для общества продукта с целью улучшения жизни человека, подразумевается несколько направлений. Это и снижение затратности технологических процессов, и уменьшение их влияний на баланс экосистемы, и предупреждение техногенного травматизма и болезней, и другие задачи. Необходимо отдавать себе отчет в том, что технология без человеческого участия мертва и, следовательно, роль человека в воздействии на живую и неживую природу — решающая.
Поэтому преобразующая деятельность человеческого разума отражается в техносфере безгранично. Окружающие нас машины, аппараты, инструменты, приборы; строения, дороги, подземные и подводные сооружения; сельхозугодья и искусственные водоемы; выращенные породы животных, сорта растений; процессы преобразования материалов, энергии и информации — вся искусственно созданная или преобразованная среда либо служит на благо цивилизации, либо создает угрозу ее существованию.
К сожалению, отрицательных последствий деятельности человека на нашей планете более чем достаточно. Следовательно, необходимо формировать у учащихся такое мировоззрение, которое позволит оценивать соответствие своих действий — сегодня и завтра — состоянию природы и интересам общества.
Все сказанное довольно непросто реализовать сегодня и в силу психологической инерции в системе образования, и в связи с низким уровнем понимания новых задач в обществе в целом. Однако реалии жизни, опыт наиболее развитых стран показывают, что другого пути нет, и человеческая общность неизбежно пойдет именно этим путем.
Таким образом, содержательные требования к профессиональному обучению учащихся, связанные с программами (заметим — независимо от изучаемой специальности), неизбежно ставят перед нами такие педагогические задачи.
Во-первых, до сознания учащихся необходимо довести причины потребности в высоком уровне технологического образования. Пусть молодые члены общества сами проникнутся ответственностью за свое будущее.
Во-вторых, желательно постепенно подводить учащихся к творческому подходу в их деятельности. Если таковой станет воспитанной привычкой, то активная жизненная позиция станет приоритетной в самостоятельной деятельности и, следовательно, будет развиваться готовность к тому, чтобы в жизни надеяться, прежде всего, только на себя.
В-третьих, систематические занятия по выполнению комплексных работ (на протяжении всего обучения) по схеме «от проблемы до новой проблемы», когда освоенная тема дает толчок к новым поискам, формируют творческую самообучающуюся личность.
В-четвертых, привычка к выполнению всех производственных процедур — от выбора инструментов и режимов до поиска правильной технологии обработки и ее точного выполнения — дает чувство уверенности в своих силах. Такой человек легко адаптируется в любых сферах и начинает творить с высокой степенью отдачи.
Подобный подход к профессиональному обучению и подготовке молодежи позволит успешнее решать задачи ее технологического образования.
12.2. Правовые аспекты оборудования учебных мастерских и организации рабочих мест учащихся
В практической деятельности мастера производственного обучения достаточно часто возникают вопросы организации и оборудования учебных и производственных помещений. К сожалению, многие практики недостаточно осведомлены о правовых и нормативных актах, регламентирующих эти стороны организации производственного обучения. Поэтому необходимо очертить круг установленных документами положений, которые могут быть основанием при профессиональной деятельности мастера производственного обучения.
1. Необходимо знать, что существуют четко установленные нормативы — строительные нормы и правила СНиП 2.08.02—1989, касающиеся размеров площадей учебных кабинетов, учебно- производственных мастерских для каждого из типов (см. главу 13), а также санитарно-эпидемиологические правила и нормативы СанПиН 2.4.3.1186 —2003, содержащие требования к гигиеническим условиях в них.
2. Каждый учебный (специализированный) кабинет или учебно-производственная мастерская должны быть укомплектованы в соответствии с типовыми Перечнями учебно-наглядных пособий и учебного оборудования. Следует оговориться, что речь идет лишь о необходимом минимуме оснащения. Опыт показывает, что многие учебные заведения системы НПО всегда старались придать материальной базе обучения более широкое наполнение.
3. Ежегодно перед началом очередного учебного года в учебном заведении НПО должен быть оформлен акт-разрешение на проведение занятий в учебно-производственных мастерских. Его подписывают представители администрации района (округа), комитета по образованию, инспекторы санитарно-эпидемиологической службы, технической инспекции, руководитель УНПО, заведующий мастерскими. В соответствии с правилами и нормами проверяются: заземление оборудования, функционирование установок пожаротушения, охранно-пожарной сигнализации, освещенность, работа систем вентиляции и т.д. Своими подписями члены комиссии удостоверяют, что организация рабочих мест для учащихся и санитарно-гигиенические условия помещений соответствуют нормам охраны труда, правилам техники безопасности и производственной санитарии. Здесь же подтверждается, что весь педагогический персонал ознакомлен с установленными правилами, имеет (при необходимости) требуемые допуски и подготовлен для работы с учащимися.
Без наличия указанного акта-разрешения у мастера отсутствуют правовые основания для начала занятий с учащимися в мастерских.
4. В мастерской на каждом из видов оборудования должна быть типовая инструкция по технике безопасности с предупреждением об опасностях при работе и описанием необходимых действий, которые следует выполнить до начала работы, во время работы и после ее окончания.
5. Очень существенное значение имеет соблюдение установленных «Положением об учебно-производственных мастерских» нормативов по расположению оборудования, определению расстояний, дистанций при его размещении. Здесь нет мелочей и мастер должен четко знать, что отступление при планировке мастерской от нормативов недопустимо. Например, не один несчастный случай был предотвращен потому, что у мастера была возможность со своего основного рабочего места мгновенно обесточить все оборудование мастерской. А если такой рубильник экстренного отключения находится еще и в другом конце помещения — это дополнительная и нелишняя гарантия предупреждения возможного травматизма.
Итак, при организации работы в мастерских необходимо обстоятельно изучить и скрупулезно выполнять все нормативные и правовые положения, установленные законодательством РФ Для производственного обучения. При их соблюдении будет сохранено самое дорогое — здоровье и безопасность учащихся.
12.3. Требования к соблюдению санитарно-гигиенических норм в учебно-производственных помещениях
Проблема соответствия учебно-материальной базы трудового обучения оптимальным гигиеническим условиям для работы подростков весьма актуальна. Многочисленными исследованиями ученых установлена прямая закономерность их физического развития с правильно организованным процессом профессионального обучения. Он оказывает положительное влияние на все стороны формирования молодого растущего организма: совершенствуется координация движений, укрепляется костная система, развиваются мышцы, улучшается обмен веществ вследствие большей эффективности работы дыхательной и сердечно-сосудистой систем.
Мы просим обратить внимание на выражение «правильно организованный», относя его в данном случае к соблюдению гигиенических норм.
К аспектам, создающим оптимальные гигиенические условия для работы учащихся, относятся:
состояние воздушно-газовой среды мастерских, освещенность рабочей зоны и помещения, уровень производственного шума, режим работы во время занятий,
эргономические факторы при организации работы в мастерских, учет психофизиологического воздействия цвета на органы зрения учащихся и др.
Все вместе эти факторы призваны сформировать такие условия работы, чтобы профессиональное обучения содействовало всестороннему развитию организма обучаемых, укреплению их здоровья, а не приводило к переутомлению и другим негативным физиологическим воздействиям.
Мастер должен осознавать и то обстоятельство, что при одном и том же возрасте индивидуальное развитие учащихся может значительно различаться. В том числе и вследствие перенесенных ранее заболеваний, травм и т.п. Все эти сведения обычно содержатся в медицинских картах школьников и ознакомление с ними — прямая обязанность мастера. Тогда не будет ошибок в дозировании нагрузок, можно учесть индивидуальные особенности зрения и т.д.
Необходимо сделать оговорку, что по всем выделенным выше вопросам имеются четко установленные нормативы — санитарно-эпидемиологические правила и нормативы СанПиН 2.4.3.1186— 2003, соблюдение которых обязательно. В противном случае молодому развивающемуся организму может быть нанесен непоправимый урон, тем более коварный, что он проявляется не сразу, а характеризуется накапливающейся степенью повреждений.
Относительно воздушно-газовой среды мастерских установлено, что в учебно-производственных и вспомогательных помещениях должны быть оборудованы вентиляция и отопление, чтобы обеспечить воздухообмен, оптимальную температуру и состояние воздушной среды, предусмотренные санитарными нормами.
|
|
|
