 |


16. Брусья, линейки, проводки рабочей клети, назначение.
|
|
|
|
16. Брусья, линейки, проводки рабочей клети, назначение.
Прокатываемая полоса при входе в валки и выходе из них оказывает значительное давление на детали валковой арматуры. Основная часть усилий, возникающих при авариях в клети, воспринимается проводковым брусом. В связи с этим проводковые брусья выполняют с запасом прочности, позволяющим выдержать максимальные нагрузки без остаточной деформации или поломки бруса.
Для унификации валковой арматуры брусья каждой группы клетей многоточных непрерывных мелкосортных станов имеют идентичную конструкцию. Брус черновой клети позволяет осуществлять установку пропусков и проводок непосредственно в гнёзда, шаг которых соответствует размещению калибров на валках. Число гнёзд соответствует числу одновременно прокатываемых полос в клети. Такая конструкция брусьев упрощает переход на прокатку в новых калибрах. При этом вводной брус вместе с установленными в нём пропусками перемещается на величину шага между калибрами. Также производится и демонтаж выводной арматуры, носки проводок выводят из калибров валков, брус перемещают вдоль валка и проводки устанавливают на новые калибры.
Пропуски и проводки в гнёздах крепятся клиньями. Положение бруса в вертикальной плоскости регулируется винтовыми домкратами. Верхний уровень поперечины бруса при установке последнего в рабочее положение на клети соответствует оси прокатки.
Брусья чистовых клетей для установки в них арматуры скольжения имеют конструкцию, аналогичную рассмотренной.
Прокатные клети с вертикальной установки валков обычно имеют стационарно установленные массивные станины и перемещающиеся кассеты с рабочими валками. На этих клетях брусья стационарно крепят к неподвижным станинам. Смену калибров или валков осуществляют соответственно перемещением или заменой подвижной кассеты с валками.
|
|
|
Вводная роликовая коробка состоит из двух направляющих линеек, закрытых сверху и снизу фигурными плитами. Направляющие линейки крепят в пропуске коробки двумя болтами, которые одновременно являются их осями. Гладкие ролики для удержания полосы прямоугольного сечения вмонтированы в направляющие линейки.
Проводки предназначены для направления в рабочие валки переднего края прокатываемой полосы. Со стороны входа в рабочую клеть устанавливают вводные проводки, а со стороны выхода — выводные.
Проводки листовых станов имеют вид линеек, изготовленных из отбеленного чугуна. Причем на толстолистовых станах проводок нет, а их функцию выполняют линейки манипулятора. На сортовых и полосовых станах устанавливают проводки в виде желоба, форма которого близка к форме прокатываемого профиля.
Для ребровых и других проходов, где необходимо надежное удерживание полосы от скручивания, вводные проводки делают в виде коробки, в которую вставлены боковые линейки (пропуски). Рабочую поверхность линеек выполняют по форме и размерам сечения прокатываемого профиля.
Кроме вводных и выводных проводок, существуют еще обводные и кантующие проводки.
Обводные проводки применяют на мелкосортных станах при линейном расположении клетей, когда прокатка ведется с петлей. Устройство обводных проводок различно, но в них обязательно предусмотрена возможность увеличения петли, поскольку скорость металла, выходящего из предыдущего калибра, больше скорости металла, входящего в последующий калибр. Наиболее распространены обводные проводки с открытым сверху желобом, что позволяет при увеличении петли выбрасывать избыточную ее часть на настил пола.
|
|
|
Кантующие проводки обеспечивают поворот сечения прокатываемого металла на угол 90º или 45º между клетями. Калибры кантующих роликов по своим размерам соответствуют сечению прокатываемой полосы.
Широкое распространение получили роликовые проводки на станах холодной прокатки.
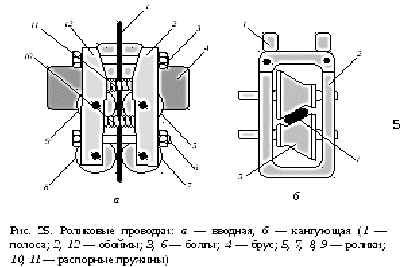
Две пары роликов находятся в обоймах, которые в свою очередь прикреплены к проводковому брусу. Распорные пружины облегчают регулировку расстояния между роликами, осуществляемую с помощью болтов.
17. Классификация прокатных станов, анализ.
Прокатные станы классифицируются по следующим признакам: по количеству и расположению валков в рабочих клетях; по расположению рабочих клетей; по назначению.
Количество и расположение валков в рабочих клетях
По этому признаку различают клети (рис. 26):
двухвалковые (дуо);
трехвалковые (трио);
четырехвалковые (кварто);
многовалковые (шестивалковые, 12-валковые, 20-валковые и др. );
универсальные;
специальной конструкции.

Рис. 26. Расположение валков в рабочей клети прокатного стана:
1– клеть дуо нереверсивная;
2– клеть дуо реверсивная;
3– клеть трио;
4– клеть кварто;
5– шестивалковая клеть;
6– двенадцативалковая клеть;
7– двадцативалковая клетъ;
8– универсальная клеть;
9– балочная универсальная клеть
Двух-, четырех- и многовалковые клети бывают как реверсивными (с переменным направлением вращения валков), так и нереверсивными (с постоянным направлением вращения валков). В клетях кварто и многовалковых прокатка ведется только между двумя рабочими валками, все остальные валки являются опорными, предназначенными для уменьшения прогиба рабочих валков и восприятия давления при прокатке.
Наибольшее распространение получили двухвалковые клети (дуо). Реверсивные клети применяют для прокатки крупных профилей (блюмы, слябы, балки, рельсы и др. ), толстых листов. Нереверсивные клети применяют на непрерывных станах для прокатки заготовок, сортовых профилей, труб.
В трехвалковых клетях (трио) прокатывают сортовые профили. В них можно вести прокатку в двух направлениях, не изменяя направления вращения валков.
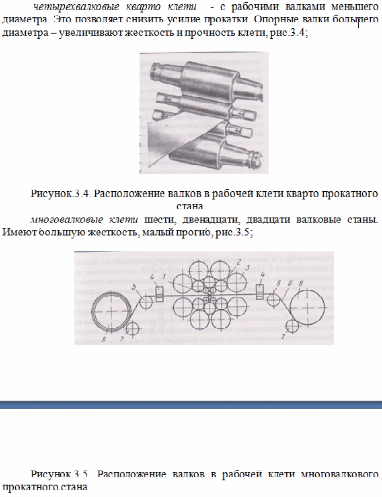
Четырехвалковые клети (кварто) широко применяют для горячей прокатки толстых и тонких листов.
|
|
|
Многовалковые клети применяют для холодной прокатки тонких полос и ленты в рулонах. Эти клети оборудуют моталками и разматывателями.
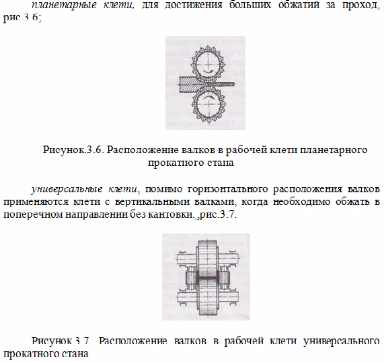
Универсальные клети имеют горизонтальные и вертикальные валки, которые обеспечивают обжатие металла с четырех сторон: по толщине – горизонтальными и по ширине – вертикальными валками. Применяют универсальные клети для прокатки слябов, толстых листов, широкополосных балок высотой 600-1000 ммс параллельными полками.
Клети специальной конструкции используются для прокатки колес, бандажей, колец, шаров, бесшовных труб, профилей переменного сечения, шестерен и др.




|
|
|
