 |


12. Классификация прокатных валков.
|
|
|
|
12. Классификация прокатных валков.
По типу бочки валки разделяются на две группы:
1) с гладкой бочкой - для прокатки листовой стали;
2) с калиброванной бочкой - для прокатки сортового металла, фасонных и гнутых профилей.
Одна из основных характеристик валка - твердость поверхности бочки. Для контроля твердости наряду со стандартными методами (по Бринелю НВ, Роквеллу HRC, Викерсу HW) применяют специфический метод Шора (HSh)-твердость замеряют по высоте отскока шарика от поверхности валка.
По твердости бочки валки подразделяются на 4 группы:
1) мягкие,
2) полутвердые,
3) твердые,
4) особо твердые.
Смысл классификации по твердости - чем мягче поверхность бочки, тем она более вязкая и менее хрупкая. Мягкие валки хорошо выдерживают изгибающие нагрузки, но у них низкая износостойкость и большое упругое сплющивание, на них невозможно получить высокую точность размеров проката. При твердой поверхности, наоборот, валки имеют низкую вязкость и высокую хрупкость, поэтому они плохо выдерживают изгибающие нагрузки, но зато обладают высокой износостойкостью и позволяют получить прокат с высокой точностью размеров.
К мягкой группе относят валки с твердостью бочки 25... 35 HSh (150... 200 НВ). Материал таких валков - серый чугун, сталь литая и кованая без термообработки. Применяют на обжимных, заготовочных станах, в черновых клетях сортовых станов.
Полутвердые 35... 60 HSh (НВ 250... 400), материал - полузакаленный чугун, сталь литая и кованая с минимальной термообработкой. Применяются главным образом на сортовых станах (кроме черновых клетей).
Твердые - 60... 85 HSh (400... 600 НВ), материал - закаленный чугун, легированная сталь. Применяются в качестве рабочих валков на широкополосных станах горячей прокатки, опорных валков на станах холодной и горячей прокатки.
|
|
|
Особо твердые - 85... 100 HSh (600... 800 НВ), материал - кованая легированная закаленная сталь на основе хрома (9Х, 9Х2, 9Х2В, 9Х2МФ) - самый дорогой валковый материал. Применяется в качестве рабочих валков станов холодной прокатки.

13. Характеристика валков по химическому составу.
См. Блок 1/ 12
14. Характеристика валков по способу производства.
См. Блок 1/ 12
15. Характеристика валков по назначению, характеристика.
См. Блок 1/ 12
16. Передаточный механизм главной линии стана.

ещё шпиндели и шестеренная клеть
17. Электропривод главной линии стана.



По типу привода: с индивидуальным и групповым приводом.

Главная линия с индивидуальным приводом включает два электродвигателя 1, которые через шпиндели 2 передают вращательное движение валкам 3 рабочей клети 4.
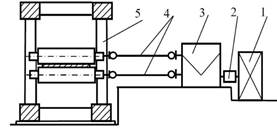
Главная линия с групповым приводом включает один электродвигатель 1, моторную муфту 2, универсальную клеть 3, шпиндели 4 и рабочую клеть 5.
Индивидуальный привод имеет ряд преимуществ:
1) отпадает необходимость в точном подборе диаметра валков;
2) повышение КПД установки;
3) уменьшение габаритов двигателя, что облегчает его монтаж и транспортировку.
Недостатки индивидуального привода:
1) увеличение количества электрооборудования;
2) усложнение системы управления.
Индивидуальный привод используют преимущественно в прессах и машинах-автоматах.
Индивидуальный привод валков целесообразно применять для мощных обжимных станов с диаметром валков 1100 - 1300 мм. Для блюминга 1000 мм возможно применение как индивидуального, так и группового привода. Для заготовочных, рельсобалочных станов 900 мм и ниже предпочтительно применение группового привода.
|
|
|
