 |


2.3 Определение типа производства и его характеристики
|
|
|
|
2. 3 Определение типа производства и его характеристики
В машиностроении условно различают три типа производства: массовое, серийное и единичное. Тип производства согласно ГОСТ 3. 1108-74 характеризуется коэффициентом закрепления операций за одним рабочим местом или единицей оборудования. В зависимости от годового объёма выпуска и массы детали тип производства можно определить табличным методом.
Проанализировав конструктивные особенности детали, приходим к выводу: если масса детали m равна 14, 97 кг (подсчитано по 3-d модели в программе Solidworks 2018, рисунок 2. 3) и годовой объем выпуска деталей составляет N равно 48000 шт, то по таблице 2. 5 – данное производство является массовым.
Таблица 2. 5 – Определение типа производства
| Тип производства | Годовая программа выпуска | ||
| Легкие (до 20 кг) | Средние (20 – 300 кг) | Тяжелые (Свыше 300кг) | |
| Единичное | до 100 | 1... 10 | 1... 5 |
| Мелкосерийное | 101... 500 | 11... 200 | 6... 100 |
| Среднесерийное | 501... 5000 | 201... 1000 | 101... 300 |
| Крупносерийное | 5001... 50000 | 1001... 5000 | 301... 1000 |
| Массовое | Свыше 50000 | Свыше 5000 | Свыше 1000 |

Рисунок 2. 3 – 3-d модель зубчатого колеса
Для данного производства определяем партию запускаемых деталей по формуле:
 , (2. 6)
, (2. 6)
где n зап – партия запускаемых деталей;
N – годовая программа;
247 – число рабочих дней в году;
q – число дней запаса, в течение которых должны быть заготовлены детали;
- q равно 2…5 дней – для крупных деталей;
- q равно 3…15 дней – для средних деталей;
- q равно 10… 30 дней – для мелких деталей;
при q равно 5 дней.
Характеристика массового производства дана в таблице 2. 6.
|
|
|
Таблица 2. 6 – Характеристика массового производства
| Фактор | Массовое производство |
| Номенклатура | Одно или несколько изделий |
| Повторяемость выпуска | Постоянно повторяется |
| Применяемое оборудование | В основном специальное |
| Расположение оборудования | Цепное |
| Разработка технологического процесса | Подетально-пооперационная |
| Применяемый инструмент | Преимущественно специальный |
| Закрепление деталей | На каждом станке выполняется одна и та же операция над одной деталью |
| Квалификация рабочих | В основном невысокая, но имеются рабочие высокой квалификации (наладчики, инструментальщики) |
| Взаимозаменяемость | Полная |
| Себестоимость единицы продукции | Низкая |
2. 4 Выбор и обоснование вида заготовки
Исходя из материала детали – Сталь 40Х ГОСТ 4543-2016, заготовка может быть получена двумя способами –прокат либо поковка.
Для окончательного выбора метода получения заготовки сравниваются два метода получения заготовок (по коэффициенту использования материала (КИМ)).
Масса готовой детали:
mд равна 14. 97 кг – подсчитано по 3-d модели в программе КОРМПАС 3-D V18 (рисунок 2. 3).
Массу заготовки из проката подсчитали по 3-d модели в программе КОРМПАС 3-D V18 (заготовка – круг ГОСТ 2590-2006 диаметром 210 мм и длиной 100 мм с учетом припусков на обработку торцов):
mзпр=27, 7 кг
Массу заготовки поковки подсчитали согласно [5].
mзпок= mд× 1, 5=14, 97× 1, 5=22, 5 кг
КИМ при изготовлении детали из поковки:
 (2. 7)
(2. 7)

КИМ при изготовлении детали из проката:
 (2. 8)
(2. 8)

Сравнительный анализ методов получения заготовки дан в таблице 2. 7.
Таблица 2. 7 – Сравнительный анализ методов получения заготовки
| Показатели | Прокат | Поковка |
| Масса детали, кг | 14, 97 | 14, 97 |
| Масса заготовки, кг | 27, 7 | 22, 5 |
| Коэффициент использования материала | 0, 54 | 0, 67 |
|
|
|
Вывод: по результатам выполненных расчетов выбрана заготовка поковка ГОСТ 7505-89, т. к. ее КИМ в 1, 24 раза выше.
Рассчитаем размеры поковки. Результаты расчетов записали в таблицу 2. 8. Эскиз поковки изображен на рисунке 2. 4.
Исходные данные детали.
– материал детали: Сталь 40Х ГОСТ 4543-2016;
– масса детали:
mд=14, 97 кг;
– тип производства – крупносерийный;
– штамповочное оборудование – КГШП;
Исходные данные для расчета:
– масса поковки (расчетная):
mп=22, 5 кг
Расчетный коэффициент [4]:
– Кр = 1, 5;
– класс точности – Т4;
– группа стали – М2;
– степень сложности – С1;
– исходный индекс – 15.
Допускаемая величина остаточного облоя 1, 4 мм.
Штамповочные уклоны наружных поверхностей 5°, внутренних – 7°.
Допустимое наибольшее отклонение от концентричности пробитого отверстия – 1, 5 мм.
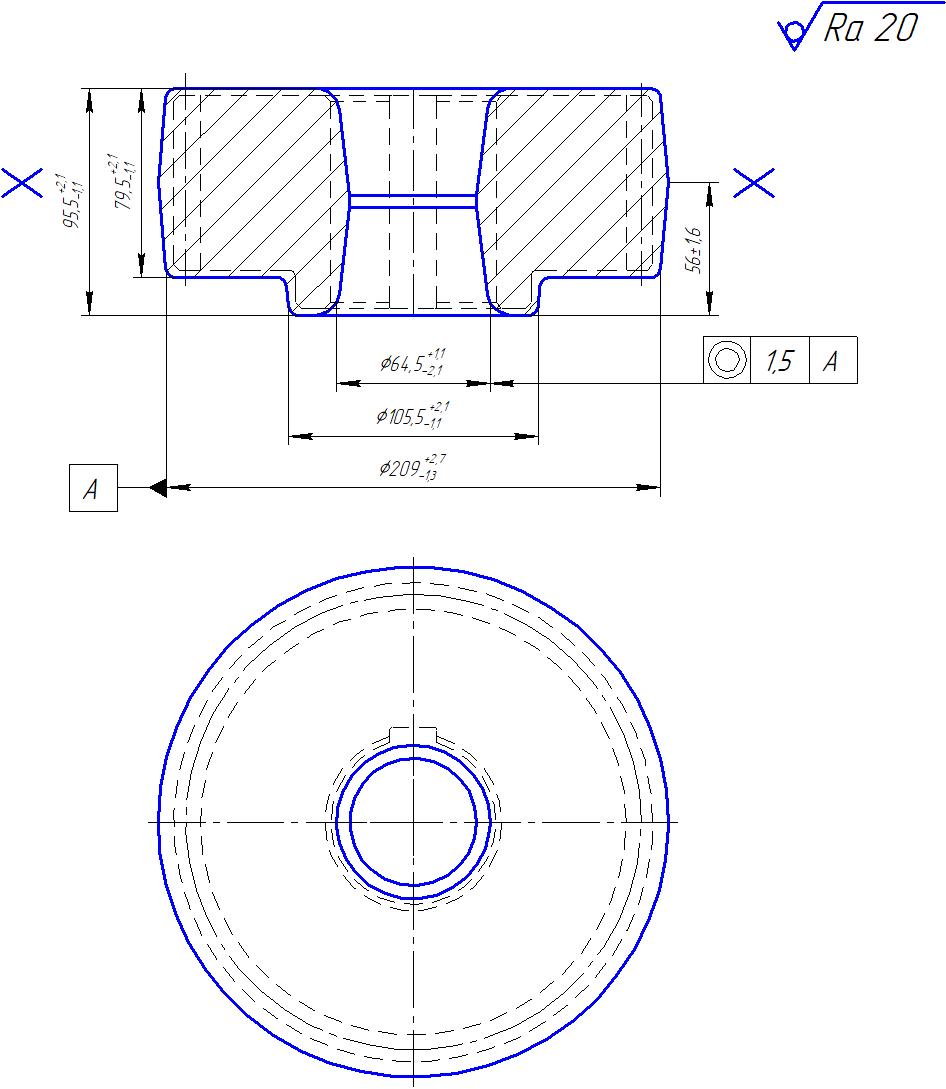
Рисунок 2. 4 – Эскиз заготовки
Таблица 2. 7 – Припуски на сторону, размеры поверхностей поковки и допуски на них
| Размер, мм | Шерохо-ватость, мкм | Основной припуск на сторону, мм | Дополни-тельный припуск на сторону, мм | Суммарный припуск на сторону, мм | Расчетный размер поковки, мм | Принятый размер поковки, мм | Фактический припуск на сторону, мм | Допуск на размер, мм |
| Ø 70 | Ra 1, 6 | 2, 3 | 0, 5 | 2, 8 | Ø 64, 4 | Ø 64, 5 | 2, 75 | +1, 1 -2, 1 |
| Ø 100 | Ra 6, 3 | 2, 3 | 0, 5 | 2, 8 | Ø 105, 6 | Ø 105, 5 | 2, 75 | +2, 1 -1, 1 |
| Ø 202, 77 | Ra 6, 3 | 2, 7 | 0, 5 | 3, 2 | Ø 209, 17 | Ø 209 | 3, 115 | +2, 7 -1, 3 |
| Ra 5, 0/ Ra 6, 3 | 2, 3/2, 3 | 0, 5/0, 5 | 2, 8/2, 8 | 79, 6 | 79, 5 | 2, 8/2, 7 | +2, 1 -1, 1 | |
| Ra 5, 0/ Ra 1, 6 | 2, 3/2, 3 | 0, 5/0, 5 | 2, 8/2, 8 | 95, 6 | 95, 5 | 2, 8/2, 7 | +2, 1 -1, 1 |
|
|
|
