 |


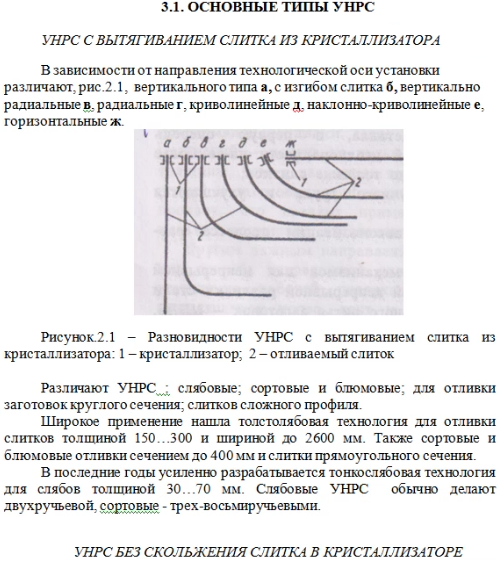
Пуск литья, управление процессом и проблемы
|
|
|
|
Пуск литья, управление процессом и проблемы
Выход затравки из дугового участка ручья (до отделения)
Для пуска процесса непрерывного литья, перед открытием шибера на пром-ковше, на радиусный участок ручья заводится «затравка», таким образом в районе кристаллизатора образуется своего рода карман. После наполнения этой полости металлом начинается вытягивание «затравки». На конце радиусного участка расположен механизм отделения затравки. После отделения она отводится рольгангом на большей скорости, чем скорость разливки.
Преимущества МНЛЗ перед разливкой в изложницу
По сравнению с прежним методом разливки стали в изложницу при непрерывной разливке можно сократить не только время за счет исключения некоторых операций, но и капиталовложения (например, на сооружение обжимных станов). Непрерывная разливка обеспечивает значительную экономию металла вследствие уменьшения обрези и энергии, которая тратилась на подогрев слитка в нагревательных колодцах. Исключение нагревательных колодцев позволило в значительной степени избавиться от загрязнения атмосферы. По ряду других показателей: качеству металлопродукции, возможности механизации и автоматизации, улучшению условий труда непрерывная разливка также эффективнее традиционных способов. Но непрерывная разливка имеет и Отрицательные стороны. Стали некоторых марок, например кипящие, нельзя разливать по этому методу, малые объемы разливки сталей различных марок повышают их себестоимость, неожиданные поломки оказывают большое влияние на снижение общей производительности.
24. Характеристика оборудования машин непрерывной разливки стали, использование в прокатных цехах.
|
|
|
См. Блок 2 /23
25. Преимущества непрерывной разливки стали.
См. Блок 2 /23
26. Схема непрерывной разливки стали, общий анализ.
См. Блок 2 /23
27. Общая характеристика литейнопрокатных агрегатов.
Одним из направлений совершенствования процессов производства проката в настоящее время является создание литейно-прокатных агрегатов. В состав такого агрегата входят: машина непрерывного литья заготовок (блюмовая, слябовая или сортовая) устройства для передачи непрерывнолитой заготовки, печь для подогрева и непосредственно прокатный стан (соответствующего типа) со всем технологическим оборудованием.
Преимущества литейно-прокатных агрегатов
При применении такой технологии удаётся практически полностью использовать первичную теплоту непрерывнолитой заготовки для ее деформации, что существенно экономит энергоресурсы на нагрев. Также исключается промежуточное складирование заготовок, что значительно повышает производительность стана (до 25%) и эффективность использования оборудования.
Еще одним преимуществом литейно-прокатных агрегатов является компактное расположение оборудования, что требует меньших производственных площадей и капитальных затрат на строительство (до 1, 5 раза).
Следует также отметить, что обжатие литого металла в таком совмещенном процессе способствует улучшению качества поверхности и структуры литых заготовок. При совмещении процессов разливки и прокатки снижается себестоимость проката благодаря повышению выхода годного (на 2%) и сокращению расходов по переделу.
На литейно-прокатных агрегатах можно получить заготовки различных профилей, в том числе малых сечений без снижения производительности завода, так как сталь разливают в кристаллизатор одного наиболее выгодного размера, под который разработаны все схемы калибровок прокатного стана.
|
|
|
Однако в вопросе совмещения МНЛЗ и прокатного стана существует ряд проблем, таких как согласование скоростей непрерывной разливки и входа металла в первую клеть прокатного стана, которые различаются в несколько раз, а также вопросы обеспечения высокого качества непрерывнолитой заготовки в связи с отсутствием возможности его регулирования на стыке этих двух агрегатов.
Решение вопроса согласования скоростей разливки и входа металла в первую клеть стана обусловило появление нескольких возможных вариантов схем состыковки этих двух агрегатов:
прямая состыковка с резкой слитка перед задачей в проходную печь (или без резки);
состыковка с использованием устройств для интенсивной пластической деформации (планетарные клети и т. д. ) в первом проходе;
состыковка с использованием высокоскоростных МНЛЗ: валковых, ленточных, роторных и т. д.;
состыковка сортового стана с слябовой МНЛЗ с поперечной резкой сляба на заготовки или прокаткой сляба «на ребро».
28. Типы МНЛЗ, характеристика.








|
|
|
