 |


11. Футеровка промковша, назначение, характеристика.
|
|
|
|
11. Футеровка промковша, назначение, характеристика.

12. Устройство для дозирования металла при истечении из промковша.



13. Кристаллизатор, назначение. Устройство для качания кристаллизатора.








14. Конструкции кристаллизатора.
См. Блок 3/ 13
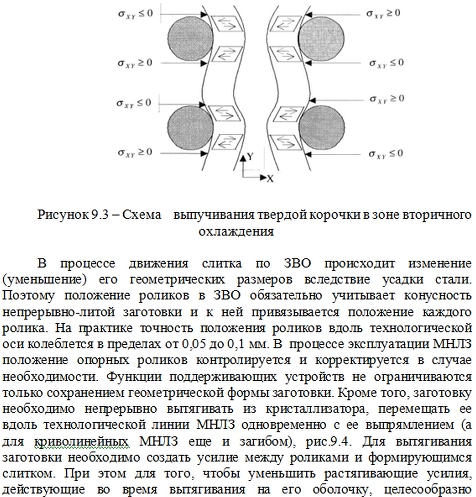
15. Зона вторичного охлаждения. Устройство, конструктивные особенности.






16. Система мягкого обжатия заготовки при разливке металла.
См. Блок 3/ 15
17. Способы охлаждения металла в зоне вторичного охлаждения.






18. Оборудование тянуще- правильной клети, порезка металла.






19. Электромагнитное перемешивание металла при разливке.

Основные электрические параметры устройств ЭМП меняются в широких пределах в зависимости от их конструкции и сечения заготовки. Характер потоков, создаваемых ЭМП, зависит от конкретных условий (сечение заготовки, место приложения воздействия, требования к результатам воздействия и т. п. ). Магнитодинамические потоки, создаваемые ЭМП, состоят из одного или нескольких замкнутых контуров.
Наиболее характерной особенностью распределения полей скоростей конвективных потоков при электромагнитном перемешивании является их максимальное значение непосредственно у источника воздействия с последующим уменьшением интенсивности перемешивания по мере приближения к оси заготовки. Максимальная скорость принудительных потоков при электромагнитном перемешивании регулируется посредством напряженности электромагнитного поля и может достигать значений нескольких метров в секунду. При этом в зависимости от условий воздействия в жидкой фазе могут формироваться ламинарные течения, турбулентные потоки и вихревые зоны.
|
|
|
С точки зрения глубины проникновения электромагнитного поля, влияние индукторов перемешивающих устройств на кристаллизующийся слиток можно разделить на следующие группы:
– для обработки поверхностных и подповерхностных слоев непрерывной заготовки;
– для уплотнения внутренних объемов.
В первом случае применяют вертикальное перемешивание металла в кристаллизаторе, а во втором проводят вращательное перемешивание расплава в горизонтальной плоскости.
По совокупности получаемых эффектов и специфике используемых приемов воздействия на всей протяженности технологической длины непрерывнолитой заготовки можно условно выделить следующие наиболее характерные зоны (рис. 17. 2):

Рис. 17. 2. Схематическое представление возможных точек приложения электромагнитного перемешивания: MEMS – кристаллизатор; SEMS – зона вторичного охлаждения заготовки; FEMS – зумпфовая зона
зона кристаллизатора (MEMS – mold electromagnetic stirrer) или непосредственно расположенная под кристаллизатором;
зона вторичного охлаждения (SEMS – strand electromagnetic stirrer), удаленная от нижнего торца кристаллизатора на расстояние нескольких метров (то есть зона формирования столбчатых кристаллов);
зона объемной кристаллизации или зумпфовая зона (FEMS – final electromagnetic stirrer).
Основной эффект ЭМП в кристаллизаторе (рис 17. 3, 17. 4) следует связывать с изменением гидродинамической обстановки в жидкой ванне кристаллизатора под влиянием принудительных конвективных потоков. Как правило, в этой части МНЛЗ применяют устройства, которые обеспечивают формирование восходящих потоков вдоль фронта затвердевания или вращение стали в горизонтальной плоскости.
Вращающееся магнитное поле в кристаллизаторе при отливке сортовых заготовок открытой струей создает глубокий мениск металла, на дне которого сосредотачиваются неметаллические включения, вращающиеся с меньшей скоростью, чем жидкая сталь. В результате этого эффекта концентрация неметаллических включений в твердой оболочке слитка существенно снижается.
|
|
|
В целом положительный эффект ЭМП на процессы формирования непрерывнолитой заготовки посредством принудительных восходящих вдоль фронта затвердевания конвективных потоков следует связывать со следующими явлениями:
улучшение условий выноса из металла газовых пузырьков, макро- и микро- неметаллических включений вследствие их «запутывания в растущих дендритах;
подавление негативных явлений, связанных с внедрением в жидкую ванну струи металла за счет изменения характера движения потоков металла в кристаллизаторе (электромагнитное торможение);
улучшение условий теплопередачи от «горячей» жидкой сердцевины к границе раздела фаз (в том числе и усреднение жидкой ванны металла по температуре);
подавление волновых процессов, развивающихся на поверхности металла в кристаллизаторе из-за динамических воздействий, связанных с движением струи металла.
В конечном счете, вышеперечисленные положительные эффекты обеспечивают повышение качества поверхности и корковой зоны непрерывнолитой заготовки, предотвращая при этом возможный прорыв металла под кристаллизатором. При расположении электромагнитного индуктора под кристаллизатором в большинстве случаев положительное влияние на качество заготовки несколько уменьшается.
Наиболее существенными негативными проявлениями, сопровождающими наложение электромагнитного воздействия в кристаллизаторе, принято считать:
образование полос отрицательной ликвации («белых» полос на серном отпечатке), которые уменьшают химическую однородность заготовки и могут приводить к повышенному образованию трещин при прокатке;
увеличение износа погружных стаканов, находящихся в зоне влияния электромагнитного перемешивания.
Расположение электромагнитного индуктора в ЗВО имеет своей целью обеспечение улучшения качества непрерывнолитой заготовки в зоне столбчатых (дендритных) кристаллов за счет их измельчения и уплотнения. Помимо этого, наличие восходящих конвективных потоков обеспечивает определенное повышение чистоты металла в этой зоне. Наложение ЭМП в зоне формирования столбчатых кристаллов может препятствовать формированию различного рода перемычек между противоположными фронтами затвердевания, что, в конечном счете, обеспечивает значительное подавление дефектов усадочного (пористость) и ликвационного характера.
|
|
|
20. Характеристика поступательного и вращательного перемешивания металла при разливке.
|
|
|
